TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025138510
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037647
出願日
2024-03-11
発明の名称
刃先交換式切削工具、旋削加工方法
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/16 20060101AFI20250917BHJP(工作機械;他に分類されない金属加工)
要約
【課題】外径加工においても高効率の加工が可能な溝入れ加工用の刃先交換式切削工具を提供する。
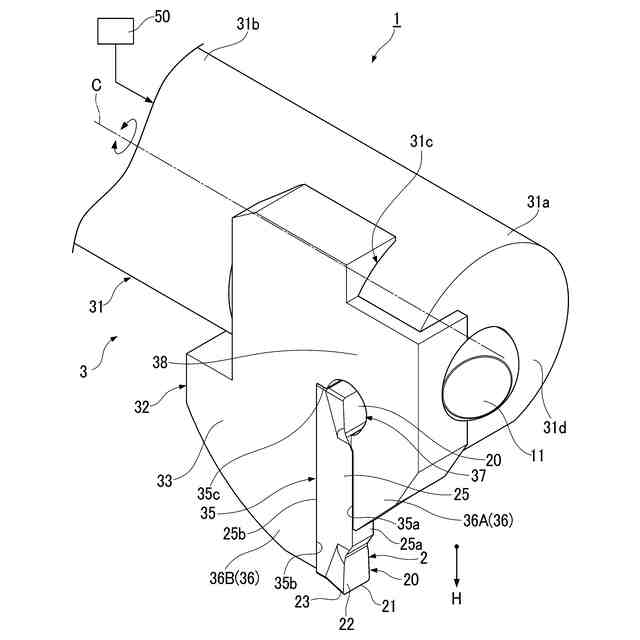
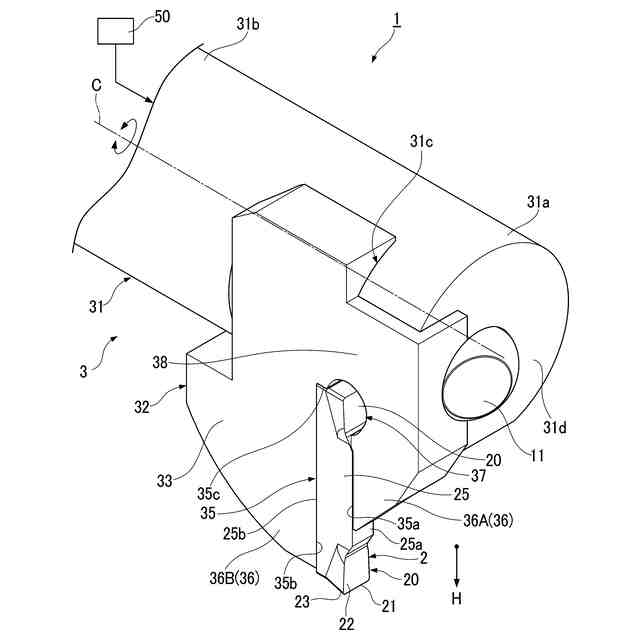
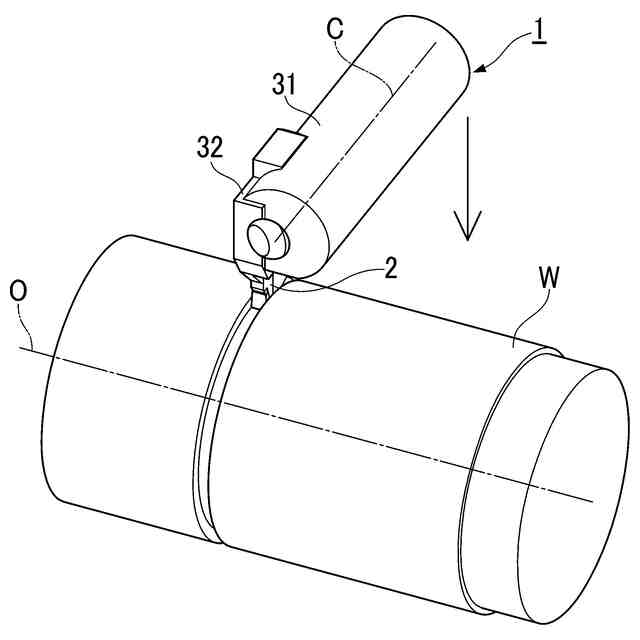
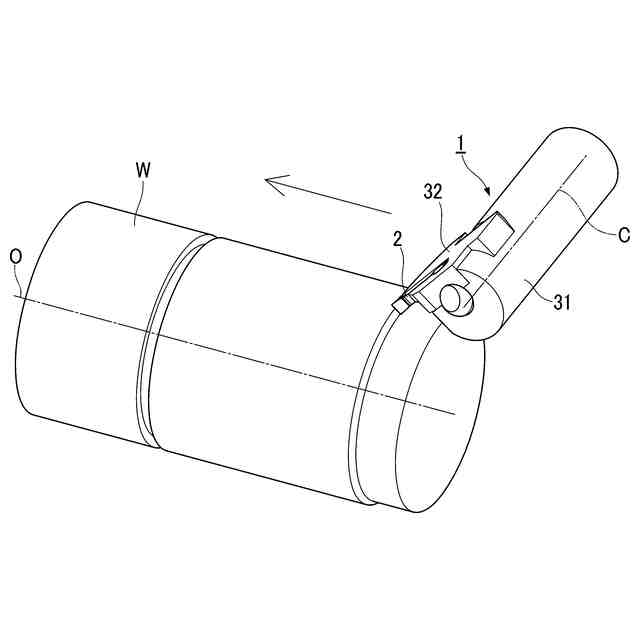
【解決手段】切削インサートが取り付けられるインサート取付座を有するヘッド部材と、ヘッド部材が装着されるホルダ本体と、ホルダ本体を、回転軸回りに回転させて切削インサートの姿勢を変化させる駆動機構と、を備えるホルダと、ホルダのヘッド部材に保持される溝入れ加工用の棒状の切削インサートと、を備える刃先交換式切削工具。ヘッド部材は、切削インサートを把持する一対の顎部を有し、一対の顎部が互いに対向する方向がホルダ本体の回転軸と平行となる姿勢でホルダ本体に固定される。
【選択図】図1
特許請求の範囲
【請求項1】
切削インサートが取り付けられるインサート取付座を有するヘッド部材と、前記ヘッド部材が装着されるホルダ本体と、前記ホルダ本体を、回転軸回りに回転させて前記切削インサートの姿勢を変化させる駆動機構と、を備えるホルダと、
前記ホルダの前記ヘッド部材に保持される溝入れ加工用の棒状の切削インサートと、
を備え、
前記ヘッド部材は、前記切削インサートを把持する一対の顎部を有し、前記一対の顎部が互いに対向する方向が前記ホルダ本体の回転軸と平行となる姿勢で前記ホルダ本体に固定される、
刃先交換式切削工具。
続きを表示(約 500 文字)
【請求項2】
前記切削インサートは、前記切削インサートの端部の側面に位置するすくい面と、前記すくい面に連なり前記切削インサートの先端面に位置する逃げ面と、前記すくい面と前記逃げ面との交差稜線に位置する切刃と、を有しており、
前記切削インサートは、前記すくい面を、前記ホルダ本体の回転軸に沿う方向の先端側に向けた姿勢で前記ヘッド部材に保持される、
請求項1に記載の刃先交換式切削工具。
【請求項3】
請求項1または2に記載の刃先交換式切削工具を用いて被削材を切削する旋削加工方法であって、
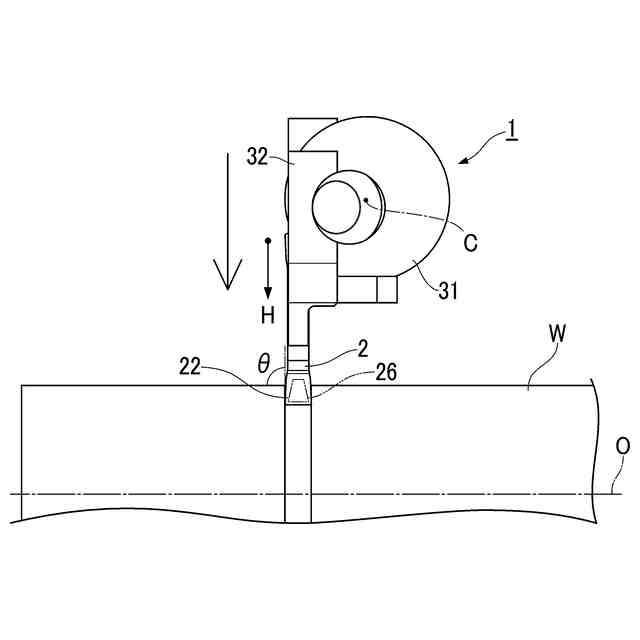
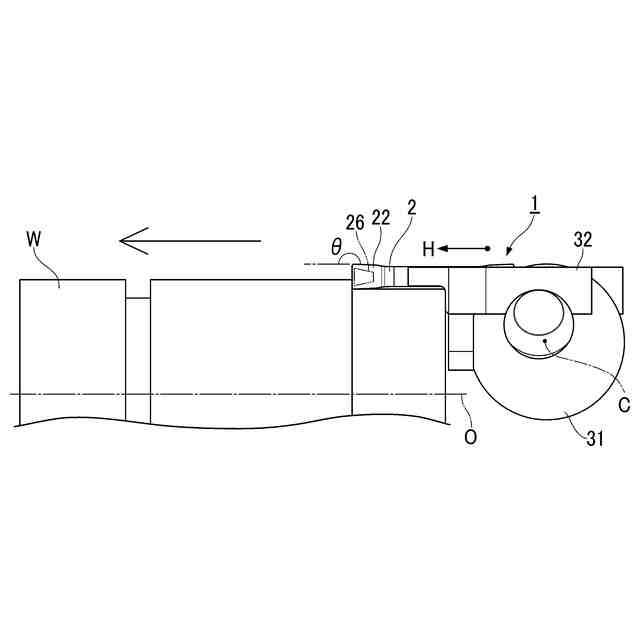
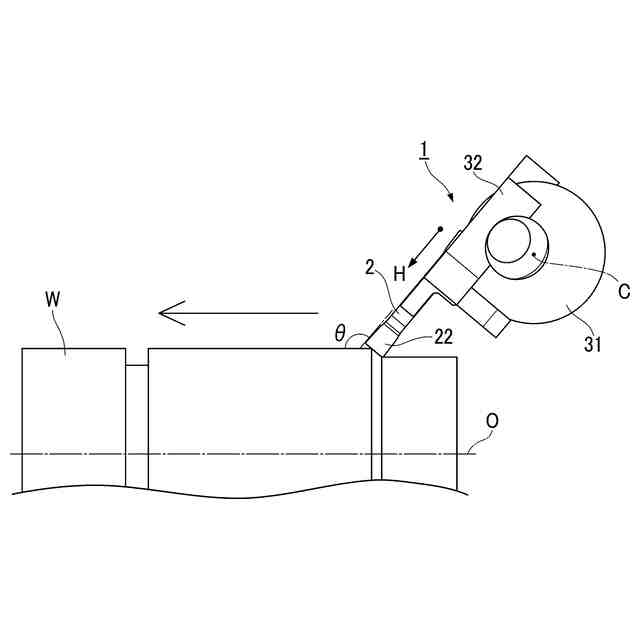
中心軸に沿って延びる柱状の被削材に対して、前記刃先交換式切削工具を、前記ホルダ本体の回転軸が前記被削材の中心軸と直交する姿勢で配置し、
前記切削インサートの延びる方向と前記被削材の中心軸との成す角度θが、90°<θ≦180°である範囲において前記被削材の外径加工を行う、
旋削加工方法。
【請求項4】
前記角度θが、110°≦θ≦140°である範囲において前記被削材の外径加工を行う、
請求項3に記載の旋削加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、刃先交換式切削工具および旋削加工方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、円柱状の被削材の端面の溝入れ加工用に用いられる刃先交換式切削工具が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2007-168044号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溝入れ加工用の切削工具は、溝入れ加工用のブレーカ領域と旋削加工用のブレーカ領域を兼ね備える切削インサートを用いることで、図10左側に示す溝入れ加工のほか、図10右側に示す外径加工にも用いることができる。
図10に示す刃先交換式切削工具100は、ホルダ111と、ホルダ111の先端部に装着されるヘッド部材112と、ヘッド部材112にクランプされる切削インサート150とを備える。図11は、切削インサート150のすくい面を拡大して示す図である。
【0005】
しかし、従来の溝入れ加工用の切削工具では、以下の理由により、高効率の外径加工を行うことができなかった。
まず、図10右側に示す外径加工では、切削インサート150の進行方向(図示横方向)と、ヘッド部材112による切削インサート150のクランプ方向とが一致しない。切削負荷により切削インサート150のクランプ位置がずれるおそれがあり、大きな負荷が掛かる加工条件とすることができなかった。
また、外径加工時の主分力方向(図示横方向)と、ホルダ111の長手方向(図示上下方向)とが互いに直交するため、加工時にびびりが生じやすかった。
さらに、図11に示すブレーカ領域151、152を備える切削インサート150を用いる場合、外径加工で用いられるブレーカ領域151は、溝入れ加工用のブレーカ領域152と比較して幅が狭い。そのため、高送り加工時の厚い切屑の処理が難しかった。
【0006】
本発明は、外径加工においても高効率の加工が可能な溝入れ加工用の刃先交換式切削工具を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
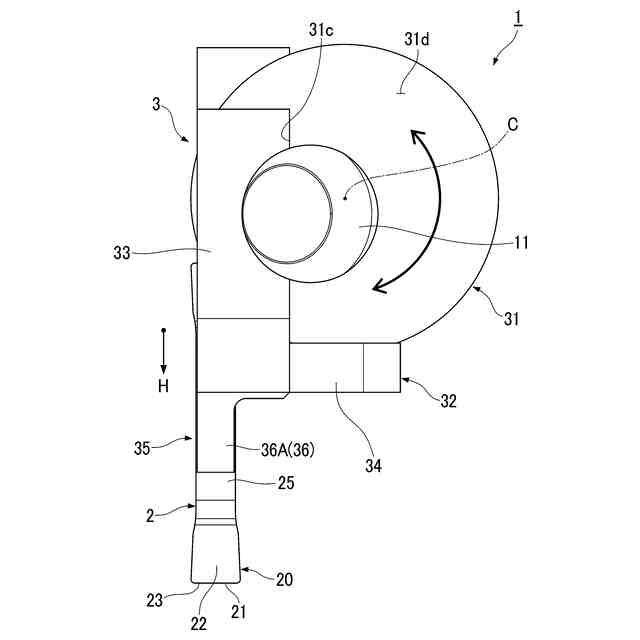
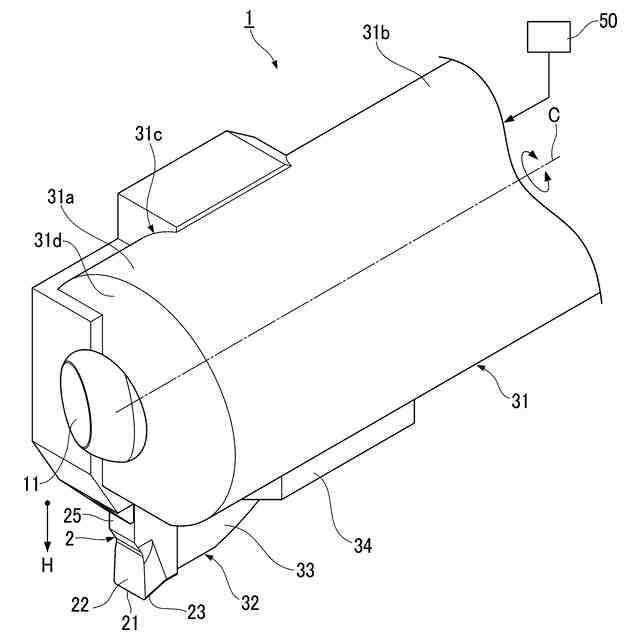
本発明の一態様によれば、切削インサートが取り付けられるインサート取付座を有するヘッド部材と、前記ヘッド部材が装着されるホルダ本体と、前記ホルダ本体を、回転軸回りに回転させて前記切削インサートの姿勢を変化させる駆動機構と、を備えるホルダと、前記ホルダの前記ヘッド部材に保持される溝入れ加工用の棒状の切削インサートと、を備える刃先交換式切削工具が提供される。前記ヘッド部材は、前記切削インサートを把持する一対の顎部を有し、前記一対の顎部が互いに対向する方向が前記ホルダ本体の回転軸と平行となる姿勢で前記ホルダ本体に固定される。
【0008】
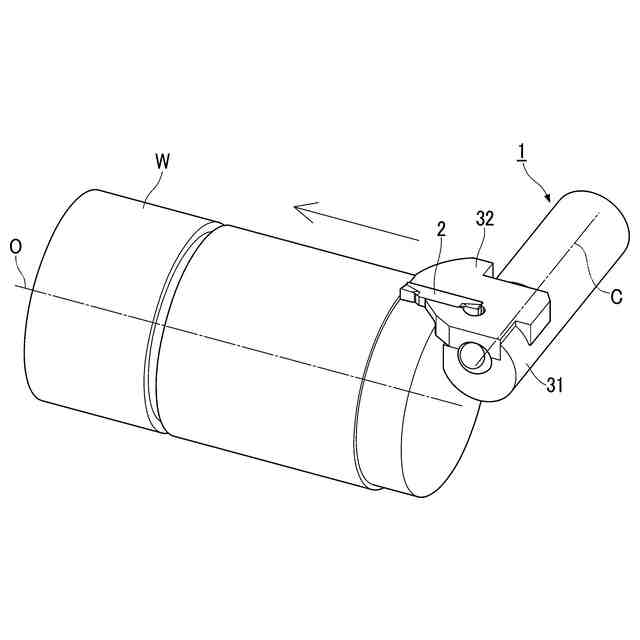
この構成によれば、駆動機構を動作させることで、ホルダ本体を回転させることができ、棒状の切削インサートの配置角度を自在に調整できる。ホルダ本体が回転可能であることにより、外径加工において、切削インサートの延びる方向を被削材の外周面に沿わせて配置することができ、棒状の切削インサートの延びる方向(長手方向)の端部に位置する切刃を用いて外径加工を行うことができる。切削インサートを長手方向に移動させながら外径加工を行うので、加工時の負荷を、切削インサートを支持するヘッド部材の肉部分で支持することができる。大きな負荷が掛かる条件で高効率の外径加工を行うことが可能になる。
【0009】
前記切削インサートは、前記切削インサートの端部の側面に位置するすくい面と、前記すくい面に連なり前記切削インサートの先端面に位置する逃げ面と、前記すくい面と前記逃げ面との交差稜線に位置する切刃と、を有しており、前記切削インサートは、前記すくい面を、前記ホルダ本体の回転軸に沿う方向の先端側に向けた姿勢で前記ヘッド部材に保持される構成としてもよい。
【0010】
本発明の一態様によれば、中心軸に沿って延びる柱状の被削材に対して、前記刃先交換式切削工具を、前記ホルダ本体の回転軸が前記被削材の中心軸と直交する姿勢で配置し、前記切削インサートの延びる方向と前記被削材の中心軸との成す角度θが、90°<θ≦180°である範囲において前記被削材の外径加工を行う、旋削加工方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
4か月前
個人
フライス盤
17日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
17日前
株式会社北川鉄工所
回転装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
ねじ締め装置
8日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
日進工具株式会社
エンドミル
5か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
19日前
エフ・ピー・ツール株式会社
リーマ
5か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社ツガミ
工作機械
25日前
村田機械株式会社
レーザ加工機
4か月前
株式会社トヨコー
被膜除去方法
4か月前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
ブローチ盤
8日前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社不二越
超硬合金製ドリル
4か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
有限会社 ナプラ
ソルダペースト
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































