TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025151935
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053572
出願日
2024-03-28
発明の名称
電極の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
4/139 20100101AFI20251002BHJP(基本的電気素子)
要約
【課題】複数の電極を効率的に製造できる電極の製造方法を提供する。
【解決手段】集電体と、集電体の少なくとも一方の面に配置された電極合材層と、を有し、長辺および短辺を有する合材シートを準備する、第1工程と、短辺同士を第1樹脂シートを用いて架橋する、第2工程と、長辺の延在方向において隣り合う合材シートについて、長辺同士を第2樹脂シートを用いて架橋する、第3工程と、架橋された合材シートにおける電極合材層上にセパレータを配置する第4工程と、架橋された合材シートを電極合材層毎に切断して枚葉化する第5工程と、を有し、第3工程において、第1ロールから供給された第2樹脂シートAと、第2樹脂シートAよりも後に第2ロールから供給された第2樹脂シートBと、を用いて長辺同士の架橋を行い、かつ、第2樹脂シートAおよび第2樹脂シートBを、インパルスヒーターにより加圧しながら溶着して接続する、電極の製造方法とする。
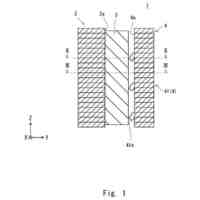
【選択図】図1
特許請求の範囲
【請求項1】
集電体と、前記集電体の少なくとも一方の面に配置された電極合材層と、を有し、かつ、平面形状において長辺および短辺を有する合材シートを複数準備する、第1工程と、
前記長辺の延在方向において隣り合う前記合材シートについて、前記短辺同士を第1樹脂シートを用いて架橋する、第2工程と、
前記長辺の延在方向において隣り合う前記合材シートについて、前記長辺同士を第2樹脂シートを用いて架橋する、第3工程と、
架橋された前記合材シートにおける前記電極合材層上にセパレータを配置する第4工程と、
架橋された前記合材シートを前記電極合材層毎に切断して枚葉化する第5工程と、を有し、
前記第3工程において、第1ロールから供給された第2樹脂シートAと、前記第2樹脂シートAよりも後に第2ロールから供給された第2樹脂シートBと、を用いて前記長辺同士の架橋を行い、かつ、
前記第2樹脂シートAおよび前記第2樹脂シートBを、インパルスヒーターにより加圧しながら溶着して接続する、電極の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
パソコン、ビデオカメラおよび携帯電話などの情報関連機器および通信機器が普及している。また、環境への負荷を低減する観点から、電気自動車などモーターを使用した自動車が普及している。これらに伴い、それらの電源として利用される電池に関する様々な検討が行われている。
【0003】
例えば、特許文献1には、複数のバイポーラ電極を積層してなる電極積層体と、上記電極積層体において上記バイポーラ電極の積層方向に延びる側面を封止する封止体と、を備える蓄電装置において、封止体が、上記集電体のそれぞれの縁部に溶着された複数の枠状のシール部材と、上記積層方向に隣り合う上記シール部材間に配置された複数の枠状のスペーサを有していることが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-152023号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
効率的に電極を製造することが望まれている。本開示は、上記実情に鑑みてなされたものであり、効率的に電極を製造できる方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
集電体と、上記集電体の少なくとも一方の面に配置された電極合材層と、を有し、かつ、平面形状において長辺および短辺を有する合材シートを複数準備する、第1工程と、
上記長辺の延在方向において隣り合う上記合材シートについて、上記短辺同士を第1樹脂シートを用いて架橋する、第2工程と、
上記長辺の延在方向において隣り合う上記合材シートについて、上記長辺同士を第2樹脂シートを用いて架橋する、第3工程と、
架橋された上記合材シートにおける上記電極合材層上にセパレータを配置する第4工程と、
架橋された上記合材シートを上記電極合材層毎に切断して枚葉化する第5工程と、を有し、
上記第3工程において、第1ロールから供給された第2樹脂シートAと、上記第2樹脂シートAよりも後に第2ロールから供給された第2樹脂シートBと、を用いて上記長辺同士の架橋を行い、かつ、
上記第2樹脂シートAおよび上記第2樹脂シートBを、インパルスヒーターにより加圧しながら溶着して接続する、電極の製造方法。
【発明の効果】
【0007】
本開示においては、複数の電極を効率的に製造できるという効果を奏する。
【図面の簡単な説明】
【0008】
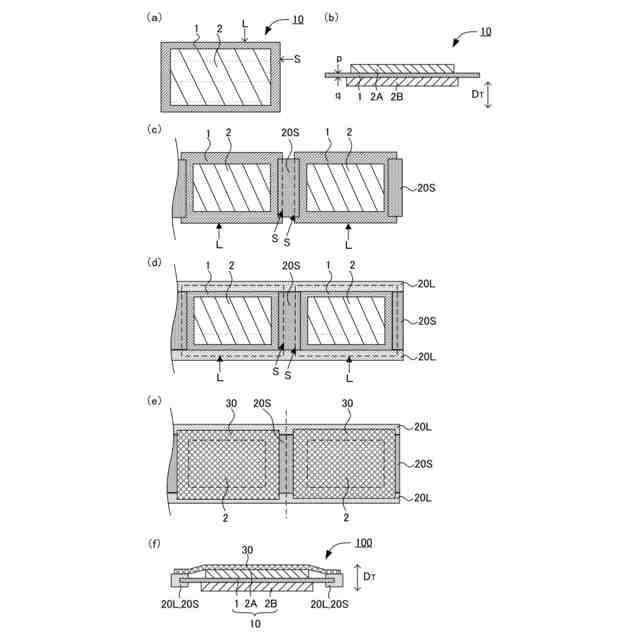
本開示における電極の製造方法を例示する概略図である。
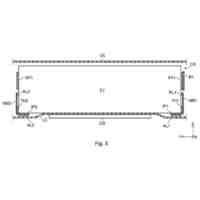
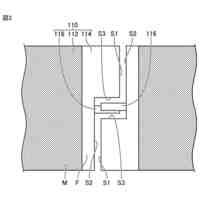
本開示における第3工程を説明する図である。
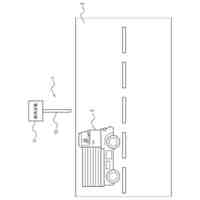
本開示における課題を説明する図である。
【発明を実施するための形態】
【0009】
以下、本開示における電極の製造方法について、図面を用いて詳細に説明する。以下に示す各図は、模式的に示したものであり、各部の大きさ、形状は、理解を容易にするために、適宜誇張している。
【0010】
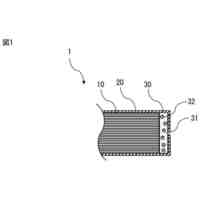
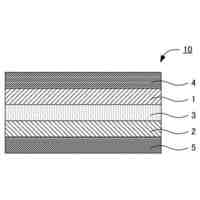
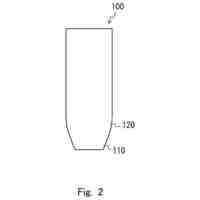
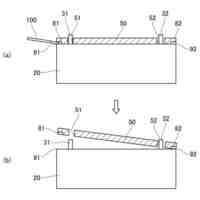
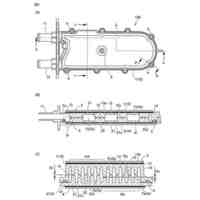
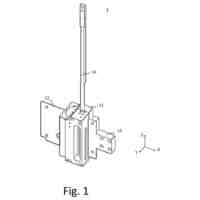
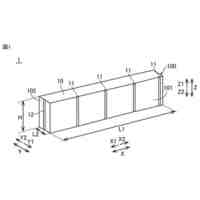
図1は、本開示における電極の製造方法を例示する概略図である。具体的には、図1(a)および(b)は第1工程を例示し、図1(c)は第2工程を例示し、図1(d)は第3工程を例示し、図1(e)および(f)は第4工程および第5工程を例示する図である。また、図1(b)は図1(a)の概略断面図であり、図1(f)は図1(e)における点線で切断(枚葉化)して得られる電極の概略断面図である。また、図2は、本開示における第3工程を説明する図である。本開示における電極の製造方法においては、まず、図1(a)および(b)に示すような、集電体1と、集電体1の少なくとも一方の面(p、q)に配置された電極合材層2(2A、2B)と、を有し、かつ、平面形状において長辺Lおよび短辺Sを有する合材シート10を複数準備する(第1工程)。次いで、長辺Lの延在方向において隣り合う合材シート10について、短辺S同士を第1樹脂シート20Sを用いて架橋する(第2工程)。次いで、長辺Lの延在方向において隣り合う合材シート10について、長辺L同士を第2樹脂シート20Lを用いて架橋する(第3工程)。次いで、図1(e)に示すように、架橋された合材シート10における電極合材層2上にセパレータ30を配置する(第4工程)。そして、図1(e)および(f)に示すように、架橋された合材シート10を電極合材層2毎に切断して枚葉化する(第5工程)。これにより、図1(f)に示すような電極100が得られる。特に本開示における電極の製造方法においては、図2に示すように、第3工程において、第1ロールR1から供給された第2樹脂シートA(20LA)と、第2樹脂シートA(20LA)よりも後に第2ロールR2から供給された第2樹脂シートB(20LB)と、を用いて上記長辺(不図示)同士の架橋を行い、かつ、第2樹脂シートA(20LA)および第2樹脂シートB(20LB)を、インパルスヒーターHにより加圧しながら溶着して接続する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
固定子
2日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
サーバ
16日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
ケース
3日前
トヨタ自動車株式会社
加熱器
1日前
トヨタ自動車株式会社
回転子
8日前
トヨタ自動車株式会社
ロータ
10日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
電動車
4日前
トヨタ自動車株式会社
電解液
8日前
トヨタ自動車株式会社
二次電池
2日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
バッテリ
2日前
トヨタ自動車株式会社
路側装置
3日前
トヨタ自動車株式会社
製造装置
2日前
トヨタ自動車株式会社
バッテリ
2日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
塗工装置
2日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
車両構造
1日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
蓄電セル
10日前
トヨタ自動車株式会社
蓄電セル
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ