TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143881
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043372
出願日
2024-03-19
発明の名称
ウエハ加工用テープ及びウエハ加工方法
出願人
デンカ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250925BHJP(基本的電気素子)
要約
【課題】加工プロセスにおける水回りによる汚染や、テープ残渣に依る汚染が生じにくいウエハ加工用テープ及び当該ウエハ加工用テープを用いたウエハ加工方法を提供することを目的とする。
【解決手段】追従層と、該追従層に積層した離型層と、を有し、前記離型層の20℃における貯蔵弾性率G
20
が、1.0×10
7
~1.0×10
10
Paである、ウエハ加工用テープ。
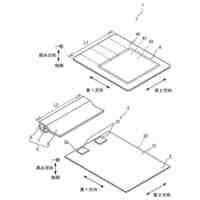
【選択図】図1
特許請求の範囲
【請求項1】
追従層と、該追従層に積層した離型層と、を有し、
前記離型層の23℃における貯蔵弾性率E
23
が、5.0×10
5
~2.3×10
8
Paである、
ウエハ加工用テープ。
続きを表示(約 660 文字)
【請求項2】
前記離型層の120℃における貯蔵弾性率E
120
が、2.0×10
5
~3.0×10
6
Paである、
請求項1に記載のウエハ加工用テープ。
【請求項3】
前記離型層の120℃における貯蔵弾性率E
120
に対する、前記貯蔵弾性率E
23
の比(E
23
/E
120
)が、10~1000である、
請求項1に記載のウエハ加工用テープ。
【請求項4】
前記離型層のtanδのピーク値が、0.9~1.3である、
請求項1に記載のウエハ加工用テープ。
【請求項5】
前記離型層の厚さが、0.5~10μmである、
請求項1に記載のウエハ加工用テープ。
【請求項6】
ウエハの素子形成面に、請求項1~6のいずれか一項に記載のウエハ加工用テープを貼り合わせる貼り合わせ工程と、
前記ウエハ加工用テープに貼り合わされた前記ウエハの非素子形成面を研磨するバックグラインド工程と、を有する、
ウエハ加工方法。
【請求項7】
前記ウエハをダイシングするダイシング工程をさらに有する、
請求項6に記載のウエハ加工方法。
【請求項8】
前記バックグラインド工程後に、前記ウエハ加工用テープを剥離する剥離工程を有する、
請求項6に記載のウエハ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウエハ加工用テープ及びウエハ加工方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
半導体ウエハを加工する際、破損から保護するため、粘着シートが貼着される。例えば、半導体ウエハを加工する際の裏面研削(バックグラインド)工程では、粘着シートを貼着して、半導体ウエハのパターン面を保護している。粘着シートには、突起電極(バンプ)のような凹凸を有するパターン面に対する粘着性、パターン面保護の信頼性の観点から、パターン面の凹凸に対する追従性(段差追従性)が求められる。
【0003】
粘着シートに追従性を持たせるために、粘着剤厚の厚化や基材フィルムと粘着剤の間にクッション性のある柔軟な樹脂層を設けたものが市場では一般的であるが、パターン面の凹凸が大きい場合は追従性不足や糊残りのリスクが高まる。
【0004】
また、半導体ウエハ加工工程でのステージへの基材の密着性を高めることを目的として、130℃で10分加熱後のMDとTDにおける熱収縮率が共に0%以上であるができる半導体ウエハの加工用粘着シートに用いられる基材が知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
WO2023/068088
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、既存のウエハ加工用テープでは粘着剤によりウエハを固定することが一般に行われているが、剥離時に糊残りが問題となる。この点、完全に粘着剤レスのウエハ加工用テープがあれば、テープの残渣に由来する汚染を気にすることなく、ウエハの縁ギリギリまでウエハ全面に半導体素子を形成することが可能となる。そして、これによりウエハ1枚当たりの半導体素子の取れ高が増加することも見込まれる。
【0007】
しかしながら一方で、粘着剤層を設けずにウエハ加工用テープの表面に位置する離型層だけで十分な密着性を確保するのは容易ではない。密着性が劣れば加工プロセスにおいて使用する液体成分がウエハの半導体素子面とウエハ加工用テープの間に染み込み汚染が生じ、かえって歩留まりが低下する。なお、このような加工プロセスにおける液体成分の染み込みによる汚染を「水回りによる汚染」ともいう。
【0008】
本発明は上記問題点に鑑みてなされたものであり、加工プロセスにおける水回りによる汚染や、テープ残渣に依る汚染が生じにくいウエハ加工用テープ及び当該ウエハ加工用テープを用いたウエハ加工方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは上記課題を解決するために鋭意検討した。その結果、追従層に積層した離型層が所定の貯蔵弾性率を有することにより、粘着剤層を設けずに密着性が向上することを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、以下のとおりである。
〔1〕
追従層と、該追従層に積層した離型層と、を有し、
前記離型層の23℃における貯蔵弾性率E
23
が、5.0×10
5
~2.3×10
8
Paである、
ウエハ加工用テープ。
〔2〕
前記離型層の120℃における貯蔵弾性率E
120
が、2.0×10
5
~3.0×10
6
Paである、
〔1〕に記載のウエハ加工用テープ。
〔3〕
前記離型層の120℃における貯蔵弾性率E
120
に対する、前記貯蔵弾性率E
23
の比(E
23
/E
120
)が、1.0×10~1.0×10
3
である、
〔1〕又は〔2〕に記載のウエハ加工用テープ。
〔4〕
前記離型層のtanδのピーク値が、0.9~1.3である、
〔1〕~〔3〕のいずれか一項に記載のウエハ加工用テープ。
〔5〕うぇ
前記離型層の厚さが、0.5~10μmである、
〔1〕~〔4〕のいずれか一項に記載のウエハ加工用テープ。
〔6〕
ウエハの素子形成面に、〔1〕~〔5〕のいずれか一項に記載のウエハ加工用テープを貼り合わせる貼り合わせ工程と、
前記ウエハ加工用テープに貼り合わされた前記ウエハの非素子形成面を研磨するバックグラインド工程と、を有する、
ウエハ加工方法。
〔7〕
前記ウエハをダイシングするダイシング工程をさらに有する、
〔6〕に記載のウエハ加工方法。
〔8〕
前記バックグラインド工程後に、前記ウエハ加工用テープを剥離する剥離工程を有する、
〔7〕又は〔8〕に記載のウエハ加工方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
APB株式会社
蓄電セル
10日前
株式会社東芝
端子台
4日前
マクセル株式会社
電源装置
4日前
株式会社GSユアサ
蓄電装置
5日前
株式会社GSユアサ
蓄電装置
5日前
日新イオン機器株式会社
基板処理装置
7日前
トヨタ自動車株式会社
バッテリ
10日前
トヨタ自動車株式会社
蓄電装置
5日前
日亜化学工業株式会社
半導体レーザ素子
7日前
株式会社デンソー
電子装置
7日前
トヨタ自動車株式会社
密閉型電池
6日前
トヨタ自動車株式会社
蓄電モジュール
5日前
新光電気工業株式会社
基板固定装置
10日前
日産自動車株式会社
電池モジュール
4日前
アイリスオーヤマ株式会社
電動工具
10日前
TDK株式会社
アンテナモジュール
4日前
ヒロセ電機株式会社
平型導体用電気コネクタ
6日前
株式会社東芝
電力変換装置の冷却装置
7日前
ヒロセ電機株式会社
平型導体用電気コネクタ
6日前
古河電池株式会社
双極型蓄電池
4日前
ヒロセ電機株式会社
回路基板用電気コネクタ
7日前
ヒロセ電機株式会社
回路基板用電気コネクタ
7日前
株式会社日立産機システム
変圧器
7日前
トヨタ自動車株式会社
固体電池
7日前
日本ファインテック株式会社
テーピングマシン
10日前
株式会社豊田自動織機
燃料電池ユニット
10日前
FDK株式会社
電池
4日前
古河電池株式会社
双極型鉛蓄電池
4日前
株式会社日立産機システム
油入変圧器
7日前
下西技研工業株式会社
吸着台座
4日前
ホシデン株式会社
コネクタユニット
6日前
株式会社村田製作所
インダクタ部品
6日前
日産自動車株式会社
二次電池
10日前
矢崎総業株式会社
バスバー放熱構造
5日前
日本航空電子工業株式会社
コネクタ
6日前
東洋紡株式会社
イオン交換膜、複合体、及び電気化学セル
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ