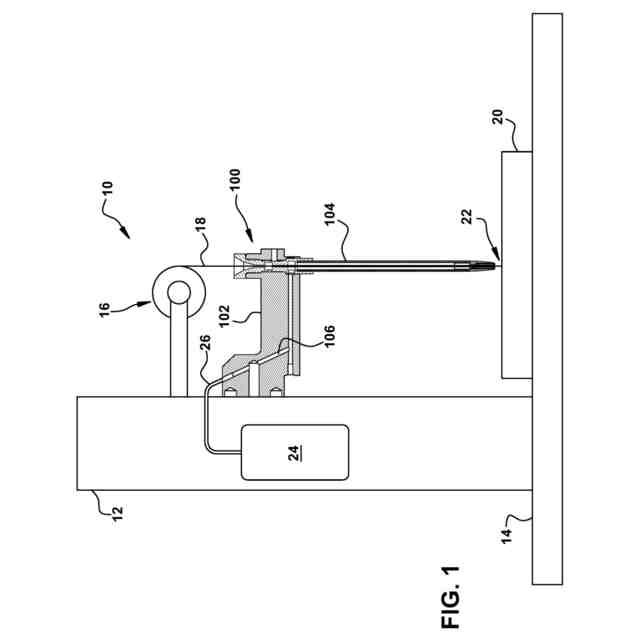
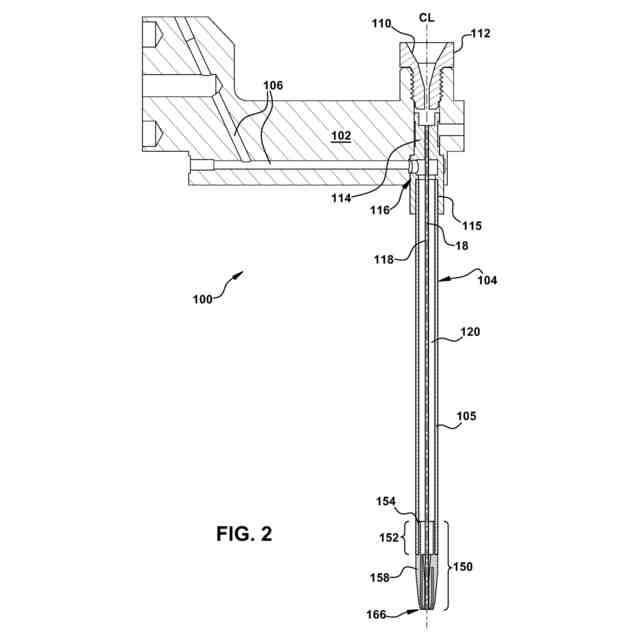
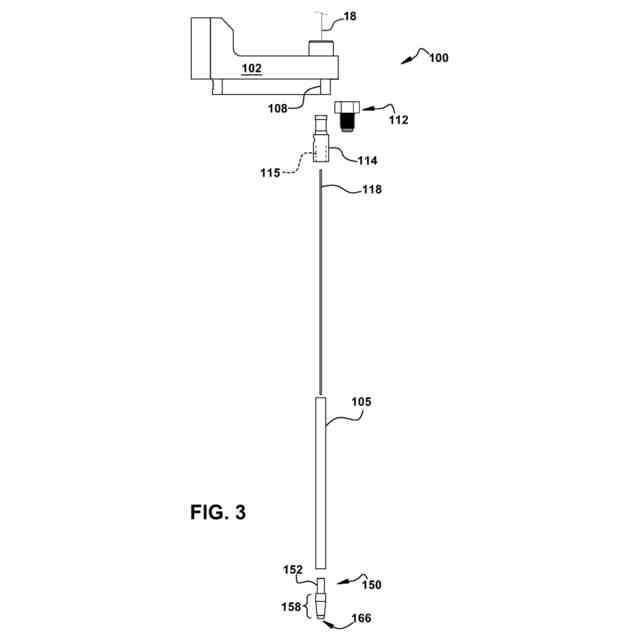
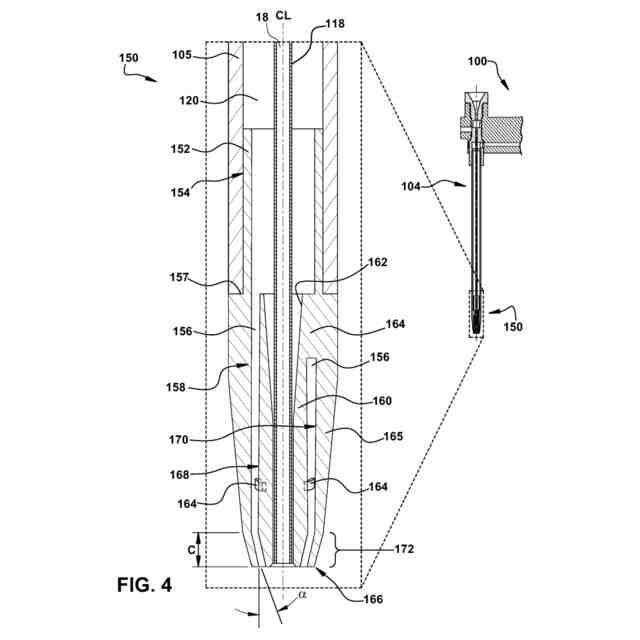
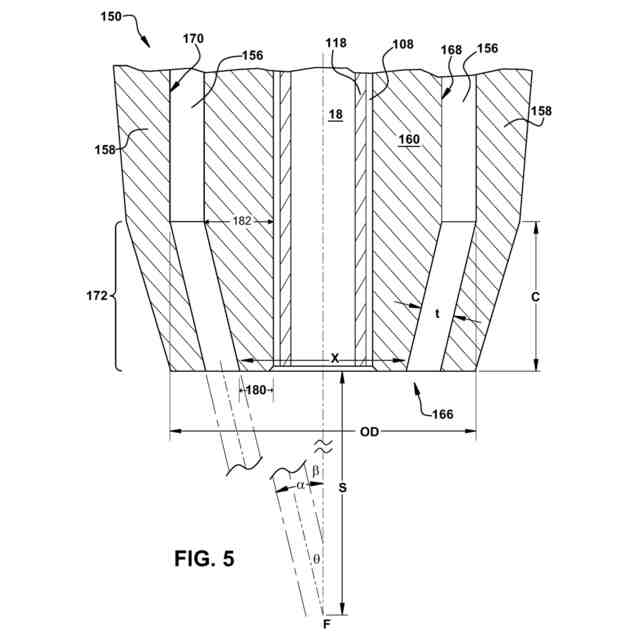
公開番号2025137442 公報種別公開特許公報(A) 公開日2025-09-19 出願番号2025027753 出願日2025-02-25 発明の名称放電加工システムの高速穴あけ用スルーフラッシュガイド 出願人ジーイー・ベルノバ・テクノロジー・ゲーエムベーハー,GE Vernova Technology GmbH 代理人個人,弁理士法人NIP&SBPJ国際特許事務所 主分類B23H 9/14 20060101AFI20250911BHJP(工作機械;他に分類されない金属加工) 要約【課題】放電加工システムの高速穴あけ用スルーフラッシュガイドを提供する。 【解決手段】スルーフラッシュガイド(100)は、放電加工装置(10)に取り付けられたマスト(12)から作業台に向かって延びるクイル(104)を有する。(14)放電加工装置の電極(18)は、クイルを貫通して作業台まで延びている。クイルは、電極(18)の周囲に誘電流体通路を含む。クイル上のガイド先端(150)が誘電流体を受け取り、ガイド先端の先端からスタンドオフ距離(S)だけ離れた焦点(F)に誘電流体を導く。 【選択図】図5 特許請求の範囲【請求項1】 高速穴あけ放電加工用のスルーフラッシュガイド(100)であって、 ガイド本体(102)と、 中空本体(105)を有するクイル(104)であって、前記クイルは、第1の端部と、前記第1の端部とは反対側の第2の端部とを有し、前記第1の端部は、前記ガイド本体(102)に取り付けられ、前記放電加工装置の電極(18)を受け入れて搬送するように構成され、前記クイル(104)は、前記クイルの前記第1の端部から前記クイルの前記第2の端部まで誘電流体を受け入れて搬送するように構成される、前記クイル(104)と 前記クイルの前記第2の端部に設けられたガイド先端(150)と、 を含み、 前記クイル(104)と前記ガイド先端(150)とが共通中心線(CL)を有し、 前記ガイド先端が、前記共通中心線に沿って画定された前記ガイド先端の電極通路(108)と、前記電極通路の周囲に画定された前記ガイド先端(150)の誘電体流体通路を提供する下部流路(156)とを含み、 前記ガイド先端の漏斗部分(172)において、前記下部流路(156)は、前記ガイド先端の出口端部(166)からスタンドオフ距離(S)離れた位置にある焦点(F)に向けて誘電流体を導くように構成される、スルーフラッシュガイド。 続きを表示(約 1,200 文字)【請求項2】 前記ガイド先端(150)が、内壁(170)を有する主部分(158)と、内側本体(160)とを有し、前記ガイド先端の前記電極通路(108)が、前記内側本体の中心に沿って画定され、前記ガイド先端の前記誘電流体通路を提供する前記下部流路(156)が、前記内側本体(160)の外壁(168)と前記主部分(158)の前記内壁(170)との間に画定される、請求項1に記載のスルーフラッシュガイド。 【請求項3】 前記漏斗部分(172)が、前記ガイド先端の前記出口端部(166)に向かう方向において、前記ガイド先端の前記出口端部(166)からシフト距離(C)離れて開始し、前記主部分(158)の前記内壁(170)の傾斜が、前記シフト距離において、前記ガイド先端と前記クイルの前記共通中心線(CL)に対して第1の角度(α)へ変化する、請求項2に記載のスルーフラッシュガイド。 【請求項4】 前記漏斗部分(172)が、前記ガイド先端の前記出口端部(166)に向かう方向において、前記ガイド先端の前記出口端部(166)から離れるシフト距離(C)を開始し、前記内側本体(160)の前記外壁(168)の傾斜が、前記シフト距離において、前記ガイド先端の前記中心線に対して第2の角度(β)へ変化する、請求項3に記載のスルーフラッシュガイド。 【請求項5】 前記第2の角度と前記第1の角度が等しい、請求項4に記載のスルーフラッシュガイド。 【請求項6】 前記ガイド先端の前記誘電流体通路を提供する前記下部流路(156)が前記漏斗部分において錐形である、請求項1に記載のスルーフラッシュガイド。 【請求項7】 前記ガイド先端の前記誘電流体通路を提供する前記下部流路(156)が、前記ガイド先端(150)の前記出口端部(166)に向かう方向において、前記ガイド先端の前記漏斗部分(172)における前記クイルと前記ガイド先端の前記共通中心線(CL)に対して傾斜する、請求項1に記載のスルーフラッシュガイド。 【請求項8】 前記クイル(104)内であって、前記クイル(104)と同心の電極ガイドチューブ(118)をさらに含み、前記電極ガイドチューブが電極(18)を受容するように構成される、請求項1に記載のスルーフラッシュガイド。 【請求項9】 前記ガイド本体(102)が、前記放電加工装置(10)に取り付けられるように構成される、請求項1に記載のスルーフラッシュガイド。 【請求項10】 前記ガイド本体(102)が、前記放電加工装置に取り付けるように構成された取付端部と、前記取付端部の反対側の遠位端部とを含む、請求項1に記載のスルーフラッシュガイド。 (【請求項11】以降は省略されています) 発明の詳細な説明【技術分野】 【0001】 本開示は、一般に、放電加工(「EDM:electrical discharge machining」)システムに関し、特に、そのようなシステムによる高速穴あけ(「FHD:fast hole drilling」)に関し、より詳細には、FHDの性能を改善するためのスルーフラッシュガイド(through flush guide:貫通フラッシング案内部品)に関する。 続きを表示(約 4,900 文字)【背景技術】 【0002】 FHDの間、EDM電極は、ワークピース(加工物)に穴を形成するために狭小な円形領域(tight circular area:狭い(限られた/精密な)円形領域)で金属ワークピースから材料を除去(erode:浸食)するために使用される。電極は、ワークピース(加工物)の上に配置された垂直中空クイル(vertical hollow quill:中空電極軸)を保持する水平ガイド本体を含むガイドを通して供給される。クイルの先端はワークピースから離れ、電極の先端はワークピース上の加工位置に向かって突出している。電極の先端とワークピースの間の火花又はプラズマチャネルが、ワークピースの金属の少なくとも一部をプラズマに変換し、ワークピースの材料を除去(浸食)する。材料が除去(浸食)されると、電極がその結果生じる空洞に送り込まれ、ワークピースに実質的に円筒形の穴が形成される。ワークピース材料が除去(浸食)され、電極材料が消費される結果、穴の中に金属屑(Metal debris:金属の破片/金属デブリ)が溜まり、穴形成の進行を妨げることがある。例えば、破片が存在すると、破片を介して電極とワークピースとの間でアーク放電が発生する可能性がある。 【0003】 破片の堆積(collection of debris:屑の収集)を低減するために、EDMシステムは、液体を穴に供給して穴を溢れさせ、収集された物質を加工位置(work site:作業場所/作業部位)から運び去るフラッシュ配置(flush arrangement)を含むことができる。典型的には、水又は誘電性油などの誘電性液体がフラッシング液体として使用され、本明細書ではこれを広く「誘電性流体:dielectric fluid」と呼ぶ。「誘電性流体」という用語は、上記の例に限定されるものではなく、現在知られている、又は後に適切であることが発見された、任意の適切な誘電性流体を含むことができることを理解すべきである。ノズル又は開口部が誘電流体を加工位置に向ける、いわゆる「ジェットフラッシング:jet flushing」(「サイドフラッシング:side flushing」とも呼ばれる)を採用するフラッシュ配置もある。しかし、これはFHDでは、例えばインジェクションフラッシングとしても知られる圧力フラッシングよりも精度が低い。圧力フラッシングは一般的なフラッシング技術で、誘電流体を加圧して加工位置に供給する。圧力フラッシングには、ワークピースを貫通する方法と電極を貫通する方法(through the workpiece and through the electrode「スルーフラッシング」)の2種類がある。スルーフラッシングでは、電極を通して送られた誘電流体は、加工現場で電極の先端から出て、加工位置で溢れ、加工位置から流出する。誘電流体は、加工位置から破片を運び出し、加工位置で電極とワークピース(加工物)を冷却することもできる。 【0004】 フラッシングの利点の要因(factor in the benefit of flushing)は、使用する電極の設計である。スルーフラッシングでは、電極は中空で外径があり、電極が開ける穴の直径を決定する。電極は、誘電流体を通す単一の流路、又は複数の流路を持つことができる。電極がいかに多くの流路を持とうとも、内径と外径の比率(ratio of inner diameter to outer diameter)が電極の耐久性と達成可能な穴あけ速度を決定する。一般に、穴あけ速度はこの比率の値に直接比例し、肉厚、電極の耐久性、先細りの程度は比の値に反比例して変化する(Generally, drill speed varies directly with value of the ratio, while wall thickness, electrode durability, and degree of tapering vary inversely with value of the ratio)。つまり、肉厚の薄い電極は、テーパリングが少ないほど高速で穿孔できるが、肉厚の厚い電極よりも摩耗が早くなる。 【0005】 FHDにおいて、単一流路電極は、他の設計よりも優れた性能をもたらすとして支持されている。しかしながら、単一流路電極におけるスルーフラッシングのための先行技術の装置は、特に、加工前のブレイクスルー期間において電極がワークピースの遠方表面に近づくにつれて、望ましいよりも多くの屑が穴内に残る結果となり得る。これは切削効率を低下させ、電極が最終的にワークピースの遠方の表面を突き抜けるまで、加工が遅々として進まない原因となる。この問題を解決するために、ハイブリッドフラッシングが様々な角度から使用されてきた(To try to combat this, hybrid flushing arrangements have been used to varying degrees of success)。例えば、スルーフラッシングとジェットフラッシングを組み合わせることで、結果を改善することができる。しかし、ハイブリッドシステムであっても、ニアブレイクスルー期間中は加工進捗度が低下することがある。 【発明の概要】 【0006】 以下に述べるすべての側面、例及び特徴は、技術的に可能な任意の方法で組み合わせることができる。 【0007】 本開示の一態様は、高速穴あけ(「FHD」)放電加工(「EDM」)用のスルーフラッシュガイド(a through flush guide for fast hole drilling (“FHD”) electrical discharge machining (“EDM”))が提供される。スルーフラッシュガイドは、ガイド本体(a guide body)を備える。ガイド本体は、特に、放電加工装置に取り付けるように構成される(The guide body is in particular configured for attachment to an EDM apparatus)。ガイド本体は、特に、放電加工装置に取り付けるように構成された取付端部を備える(The guide body in particular comprises a mounting end configured for attachment to an EDM apparatus)。前記フラッシュガイドは、第1の端部と、前記第1の端部とは反対側の第2の端部とを有する中空本体を備えたクイル(a quill with a hollow body having a first end and a second end opposite the first end)をさらに含む。前記第1の端部は、前記ガイド本体に取り付けられ、前記放電加工装置の電極を受け入れて搬送するように構成される(the first end is mounted on the guide body and is configured to receive and convey an electrode of the EDM apparatus)。前記クイルは、前記クイルの前記第1の端部から前記クイルの前記第2の端部まで前記電極の周りの誘電流体を受け入れて搬送するように構成される(the quill is configured to receive and convey dielectric fluid around the electrode from the first end of the quill to the second end of the quill)。前記フラッシュガイドは、さらに、前記クイルの前記第2の端部上のガイド先端(a guide tip on the second end of the quill)を含む。前記クイル及び前記ガイド先端が共通中心線を有している(the quill and the guide tip have a common centerline)。前記ガイド先端は、前記中心線に沿って画定された電極通路及び前記電極通路の周囲に画定された誘電体流体通路を含む(the guide tip includes an electrode passage defined along the centerline and a dielectric fluid passage defined around the electrode passage)。前記ガイド先端の漏斗部分が、前記ガイド先端の端部からスタンドオフ距離に位置する焦点に向かって誘電体流体を導くように構成される(a funnel portion of the guide tip is configured to direct dielectric fluid toward a focal point located at a standoff distance away from an end of the guide tip)。 【0008】 本開示の別の態様は、先行する態様のいずれかを含み、前記ガイド先端は、内壁及び内側本体を有する主部分を有し(the guide tip has a main portion with an inner wall and an inner body)、前記電極通路は、前記内側本体の中心に沿って画定され(the electrode passage is defined along a center of the inner body)、前記誘電体流体通路は、前記内側本体の外壁と前記主部分の前記内壁との間に画定される(the dielectric fluid passage is defined between an outer wall of the inner body and the inner wall of the main portion)。 【0009】 本開示の別の態様は、先行する態様のいずれかを含み、前記漏斗部分は、前記電極及び前記誘電流体が出る前記ガイド先端の端部からシフト距離だけ離れて始まる前記主部分の一部であり(the funnel portion is part of the main portion that begins a shift distance away from the end of the guide tip through which the electrode and the dielectric fluid exit)、前記主部分の前記内壁の傾斜は、前記シフト距離において前記ガイド先端の前記中心線に対して第1の角度へ変化する(an inclination of the inner wall of the main portion changes to a first angle relative to the centerline of the guide tip at the shift distance)。 【0010】 本開示の別の態様は、先行する態様のいずれかを含み、前記誘電体流体通路が前記漏斗部分において錐形である(the dielectric fluid passage is frustoconical in the funnel portion)。 (【0011】以降は省略されています) この特許をJ-PlatPat(特許庁公式サイト)で参照する
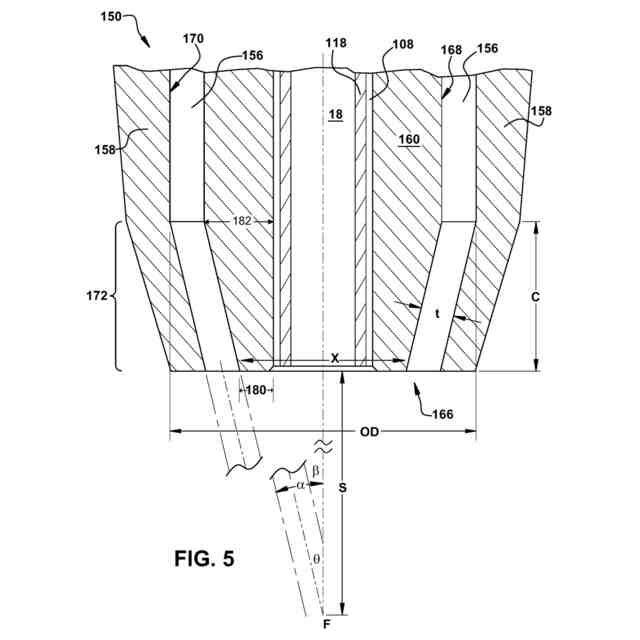
 特許ウォッチ
特許ウォッチ


































