TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025142819
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042398
出願日
2024-03-18
発明の名称
表面検査装置及び表面検査方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
21/892 20060101AFI20250924BHJP(測定;試験)
要約
【課題】被測定物の厚み変化が大きい場合や被測定物の反りや搬送中のガタツキの影響があっても、多くの労力を要することなく凹凸欠陥を精度よく検出する。
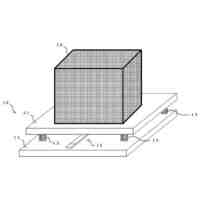
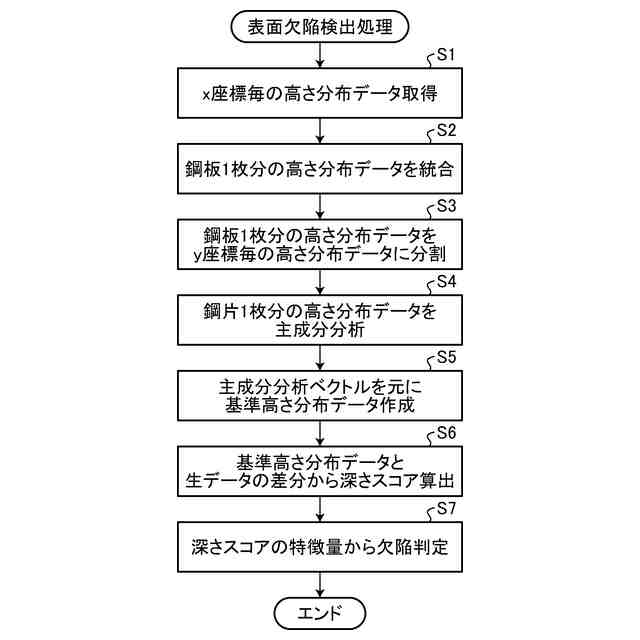
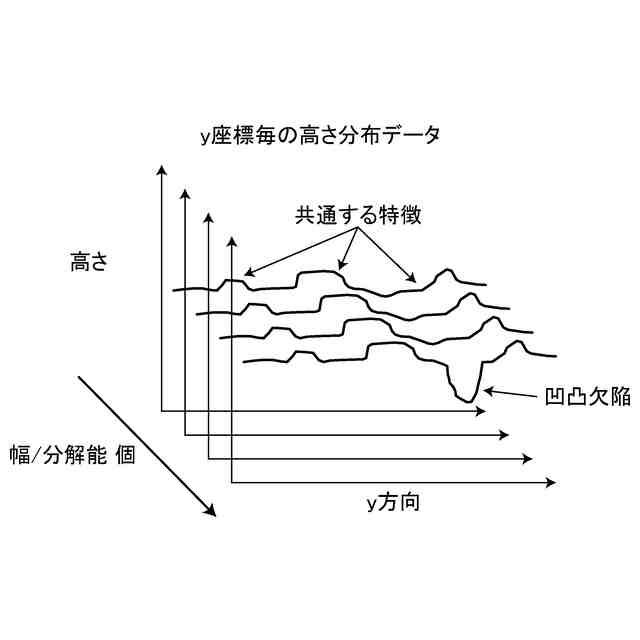
【解決手段】搬送中の板状の被測定物の搬送方向に対して垂直な方向である被測定物の幅方向における被測定物の表面高さ分布データを取得し、被測定物の搬送方向である被測定物の長手方向に沿って所定間隔毎に表面高さ分布データを取得し、幅方向と長手方向を統合、保存した2次元高さ分布データから、被測定物の幅方向の位置が異なる複数の被測定物の長手方向における被測定物の表面高さ分布データを抽出、保存し、複数の被測定物の長手方向における被測定物の表面高さ分布データの共通の特徴抽出により、被測定物の長手方向における被測定物の基準高さ分布データを抽出し、基準高さ分布データと複数の被測定物の長手方向における表面高さ分布データに基づいて被測定物の表面の凹凸欠陥を検出する。
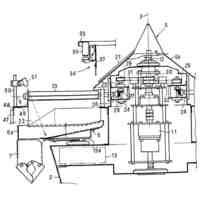
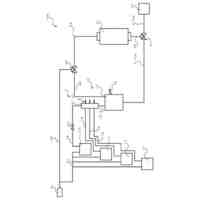
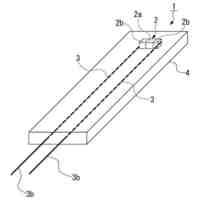
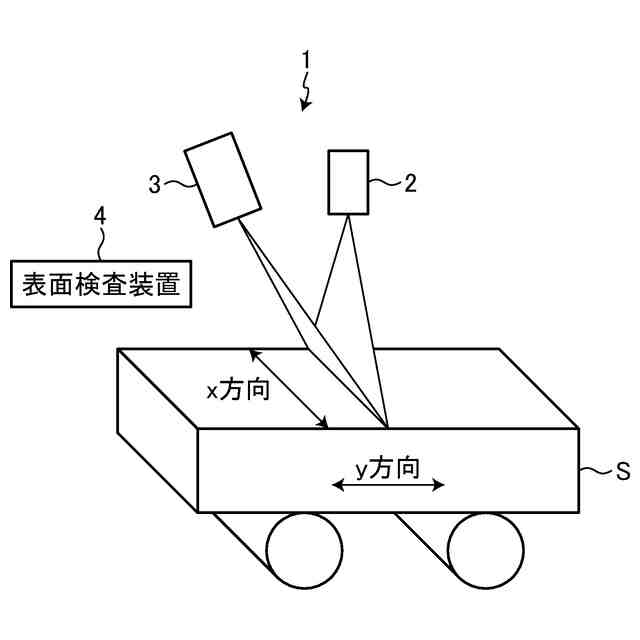
【選択図】図2
特許請求の範囲
【請求項1】
搬送中の板状の被測定物の搬送方向に対して垂直な方向である当該被測定物の幅方向における被測定物の表面高さ分布データを取得する取得手段と、
前記被測定物の搬送方向である前記被測定物の長手方向に沿って所定間隔毎に前記表面高さ分布データを取得し、取得した表面高さ分布データを統合したデータを2次元高さ分布データとして保存する第一保存手段と、
前記2次元高さ分布データから前記被測定物の幅方向の位置が異なる複数の被測定物の長手方向における被測定物の表面高さ分布データを抽出、保存する第二保存手段と、
前記複数の被測定物の長手方向における被測定物の表面高さ分布データの共通の特徴を抽出することにより、前記被測定物の長手方向における被測定物の基準高さ分布データを抽出する抽出手段と、
前記基準高さ分布データと前記複数の被測定物の長手方向における被測定物の表面高さ分布データに基づいて被測定物の表面の凹凸欠陥を検出する検出手段と、
を備える、表面検査装置。
続きを表示(約 660 文字)
【請求項2】
前記抽出手段は、前記複数の被測定物の長手方向における被測定物の表面高さ分布データに対して主成分分析を実行することによって得られる主成分ベクトルを用いて前記基準高さ分布データを生成する、請求項1に記載の表面検査装置。
【請求項3】
前記抽出手段は、前記主成分分析に用いた全ての表面高さ分布データとの誤差が最小となるように前記基準高さ分布データを生成する、請求項2に記載の表面検査装置。
【請求項4】
搬送中の板状の被測定物の搬送方向に対して垂直な方向である当該被測定物の幅方向における被測定物の表面高さ分布データを取得するステップと、
前記被測定物の搬送方向である前記被測定物の長手方向に沿って所定間隔毎に前記表面高さ分布データを取得し、取得した表面高さ分布データを統合したデータを2次元高さ分布データとして保存するステップと、
前記2次元高さ分布データから前記被測定物の幅方向の位置が異なる複数の被測定物の長手方向における被測定物の表面高さ分布データを抽出、保存するステップと、
前記複数の被測定物の長手方向における被測定物の表面高さ分布データの共通の特徴を抽出することにより、前記被測定物の長手方向における被測定物の基準高さ分布データを抽出するステップと、
前記基準高さ分布データと前記複数の被測定物の長手方向における被測定物の表面高さ分布データに基づいて被測定物の表面の凹凸欠陥を検出するステップと、
を含む、表面検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被測定物の表面の凹凸欠陥を検出する表面検査装置及び表面検査方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
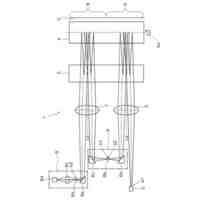
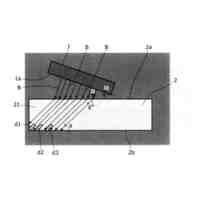
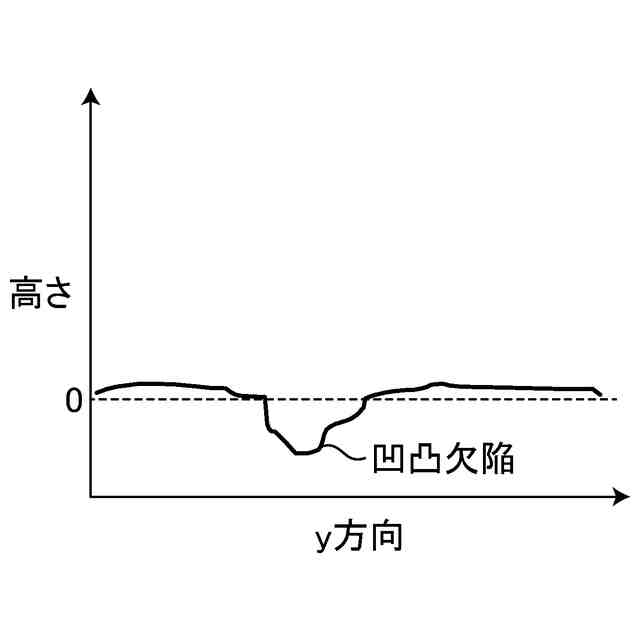
鋼板等の帯状体の製造工程において帯状体に疵が発生した場合、疵を速やかに発見して帯状体の製造条件を変更する、あるいは疵の原因となった設備異常を解消することにより、後続の帯状体への影響を未然に防ぐ必要がある。このため、例えば鋼板の製造ラインでは、鋼板を移動させながら表面欠陥の検査を行っている。ここで、表面欠陥を非接触で検出する方法として広く用いられている方法は光学的な検査方法である。光学的な検査方法には、被測定物の表面の画像を撮影して画像の輝度から表面欠陥を検出する方式(特許文献1参照)や、レーザー光とカメラを用いた三角測量方式によって被測定物の凹凸データを得ることにより表面欠陥を検出する光切断方式(特許文献2参照)がある。光切断方式の光学的な検査方法は、被測定物の凹凸データが直接得られるので、凹凸欠陥の検出に適しており、凹凸の深さから凹凸欠陥の等級を判別することもできる。
【先行技術文献】
【特許文献】
【0003】
特許第6741173号公報
特開2003-207319号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
光切断方式の光学的な検査方法では、搬送される被測定物の厚み変化が凹凸欠陥の深さより十分に大きい場合、得られた凹凸データの絶対値から凹凸欠陥を検出することが困難になる。このため、凹凸欠陥を検出するためには、得られた凹凸データと比較するための基準となる凹凸データが必要となる。ところが、凹凸データに影響を与える要素には、被測定物の厚み変化以外にも被測定物の反りや搬送中のガタツキといった要素があるので、基準となる凹凸データを予め用意することはできない。このため、基準となる凹凸データは、得られた凹凸データに対して移動平均フィルターや荷重移動平均フィルターを適用することによって疵のような特異点を取り除くことにより生成されている。しかしながら、この場合、平均するデータ点数やデータ点毎の重み付けの最適化を人手で実施する必要がある。また、被測定物の幅や長さが変化する場合には、それに対応した最適条件を別途設定する必要がある。このため、被測定物の厚み変化が大きい場合や被測定物の反りや搬送中のガタツキの影響がある場合であっても、多くの労力を要することなく凹凸欠陥を精度よく検出可能な技術の提供が期待されていた。
【0005】
本発明は、上記課題を解決すべくなされたものであり、その目的は、被測定物の厚み変化が大きい場合や被測定物の反りや搬送中のガタツキの影響がある場合であっても、多くの労力を要することなく凹凸欠陥を精度よく検出可能な表面検査装置及び表面検査方法を提供することにある。
【課題を解決するための手段】
【0006】
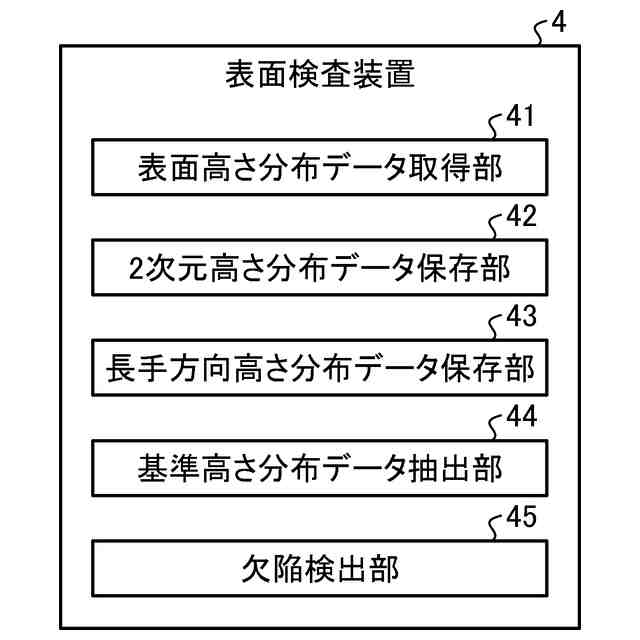
本発明に係る表面検査装置は、搬送中の板状の被測定物の搬送方向に対して垂直な方向である当該被測定物の幅方向における被測定物の表面高さ分布データを取得する取得手段と、前記被測定物の搬送方向である前記被測定物の長手方向に沿って所定間隔毎に前記表面高さ分布データを取得し、取得した表面高さ分布データを統合したデータを2次元高さ分布データとして保存する第一保存手段と、前記2次元高さ分布データから前記被測定物の幅方向の位置が異なる複数の被測定物の長手方向における被測定物の表面高さ分布データを抽出、保存する第二保存手段と、前記複数の被測定物の長手方向における被測定物の表面高さ分布データの共通の特徴を抽出することにより、前記被測定物の長手方向における被測定物の基準高さ分布データを抽出する抽出手段と、前記基準高さ分布データと前記複数の被測定物の長手方向における被測定物の表面高さ分布データに基づいて被測定物の表面の凹凸欠陥を検出する検出手段と、を備える。
【0007】
前記抽出手段は、前記複数の被測定物の長手方向における被測定物の表面高さ分布データに対して主成分分析を実行することによって得られる主成分ベクトルを用いて前記基準高さ分布データを生成するとよい。
【0008】
前記抽出手段は、前記主成分分析に用いた全ての表面高さ分布データとの誤差が最小となるように前記基準高さ分布データを生成するとよい。
【0009】
本発明に係る表面検査方法は、搬送中の板状の被測定物の搬送方向に対して垂直な方向である当該被測定物の幅方向における被測定物の表面高さ分布データを取得するステップと、前記被測定物の搬送方向である前記被測定物の長手方向に沿って所定間隔毎に前記表面高さ分布データを取得し、取得した表面高さ分布データを統合したデータを2次元高さ分布データとして保存するステップと、前記2次元高さ分布データから前記被測定物の幅方向の位置が異なる複数の被測定物の長手方向における被測定物の表面高さ分布データを抽出、保存するステップと、前記複数の被測定物の長手方向における被測定物の表面高さ分布データの共通の特徴を抽出することにより、前記被測定物の長手方向における被測定物の基準高さ分布データを抽出するステップと、前記基準高さ分布データと前記複数の被測定物の長手方向における被測定物の表面高さ分布データに基づいて被測定物の表面の凹凸欠陥を検出するステップと、を含む。
【発明の効果】
【0010】
本発明に係る表面検査装置及び表面検査方法によれば、被測定物の厚み変化が大きい場合や被測定物の反りや搬送中のガタツキの影響がある場合であっても、多くの労力を要することなく凹凸欠陥を精度よく検出することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
27日前
個人
微小振動検出装置
1か月前
日本精機株式会社
位置検出装置
5日前
日本精機株式会社
位置検出装置
5日前
日本精機株式会社
位置検出装置
5日前
大和製衡株式会社
組合せ秤
10日前
大和製衡株式会社
組合せ秤
10日前
アズビル株式会社
圧力センサ
4日前
アンリツ株式会社
分光器
1か月前
トヨタ自動車株式会社
検査装置
7日前
株式会社東芝
センサ
10日前
株式会社東芝
センサ
10日前
株式会社ユーシン
操作検出装置
7日前
エイブリック株式会社
磁気センサ回路
4日前
ダイハツ工業株式会社
測定用具
1か月前
アンリツ株式会社
分光器
1か月前
トヨタ自動車株式会社
表示装置
19日前
株式会社東芝
重量測定装置
3日前
個人
粘塑性を用いた有限要素法の定式化
19日前
TDK株式会社
磁気センサ
1か月前
株式会社ナリス化粧品
角層細胞採取用具
17日前
東レエンジニアリング株式会社
計量装置
7日前
株式会社ヨコオ
コンタクタ
1か月前
TDK株式会社
ガスセンサ
3日前
TDK株式会社
磁気センサ
27日前
TDK株式会社
ガスセンサ
4日前
大同特殊鋼株式会社
超音波探傷方法
27日前
個人
材料特性パラメータの算定方法
27日前
三菱マテリアル株式会社
温度センサ
17日前
三菱マテリアル株式会社
温度センサ
17日前
日本碍子株式会社
ガスセンサ
28日前
富士電機株式会社
半導体パッケージ
27日前
株式会社関電工
検相器用治具
25日前
株式会社熊谷組
RI計測装置
5日前
国立大学法人京都大学
バイオセンサ
1か月前
成田空港給油施設株式会社
保持治具
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ