TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136369
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024034889
出願日
2024-03-07
発明の名称
蓄電装置の製造方法
出願人
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
50/636 20210101AFI20250911BHJP(基本的電気素子)
要約
【課題】枠部を適切に封止できる蓄電装置の製造方法を提供する。
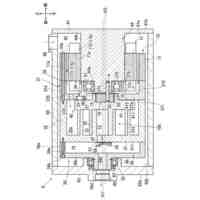
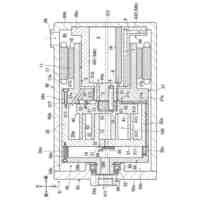
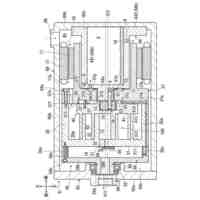
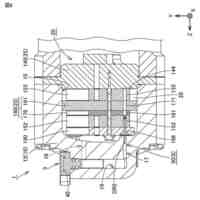
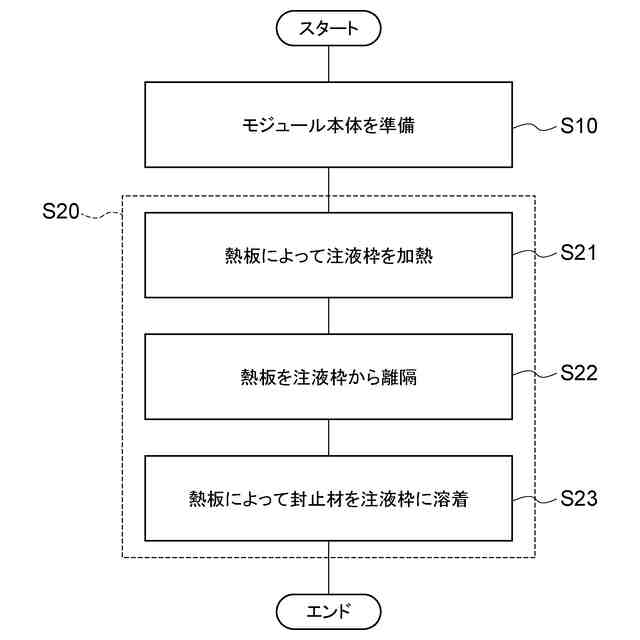
【解決手段】。蓄電装置の製造方法は、第1方向に積層された複数の電極を含む積層体と、積層体の第1方向に沿った側面を封止する封止体とを備えるモジュール本体を準備する工程と、封止体に形成され且つ積層体の内部空間に連通する連通孔を封止する工程と、を備える。連通孔を封止する工程は、加熱体を、モジュール本体に向かって、第2方向に沿って第1位置まで移動させて、モジュール本体の枠部に加熱体を当接させる予備加熱工程と、加熱体を、モジュール本体に向かって、第1位置よりも封止本体部に近い第2位置まで移動させて、封止材を枠部に溶着する溶着工程と、を含む。溶着工程では、枠部と加熱体との間に封止材が挟持される。
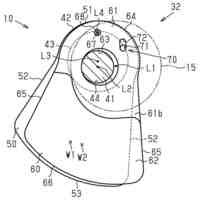
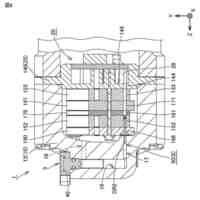
【選択図】図4
特許請求の範囲
【請求項1】
第1方向に積層された複数の電極を含む積層体と、前記積層体の前記第1方向に沿った側面を封止する封止体とを備えるモジュール本体を準備する工程と、
前記封止体に形成され且つ前記積層体の内部空間に連通する連通孔を封止する工程と、を備え、
前記封止体は、前記連通孔を有する封止本体部と、前記第1方向に交差する第2方向から見て前記連通孔囲み、前記封止本体部よりも前記第2方向に突出した枠部とを含み、
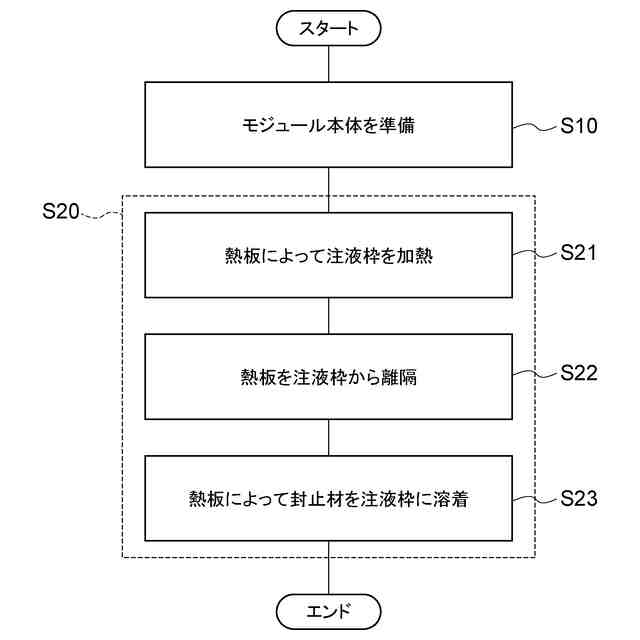
前記連通孔を封止する工程は、
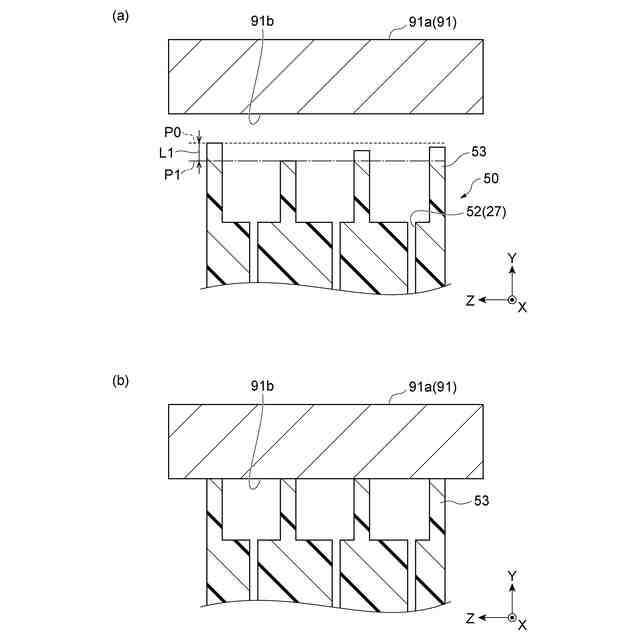
加熱体を、前記モジュール本体に向かって、前記第2方向に沿って第1位置まで移動させて、前記モジュール本体の前記枠部に前記加熱体を当接させる予備加熱工程と、
前記枠部に当接している前記加熱体を、前記モジュール本体から離れる方向に向かって、前記第2方向に沿って退避位置まで移動させて、前記枠部から前記加熱体を離隔させる離隔工程と、
前記離隔工程の後に、前記加熱体を、前記モジュール本体に向かって、前記第2方向に沿って前記第1位置よりも前記封止本体部に近い第2位置まで移動させて、封止材を前記枠部に溶着する溶着工程と、を含み、
前記溶着工程では、前記枠部と前記加熱体との間に封止材を挟持した状態で、前記加熱体を第2位置まで移動させることによって、前記封止材を前記枠部に溶着する、蓄電装置の製造方法。
続きを表示(約 360 文字)
【請求項2】
前記加熱体は、前記枠部を形成する材料の融点よりも高い温度に加熱されている、請求項1に記載の蓄電装置の製造方法。
【請求項3】
前記予備加熱工程では、前記加熱体が、前記モジュール本体の前記枠部に対して前記第2方向に沿って第1の押し込み量だけ押し込まれ、
前記溶着工程では、前記加熱体が、前記予備加熱工程で前記第1の押し込み量だけ押し込まれた前記枠部に対して前記第2方向に沿って前記第1の押し込み量よりも小さい第2の押し込み量だけ押し込まれる、請求項2記載の蓄電装置の製造方法。
【請求項4】
前記連通孔を封止する工程において、前記予備加熱工程から前記溶着工程までは、減圧環境下において実施される、請求項1~3のいずれか一項に記載の蓄電装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電装置の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1は、蓄電装置の製造方法を開示する。この方法では、電池モジュールに設けられた注液口を囲む枠状の突起に圧力調整弁が取り付けられる。突起と圧力調整弁とが溶着されることにより、注液口が封止されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-102360号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電池モジュールの注液口を囲む樹脂製の突起(枠部)には、注液工程などで電解液に触れることなどにより電解液が浸透し得る。このような状態で、枠部に封止材を溶着して電池モジュールの各セルを封止しようとすると、枠部を形成する樹脂内の電解液が溶着の熱で気化することにより、封止不良が発生する虞がある。
【0005】
本開示は、封止不良の発生を抑制できる蓄電装置の製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示の一側面に係る蓄電装置の製造方法は、第1方向に積層された複数の電極を含む積層体と、積層体の第1方向に沿った側面を封止する封止体とを備えるモジュール本体を準備する工程と、封止体に形成され且つ積層体の内部空間に連通する連通孔を封止する工程と、を備える。封止体は、連通孔を有する封止本体部と、第1方向に交差する第2方向から見て連通孔囲み、封止本体部よりも第2方向に突出した枠部とを含む。連通孔を封止する工程は、加熱体を、モジュール本体に向かって、第2方向に沿って第1位置まで移動させて、モジュール本体の枠部に加熱体を当接させる予備加熱工程と、枠部に当接している加熱体を、モジュール本体から離れる方向に向かって、第2方向に沿って退避位置まで移動させて、枠部から加熱体を離隔させる離隔工程と、離隔工程の後に、加熱体を、モジュール本体に向かって、第2方向に沿って第1位置よりも封止本体部に近い第2位置まで移動させて、封止材を枠部に溶着する溶着工程と、を含む。溶着工程では、枠部と加熱体との間に封止材を挟持した状態で、加熱体を第2位置まで移動させることによって、封止材を枠部に溶着する。
【0007】
上記の蓄電装置の製造方法では、封止材が枠部に溶着される前に、予備加熱工程において枠部の先端に加熱体が当接されることにより、枠部の先端が加熱され、枠部の先端に浸透している電解液が気化する。そのため、加熱体によって封止材が枠部に溶着される溶着工程が実施される際には、枠部に浸透した電解液が既に除去されている。したがって、封止不良の発生を抑制できる。
【0008】
一例において、加熱体は、枠部を形成する材料の融点よりも高い温度に加熱されていてよい。
【0009】
一例において、予備加熱工程では、加熱体が、モジュール本体の枠部に対して第2方向に沿って第1の押し込み量だけ押し込まれ得る。溶着工程では、加熱体が、予備加熱工程で第1の押し込み量だけ押し込まれた枠部に対して第2方向に沿って第1の押し込み量よりも小さい第2の押し込み量だけ押し込まれ得る。
【0010】
一例において、連通孔を封止する工程において、予備加熱工程から溶着工程までは、減圧環境下において実施されてよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
排気管
10日前
株式会社豊田自動織機
産業車両
3日前
株式会社豊田自動織機
電力変換器
3日前
株式会社豊田自動織機
回転圧縮機
6日前
株式会社豊田自動織機
回転圧縮機
6日前
株式会社豊田自動織機
電力変換器
6日前
株式会社豊田自動織機
自動運転車両
10日前
株式会社豊田自動織機
電力変換装置
3日前
株式会社豊田自動織機
荷役制御装置
10日前
株式会社豊田自動織機
パレット検知装置
12日前
株式会社豊田自動織機
段積みケース構造
10日前
株式会社豊田自動織機
電磁ブレーキ装置
3日前
株式会社豊田自動織機
スクロール型圧縮機
5日前
株式会社豊田自動織機
スクロール型圧縮機
10日前
株式会社豊田自動織機
回転電機のステータ
10日前
株式会社豊田自動織機
スクロール型圧縮機
5日前
株式会社豊田自動織機
燃料電池モジュール
14日前
株式会社豊田自動織機
スクロール型圧縮機
4日前
株式会社豊田自動織機
スクロール型圧縮機
3日前
株式会社豊田自動織機
エンジン式産業車両
4日前
株式会社豊田自動織機
車両のリアシート構造
5日前
株式会社豊田自動織機
屋外自動運転システム
10日前
株式会社豊田自動織機
インバータ一体型電動機
3日前
株式会社豊田自動織機
スクロール型電動圧縮機
3日前
株式会社豊田自動織機
ローリングピストン型圧縮機
4日前
トヨタ自動車株式会社
電池
6日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
5日前
株式会社豊田自動織機
ローリングピストン型電動圧縮機
4日前
株式会社豊田自動織機
ローリングピストン型電動圧縮機
4日前
豊田合成株式会社
車両用内装品
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ