TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025156842
公報種別
公開特許公報(A)
公開日
2025-10-15
出願番号
2024059559
出願日
2024-04-02
発明の名称
接着剤の膜厚測定方法、および接合部材の製造方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
主分類
G01B
21/08 20060101AFI20251007BHJP(測定;試験)
要約
【課題】硬化工程の後に第1部材および第2部材から離された接着剤にひび割れが生じた場合であっても、接着剤の膜厚を測定できるようにした膜厚測定方法を提供する。
【解決手段】接着剤の膜厚測定方法は、配置工程、硬化工程、貼付け工程、および測定工程を有する。配置工程は、第1部材と第2部材との接着箇所の表面に離型シートを介して接着剤を配置する工程である。離型シートは、接着剤によって第1部材と第2部材とが接着されるのを阻止するためのシートである。硬化工程は、接着剤を硬化させる工程である。貼付け工程は、硬化された接着剤を取り出してフィルムを貼り付ける工程である。フィルムには、接着剤の厚さを測定する位置がマーキングされている。測定工程は、マーキングされた箇所における接着剤の厚さを測定する工程である。
【選択図】図1
特許請求の範囲
【請求項1】
配置工程、硬化工程、貼付け工程、および測定工程を有し、
前記配置工程は、第1部材と第2部材との接着箇所の表面に離型シートを介して接着剤を配置する工程であり、
前記離型シートは、前記接着剤によって前記第1部材と前記第2部材とが接着されるのを阻止するためのシートであり、
前記硬化工程は、前記接着剤を硬化させる工程であり、
前記貼付け工程は、前記硬化された接着剤を取り出してフィルムを貼り付ける工程であり、
前記フィルムには、前記接着剤の厚さを測定する位置がマーキングされており、
前記測定工程は、前記マーキングされた箇所における前記接着剤の厚さを測定する工程である接着剤の膜厚測定方法。
続きを表示(約 1,300 文字)
【請求項2】
前記フィルムは、第1部材における前記接着箇所に関する情報を有するデータを記憶する箇所情報記憶部を備える請求項1記載の膜厚の測定方法。
【請求項3】
前記フィルムは、前記接着剤の互いに異なる複数の位置に位置記憶部を備え、
前記位置記憶部には、前記位置に関する情報を示すデータが記憶されている請求項1記載の膜厚の測定方法。
【請求項4】
前記測定工程は、位置読み取り工程と、変位工程と、取得工程と、を含み、
前記位置読み取り工程は、制御装置が前記位置記憶部のデータを読み取る工程であり、
前記変位工程は、前記制御装置が前記読み取ったデータに基づき、前記接着剤に対して測定装置のプローブを相対的に変位させるべくロボットを操作する工程であり、
前記取得工程は、前記変位工程において前記プローブの位置が前記マーキングされた位置と一致するときの前記接着剤の膜厚の前記測定装置による測定結果をコンピュータが取得する工程である請求項3記載の接着剤の膜厚測定方法。
【請求項5】
前記配置工程において配置される前記接着剤は、シート状の部材であり、
前記配置工程は、前記シート状の接着剤を1または複数枚配置する工程であり、
評価工程、および変更工程を有し、
前記評価工程は、前記測定工程によって測定された膜厚が前記配置工程によって配置された前記シート状の接着剤の枚数に応じた許容膜厚範囲よりも大きい場合、前記配置工程において配置した枚数が不足していると評価して且つ、前記測定工程によって測定された膜厚が前記配置工程によって配置された前記シート状の接着剤の枚数に応じた許容膜厚範囲よりも小さい場合、前記配置工程において配置した枚数が過剰であると評価する処理をコンピュータによって実行させる工程であり、
前記変更工程は、前記配置工程において前記シート状の前記接着剤を配置する枚数を変更する工程である請求項1記載の接着剤の膜厚測定方法。
【請求項6】
カッティング工程を有し、
前記カッティング工程は、前記シート状の前記接着剤を所定のパターンに切断する工程であり、
前記変更工程は、前記所定のパターンを変更する工程を含む請求項5記載の接着剤の膜厚測定方法。
【請求項7】
前記第1部材および前記第2部材の2つの部材のうちの少なくとも一方は、炭素繊維強化樹脂部材である請求項1記載の接着剤の膜厚測定方法。
【請求項8】
請求項5記載の接着剤の膜厚測定方法における各工程と、
接着工程と、を有し、
前記接着工程は、前記評価工程において膜厚の測定箇所の全てにおいて前記シート状の前記接着剤の枚数が適切である旨評価される場合、前記適切な枚数の前記接着剤を前記第1部材および前記第2部材の間に配置して前記接着剤を硬化させることによって、前記第1部材および前記第2部材を接着する工程である、接合部材の製造方法。
【請求項9】
前記第1部材および前記第2部材は、航空機の一部である請求項8記載の接合部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接着剤の膜厚測定方法、および接合部材の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
たとえば下記非特許文献1には、航空機の修理のために、損傷箇所にフィルム状の接着剤を介して複合材のパッチを接着することが記載されている。
【先行技術文献】
【非特許文献】
【0003】
須原 正好ら著「航空機用複合材構造の高速修理法の開発」三菱重工技報 Vol.53 No.4 (2016) 新製品・新技術特集
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のように2つの部材の間に接着剤を配置して2つの部材を接着する場合には、それら2つの部材の間に接着剤が過不足なく充填されていることが望ましい。そこで、測定用の試料としての接着剤を用いて予め膜厚を測定することが考えられる。これは、たとえば、2つの部材の間に離型シートを介して試料としての接着剤を配置した後、接着剤を硬化させて取り出すことによって実現できる。ただし、硬化した接着剤が接着対象から離されると、ひび割れが生じるおそれがある。ひび割れが生じると、接着剤の膜厚の測定に障害となるおそれがある。
【課題を解決するための手段】
【0005】
以下、上記課題を解決するための手段およびその作用効果について記載する。
配置工程、硬化工程、貼付け工程、および測定工程を有し、前記配置工程は、第1部材と第2部材との接着箇所の表面に離型シートを介して接着剤を配置する工程であり、前記離型シートは、前記接着剤によって前記第1部材と前記第2部材とが接着されるのを阻止するためのシートであり、前記硬化工程は、前記接着剤を硬化させる工程であり、前記貼付け工程は、前記硬化された接着剤を取り出してフィルムを貼り付ける工程であり、前記フィルムには、前記接着剤の厚さを測定する位置がマーキングされており、前記測定工程は、前記マーキングされた箇所における前記接着剤の厚さを測定する工程である接着剤の膜厚測定方法。
【0006】
上記方法によれば、接着剤に貼り付けられたフィルムのマーキングを目印に、接着剤の膜厚の測定箇所を特定できる。そのため、硬化工程の後に、接着剤に膜厚の測定箇所を直接マーキングする場合と比較して、マーキングにかかる工数を削減し易い。しかも、接着剤にフィルムを貼り付けることにより、硬化工程の後に第1部材および第2部材から離された接着剤にひび割れが生じた場合、フィルムによって接着剤を補強できる。
【図面の簡単な説明】
【0007】
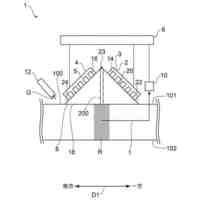
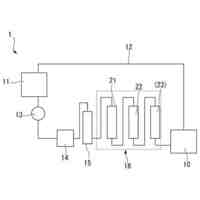
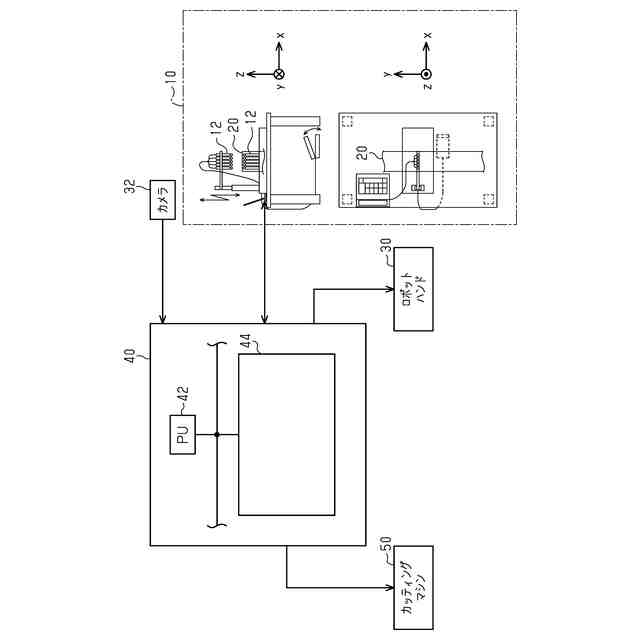
一実施形態にかかる航空機の製造システムを示す図である。
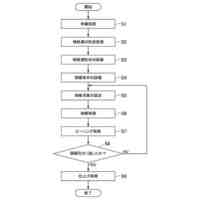
航空機の製造工程の一部の手順を示す流れ図である。
航空機の製造工程の一部の手順を示す流れ図である。
接着剤の配置工程を示す断面図である。
フィルムテンプレートを例示する図である。
フィルムテンプレートへの2次元コードの貼り付け工程を例示する図である。
フィルムテンプレートの貼り付け工程を例示する図である。
接着剤の枚数と許容膜厚範囲との関係を規定する図である。
接着剤の枚数および形状の変更処理を例示する平面図である。
【発明を実施するための形態】
【0008】
以下、一実施形態について図面を参照しつつ説明する。
「前提構成」
図1に、航空機の製造システムの一部の構成を示す。本実施形態にかかる航空機は、炭素繊維強化樹脂によって構成される。航空機は、骨格部品に外板が接着剤によって接着される箇所を有する。炭素繊維強化樹脂製品は、金属製品と比較して、寸法の加工精度を高めることが困難である。そのため、骨格部品と外板との隙間についても、骨格部品および外板の加工によって高精度に制御することが困難である。そこで、本実施形態では、量産される航空機の個体毎に、骨格部品と外板との間に試料としての接着剤を配置して接着剤を硬化させた後、同接着剤の膜厚を測定したり、同接着剤を観察したりする。これにより、骨格部品と外板との隙間を計測することと、接着剤内部の空隙の有無を確認することと、ができることから、骨格部品と外板との間に接着剤をいかに充填すべきかを把握できる。
【0009】
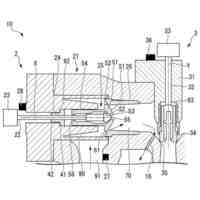
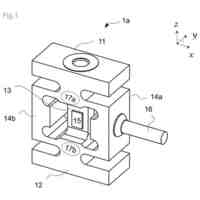
図1に示す測定装置10は、上記接着剤の膜厚を測定する装置である。図1に示すz軸の正方向は、一例として鉛直上方を示す。そして、x軸およびy軸は、互いに直交して且つ、z軸に直交する。接着剤20のうち膜厚の測定対象箇所は、一例としてx軸およびy軸に平行に配置されることが望ましい。そして、接着剤20のうちのz軸方向における両面からペン状のプローブ12を接触させることによって、接着剤20の膜厚が測定される。測定装置10は、一例として、z軸方向の上方に位置するプローブ12が伸縮可能となっている。そして、プローブ12の収縮量が膜厚の測定値となる。
【0010】
接着剤20は、ロボットハンド30によって変位されることによって、測定装置10による測定にとって適切な位置に配置される。測定装置10の付近には、接着剤20の画像を撮影するカメラ32が配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱重工業株式会社
施工方法
2日前
三菱重工業株式会社
石膏脱水システム
2日前
三菱重工業株式会社
蒸気タービンシステム
11日前
三菱重工業株式会社
シール装置及び回転機械
1日前
三菱重工業株式会社
アンモニア除害システム
2日前
三菱重工業株式会社
ガス処理装置および方法
9日前
三菱重工業株式会社
軸流圧縮機、及びその動翼
3日前
三菱重工業株式会社
計測システムおよび計測方法
9日前
三菱重工業株式会社
支持部材及び接着剤の監視方法
2日前
三菱重工業株式会社
水素吸蔵材料および原子力設備
10日前
三菱重工業株式会社
インバータ装置及びその保護方法
9日前
三菱重工業株式会社
インバータ基板及びインバータ装置
9日前
三菱重工業株式会社
RPB装置及び酸性ガス回収システム
9日前
三菱重工業株式会社
燃料製造システム、及び燃料製造方法
4日前
三菱重工業株式会社
圧縮機の静翼セグメント、及び圧縮機
2日前
三菱重工業株式会社
補修方法、プログラム、及び補修装置
3日前
三菱重工業株式会社
超音波探傷装置、および超音波探傷方法
1日前
三菱重工業株式会社
合流支援システム、および合流支援方法
4日前
三菱重工業株式会社
水電解システム、及び水電解システムの運転方法
9日前
三菱重工業株式会社
触媒及びその製造方法、並びに炭化水素の製造方法
10日前
三菱重工業株式会社
制御装置、制御方法、監視システム及びプログラム
10日前
三菱重工業株式会社
二酸化炭素回収システム及び二酸化炭素回収システムの運転方法
3日前
三菱重工業株式会社
多ビーム位相差計測装置及びこれを備えたレーザビーム制御システム
9日前
三菱重工業株式会社
レーザ照射装置、レーザ照射システム、レーザ照射方法、およびプログラム
1日前
三菱重工業株式会社
プラント制御支援装置、プラント制御支援方法、及び、プラント制御支援プログラム
2日前
三菱重工業株式会社
プラント制御支援装置、プラント制御支援方法、及び、プラント制御支援プログラム
2日前
三菱重工業株式会社
電解セルスタック、電解セルカートリッジ、電解セルモジュールおよび電解セルスタックの製造方法
9日前
三菱重工業株式会社
電気化学セルスタック、それを備えた電気化学セルカートリッジおよび電気化学セルモジュール、ならびにその製造方法、燃料電池セルスタック、共電解セルスタック
9日前
個人
メジャー文具
1か月前
個人
採尿及び採便具
9日前
日本精機株式会社
検出装置
3日前
個人
高精度同時多点測定装置
24日前
個人
アクセサリー型テスター
25日前
株式会社ミツトヨ
測定器
15日前
甲神電機株式会社
電流検出装置
3日前
ユニパルス株式会社
ロードセル
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ