TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144515
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024212265
出願日
2024-12-05
発明の名称
合金化溶融亜鉛めっき鋼板の欠陥検査装置および合金化溶融亜鉛めっき鋼板の欠陥検査方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
21/892 20060101AFI20250925BHJP(測定;試験)
要約
【課題】合金化溶融亜鉛めっき鋼板の不めっき部とスケール残り模様部とを地合から区別して検出することができる合金化溶融亜鉛めっき鋼板の欠陥検査装置および合金化溶融亜鉛めっき鋼板の欠陥検査方法を提供すること。
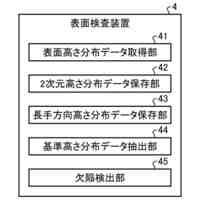
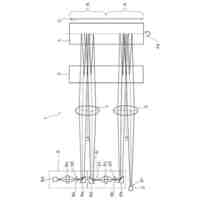
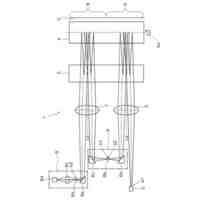
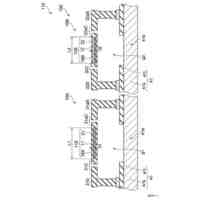
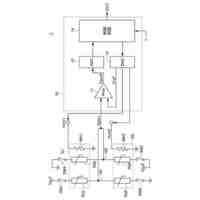
【解決手段】合金化溶融亜鉛めっき鋼板の欠陥検査装置は、鋼板の表面を照明する照明手段と、鋼板の法線に対して照明手段とは反対側に配置され、鋼板上の照明部分を撮像する撮像手段と、撮像手段で得られた画像信号を処理して鋼板の表面の欠陥状形態を抽出する画像処理手段と、抽出した欠陥状形態を不めっきとその他の形態とに分類する欠陥判定手段と、を備える。
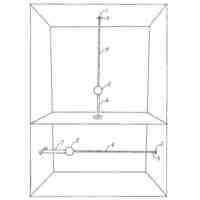
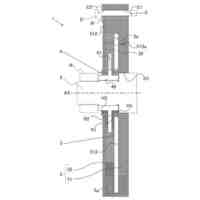
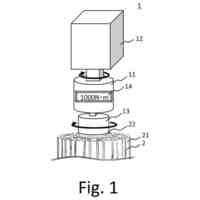
【選択図】図1
特許請求の範囲
【請求項1】
鋼板の表面を照明する照明手段と、
前記鋼板の法線に対して前記照明手段とは反対側に配置され、前記鋼板上の照明部分を撮像する撮像手段と、
前記撮像手段で得られた画像信号を処理して前記鋼板の表面の欠陥状形態を抽出する画像処理手段と、
抽出した前記欠陥状形態を不めっきとその他の形態とに分類する欠陥判定手段と、
を備える合金化溶融亜鉛めっき鋼板の欠陥検査装置。
続きを表示(約 1,200 文字)
【請求項2】
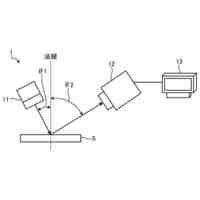
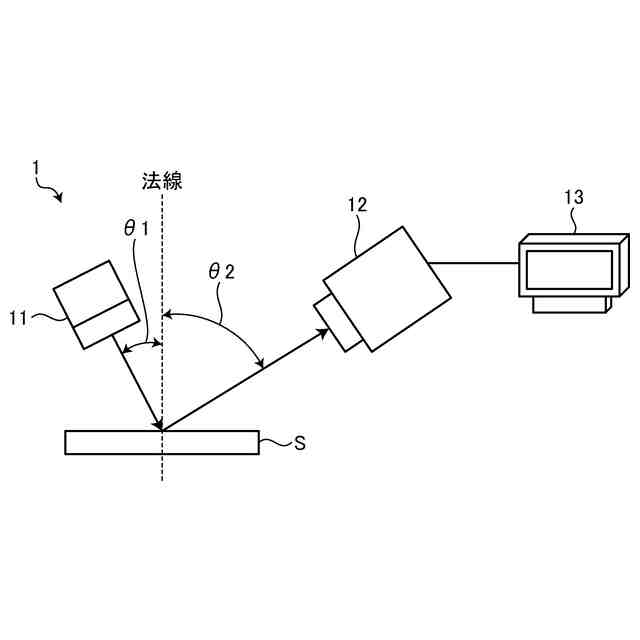
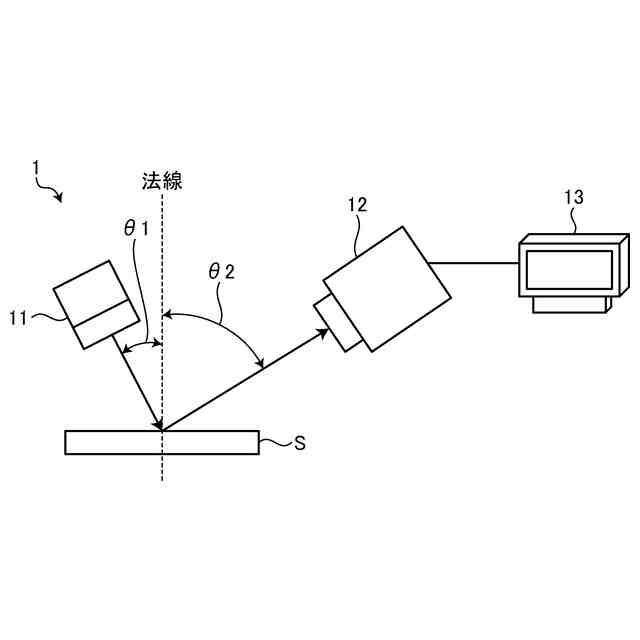
前記照明手段は、前記照明手段から発せられる光の前記鋼板の表面に対する入射角が、前記鋼板の法線方向に対して5度以上15度以下の角度となるように配置されており、
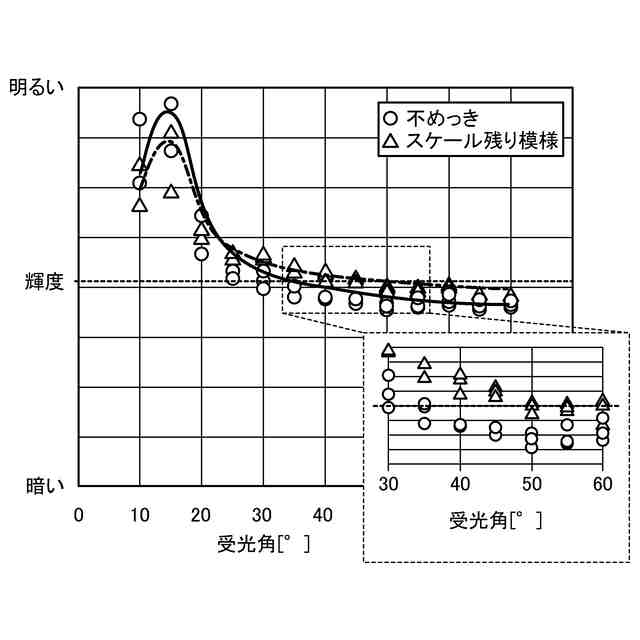
前記撮像手段は、前記撮像手段が受光する光の受光角が、前記鋼板の法線に対して前記照明手段とは反対側に35度以上45以下の角度となるように配置されている、
請求項1に記載の合金化溶融亜鉛めっき鋼板の欠陥検査装置。
【請求項3】
前記欠陥判定手段は、測定箇所の輝度と地合の輝度との差に基づいて、前記欠陥状形態が欠陥であるか、許容可能な形態であるか、または正常部であるかを判定する請求項1または請求項2に記載の合金化溶融亜鉛めっき鋼板の欠陥検査装置。
【請求項4】
前記欠陥状形態のうち欠陥が不めっきであり、許容可能な形態がスケール残り模様である請求項3に記載の合金化溶融亜鉛めっき鋼板の欠陥検査装置。
【請求項5】
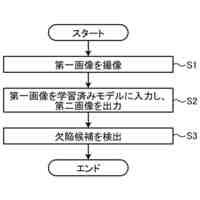
照明手段により、鋼板の表面を照明する照明ステップと、
前記鋼板の法線に対して前記照明手段とは反対側に配置された撮像手段により、前記鋼板上の照明部分を撮像する撮像ステップと、
画像処理手段により、前記撮像ステップで得られた画像信号を処理して前記鋼板の表面の欠陥状形態を抽出する画像処理ステップと、
欠陥判定手段により、抽出した前記欠陥状形態を不めっきとその他の形態とに分類する欠陥判定ステップと、
を含む合金化溶融亜鉛めっき鋼板の欠陥検査方法。
【請求項6】
前記欠陥判定ステップは、測定箇所の輝度と地合の輝度との差に基づいて、前記欠陥状形態が欠陥であるか、許容可能な形態であるか、または正常部であるかを判定する請求項5に記載の合金化溶融亜鉛めっき鋼板の欠陥検査方法。
【請求項7】
前記欠陥状形態のうち欠陥が不めっきであり、許容可能な形態がスケール残り模様である請求項6に記載の合金化溶融亜鉛めっき鋼板の欠陥検査方法。
【請求項8】
前記欠陥判定ステップは、前記欠陥状形態の面積、前記欠陥状形態の画像輝度、前記欠陥状形態の形状のうちの少なくとも一つに基づいて、前記欠陥状形態の欠陥種別を識別する請求項6または請求項7に記載の合金化溶融亜鉛めっき鋼板の欠陥検査方法。
【請求項9】
前記欠陥判定ステップにおいて、以下の(1)~(3)のいずれか一つ以上を満たすときに前記欠陥状形態の欠陥種別が不めっきであると判定する、請求項8に記載の合金化溶融亜鉛めっき鋼板の欠陥検査方法。
(1)前記欠陥状形態の面積が0.05mm
2
以上5.0mm
2
以下である。
(2)前記欠陥状形態の画像輝度が地合部分よりも低輝度である。
(3)前記欠陥状形態のアスペクト比が0.8以上1.2以下である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合金化溶融亜鉛めっき鋼板の欠陥検査装置および合金化溶融亜鉛めっき鋼板の欠陥検査方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車用表面処理鋼板として、合金化溶融亜鉛めっき鋼板(GA(Galvannealed)鋼板)が広く用いられている。このGA鋼板の表面欠陥検査方法として、特許文献1には、後方拡散光を撮影することにより微細欠陥を検出する技術が開示されている。これは、カメラを被検査面の法線に対して光源と同じ側に配置し、照明光の被検査面への入射角およびカメラの受光角を適正化することにより、表面の微細欠陥を検出する技術である。
【0003】
また、特許文献2には、偏光フィルタを通した正反射光を撮影することにより欠陥を検出する技術が開示されている。この技術は、具体的にはカメラを被検査面の法線に対して光源と反対側に配置し、偏光フィルタによって反射する光を分別することにより、表面の欠陥を検出する技術である。
【先行技術文献】
【特許文献】
【0004】
特許第6822494号公報
特開2002-221495号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
GA鋼板の表面欠陥の一形態として、不めっきが挙げられる。この不めっき部には亜鉛めっきが存在せず地鉄表層が露出するため表面は平坦な酸化鉄層である。更に、GA鋼板の表面には、スケール残り模様と呼ばれるGA鋼板に特有の模様が発生することがある。これは、鋼板表面にスケールが局所的に残存した状態で溶融亜鉛めっきが実施された際に発生するものである。スケール残り模様部の亜鉛めっき層は、模様部直下の鋼板表面において、局所的に残存したスケールによって亜鉛めっきの合金化反応が促進され、正常部よりも厚くなる。このため、鋼板に調質圧延を施すと、スケール残り模様部の表面は周囲よりも強く圧延されて平坦となる。
【0006】
特許文献1に記載の方法では、GA鋼板の不めっきおよびスケール残り模様は、どちらも表面が平坦であるために、正反射光の強度よりも後方散乱光の強度が弱くなるため、どちらも地合よりも暗く検出され、区別することが困難である。また、特許文献2に記載の方法では、どちらも表面が平坦であり、同様の偏光特性となるため、不めっきおよびスケール残り模様はどちらも地合よりも明るく検出される。このため、従来の方法では、同様の表面形態を持つGA鋼板の不めっきとスケール残り模様を区別して検出することが困難であった。しかし、スケール残り模様部は、必要量の亜鉛めっきがなされているため、耐食性の観点からは問題なく、要求される表面品質や仕様によっては出荷可能と判断される。このため、不めっきとスケール残り模様とを区別して検出する技術が求められていた。
【0007】
本発明は、上記課題に鑑みてなされたものであって、合金化溶融亜鉛めっき鋼板の不めっき部とスケール残り模様部とを地合から区別して検出することができる合金化溶融亜鉛めっき鋼板の欠陥検査装置および合金化溶融亜鉛めっき鋼板の欠陥検査方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)本発明に係る合金化溶融亜鉛めっき鋼板の欠陥検査装置は、
鋼板の表面を照明する照明手段と、
前記鋼板の法線に対して前記照明手段とは反対側に配置され、前記鋼板上の照明部分を撮像する撮像手段と、
前記撮像手段で得られた画像信号を処理して前記鋼板の表面の欠陥状形態を抽出する画像処理手段と、
抽出した前記欠陥状形態を不めっきとその他の形態とに分類する欠陥判定手段と、
を備える。
【0009】
(2)また、本発明に係る合金化溶融亜鉛めっき鋼板の欠陥検査装置は、上記(1)の合金化溶融亜鉛めっき鋼板の欠陥検査装置において、
前記照明手段は、前記照明手段から発せられる光の前記鋼板の表面に対する入射角が、前記鋼板の法線方向に対して5度以上15度以下の角度となるように配置されており、
前記撮像手段は、前記撮像手段が受光する光の受光角が、前記鋼板の法線に対して前記照明手段とは反対側に35度以上45以下の角度となるように配置されている。
【0010】
(3)また、本発明に係る合金化溶融亜鉛めっき鋼板の欠陥検査装置は、上記(1)または(2)の合金化溶融亜鉛めっき鋼板の欠陥検査装置において、
前記欠陥判定手段は、測定箇所の輝度と地合の輝度との差に基づいて、前記欠陥状形態が欠陥であるか、許容可能な形態であるか、または正常部であるかを判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
焼結鉱の製造方法
1日前
JFEスチール株式会社
コークス炉の補修方法
1日前
JFEスチール株式会社
フェロコークスの製造方法
1日前
JFEスチール株式会社
電気自動車の車体下部構造
2日前
JFEスチール株式会社
表面検査装置及び表面検査方法
2日前
JFEスチール株式会社
薄鋼板の欠陥検査方法及び、薄鋼板の欠陥検査装置
1日前
JFEスチール株式会社
高圧ケーブルの劣化判定方法およびガイダンス装置
2日前
JFEスチール株式会社
合金化溶融亜鉛めっき鋼板の欠陥検査装置および合金化溶融亜鉛めっき鋼板の欠陥検査方法
1日前
JFEスチール株式会社
表面検査方法、物体の製造方法、物体の品質管理方法、学習モデルの生成方法、表面検査装置、物体の製造設備および学習済みモデル
1日前
JFEスチール株式会社
形状測定方法、形状測定装置、セグメントの測定方法、セグメントの計測システム、計測端末、セグメントの製造方法、およびセグメントの品質管理方法
1日前
個人
計量スプーン
24日前
個人
微小振動検出装置
1か月前
株式会社イシダ
X線検査装置
1か月前
日本精機株式会社
位置検出装置
2日前
日本精機株式会社
位置検出装置
2日前
日本精機株式会社
位置検出装置
2日前
大和製衡株式会社
組合せ秤
7日前
株式会社辰巳菱機
システム
1か月前
大和製衡株式会社
組合せ秤
7日前
アズビル株式会社
圧力センサ
1日前
エイブリック株式会社
磁気センサ回路
1日前
アンリツ株式会社
分光器
1か月前
アンリツ株式会社
分光器
1か月前
株式会社ユーシン
操作検出装置
4日前
株式会社東芝
センサ
7日前
株式会社東芝
センサ
7日前
株式会社FRPカジ
FRP装置
1か月前
ダイハツ工業株式会社
測定用具
28日前
株式会社東芝
センサ
1か月前
トヨタ自動車株式会社
表示装置
16日前
トヨタ自動車株式会社
検査装置
4日前
TDK株式会社
磁気センサ
1か月前
学校法人立命館
液面レベルセンサ
1か月前
株式会社ナリス化粧品
角層細胞採取用具
14日前
TDK株式会社
ガスセンサ
1日前
TDK株式会社
ガスセンサ
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ