TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132707
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030451
出願日
2024-02-29
発明の名称
ワーク移送装置、ワーク移送方法
出願人
株式会社 東京ウエルズ
代理人
個人
,
個人
,
個人
主分類
H01L
21/677 20060101AFI20250903BHJP(基本的電気素子)
要約
【課題】ワークを保持する保持部材とトレイの収容部との位置合わせのための保持部材やトレイを移動させる範囲を狭くする。
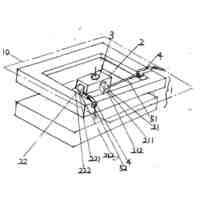
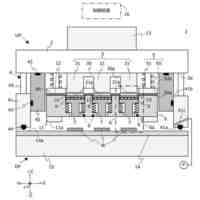
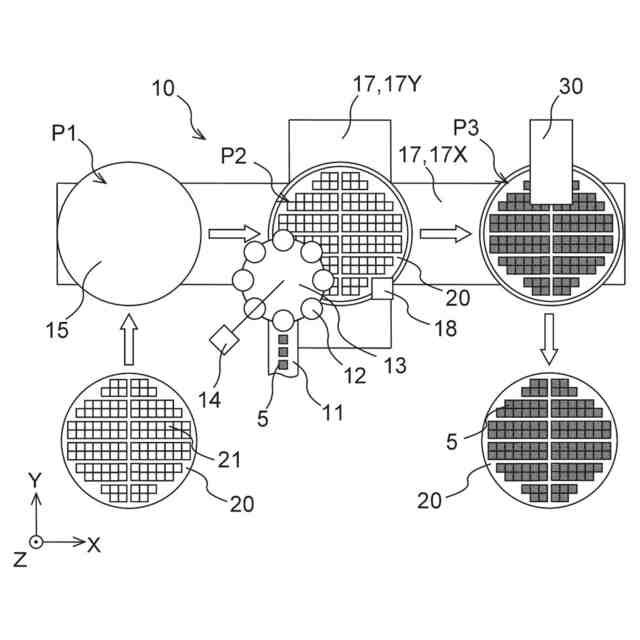
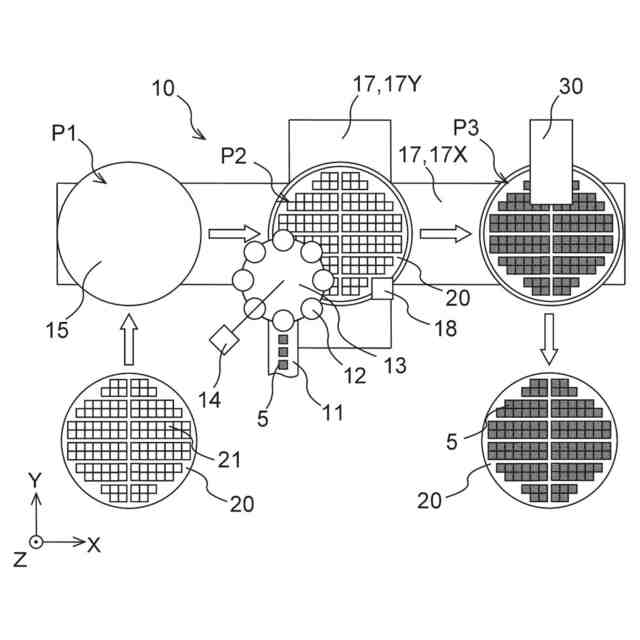
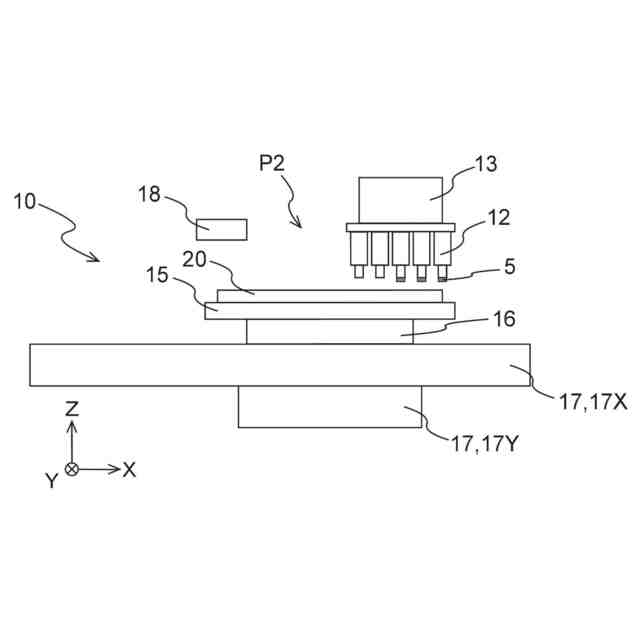
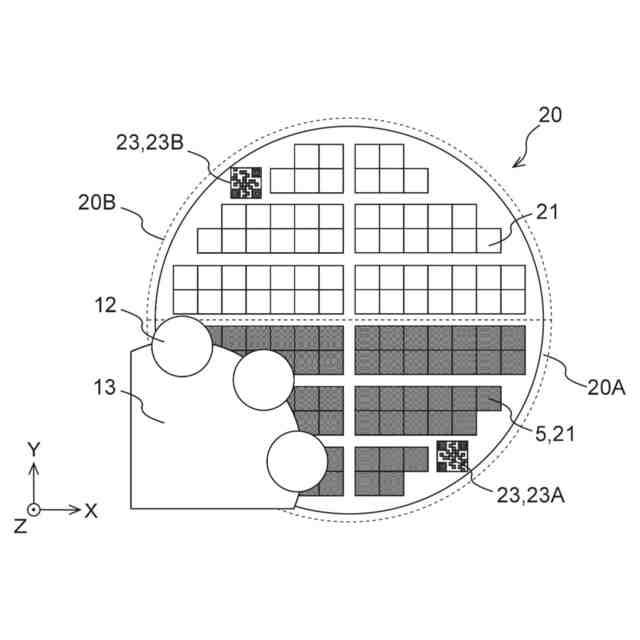
【解決手段】ワーク移送装置10は、トレイ20と、吸着ノズル12と、ノズル駆動手段13と、計数手段14と、回転手段と、トレイ搬送手段17と、を備える。ノズル駆動手段13は、吸着ノズル12を駆動する。計数手段14は、収容部21に収容されたワーク5の数を数える。回転手段は、トレイ20を水平方向に非平行な方向を軸として回転させる。トレイ搬送手段17は、トレイ20を搬送する。計数手段14が数えた数が収容部21の全数の1/nに達すると、回転手段はトレイ20を360°/n回転させる。計数手段14が数えた数が収容部21の全数に達すると、トレイ搬送手段17はトレイ20をワーク収容位置P2から搬送して別のトレイ20をワーク収容位置P2に搬送し、且つ計数手段14がリセットされる。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを収容する複数の収容部を有するトレイと、
前記ワークを吸着して保持し、前記ワークを前記ワークが収容されていない前記収容部に収容するように駆動される吸着ノズルと、
前記トレイがワーク収容位置に位置する際に、前記吸着ノズルを駆動するノズル駆動手段と、
前記収容部に収容された前記ワークの数を数える計数手段と、
前記トレイを水平方向に非平行な方向を軸として回転させる回転手段と、
前記トレイを搬送するトレイ搬送手段と、を備え、
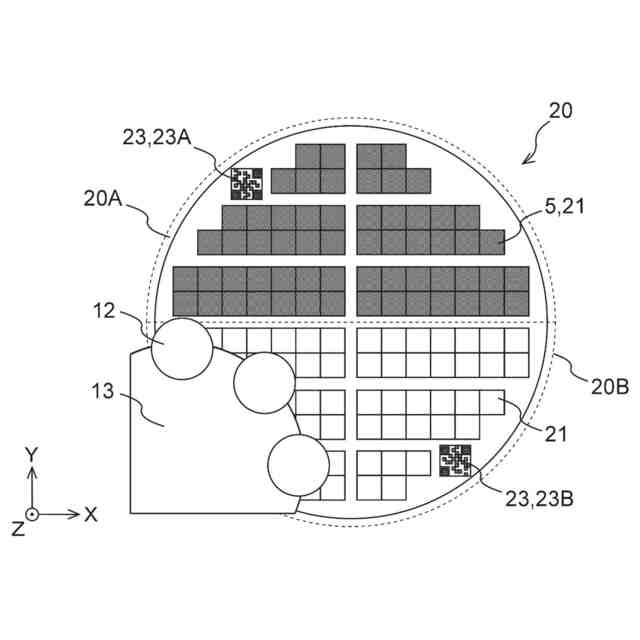
所定の数nについて、前記計数手段が数えた前記数が前記収容部の全数の1/nに達すると、前記回転手段は前記トレイを360°/n回転させ、
前記計数手段が数えた前記数が前記収容部の全数に達すると、前記トレイ搬送手段は前記トレイを前記ワーク収容位置から搬送して別のトレイを前記ワーク収容位置に搬送し、且つ前記計数手段が数えた前記数がリセットされる、ワーク移送装置。
続きを表示(約 770 文字)
【請求項2】
前記nは、2である、請求項1に記載のワーク移送装置。
【請求項3】
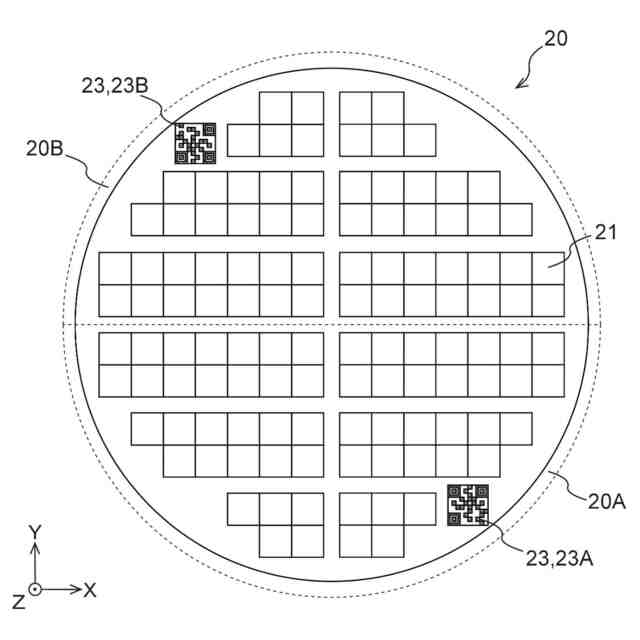
前記トレイは、前記トレイの向きを表すマークを有し、
前記マークを検出する検出手段をさらに備える、請求項1に記載のワーク移送装置。
【請求項4】
前記回転手段が前記トレイを回転させている間、前記ノズル駆動手段は、前記吸着ノズルの駆動を停止する、請求項1に記載のワーク移送装置。
【請求項5】
前記トレイにおいて前記ワークが前記収容部から浮き出ていないことを確認する確認手段をさらに備える、請求項1に記載のワーク移送装置。
【請求項6】
トレイ搬送手段によってワーク収容位置にトレイを搬送する工程と、
吸着ノズルによってワークを吸着して保持する工程と、
ノズル駆動手段によって前記吸着ノズルを駆動することで前記吸着ノズルが保持する前記ワークを前記トレイの前記ワークが収容されていない収容部に収容する工程と、
計数手段によって前記収容部に収容された前記ワークの数を数える工程と、
所定の数nについて、前記計数手段が数えた前記数が前記収容部の全数の1/nに達すると、回転手段が前記トレイを水平方向に非平行な方向を軸として360°/n回転させる工程と、
前記計数手段が数えた前記数が前記収容部の全数に達すると、前記トレイ搬送手段が前記トレイを前記ワーク収容位置から搬送して別のトレイを前記ワーク収容位置に搬送する工程と、
前記計数手段が数えた前記数をリセットする工程と、を備える、ワーク移送方法。
【請求項7】
確認手段によって前記ワークが前記収容部から浮き出ていないことを確認する工程をさらに含む、請求項6に記載のワーク移送方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワーク移送装置およびワーク移送方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
チップ等のワークを、トレイに設けられた複数の収容部のそれぞれに収容するように移送するワーク移送装置が知られている。複数のワークを収容したトレイは、ボンディング工程等の次の工程に搬送される。
【先行技術文献】
【特許文献】
【0003】
特開2008-277612号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ワークをトレイに設けられた収容部に移送する際に、ワークを保持する保持部材と収容部との位置合わせが行われる。位置合わせすることで、ワークを収容部に適切に収容できる。トレイが大きくなるほど、当該位置合わせのために保持部材やトレイを移動させる範囲が広くなる。保持部材やトレイが移動するスペースを確保するために、ワーク移送装置が大きくなる。ワーク移送装置に関するコストが増大する。本開示は、ワークを保持する保持部材とトレイの収容部との位置合わせのための保持部材やトレイを移動させる範囲を狭くすることを目的とする。
【課題を解決するための手段】
【0005】
本開示のワーク移送装置は、
ワークを収容する複数の収容部を有するトレイと、
前記ワークを吸着して保持し、前記ワークを前記ワークが収容されていない前記収容部に収容するように駆動される吸着ノズルと、
前記トレイがワーク収容位置に位置する際に、前記吸着ノズルを駆動するノズル駆動手段と、
前記収容部に収容された前記ワークの数を数える計数手段と、
前記トレイを水平方向に非平行な方向を軸として回転させる回転手段と、
前記トレイを搬送するトレイ搬送手段と、を備え、
所定の数nについて、前記計数手段が数えた前記数が前記収容部の全数の1/nに達すると、前記回転手段は前記トレイを360°/n回転させ、
前記計数手段が数えた前記数が前記収容部の全数に達すると、前記トレイ搬送手段は前記トレイを前記ワーク収容位置から搬送して別のトレイを前記ワーク収容位置に搬送し、且つ前記計数手段が数えた前記数がリセットされる。
【発明の効果】
【0006】
本開示によれば、ワークを保持する保持部材とトレイの収容部との位置合わせのための保持部材やトレイを移動させる範囲を狭くできる。
【図面の簡単な説明】
【0007】
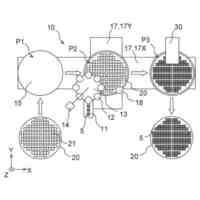
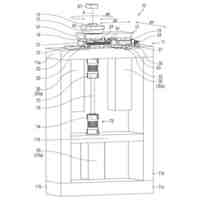
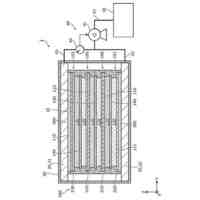
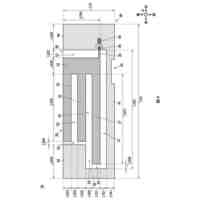
図1は、本開示の一実施の形態に係るワーク移送装置を概略的に示す上面図である。
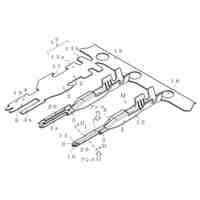
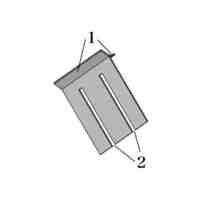
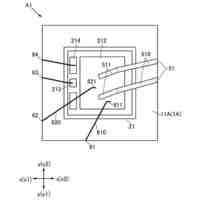
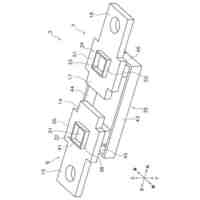
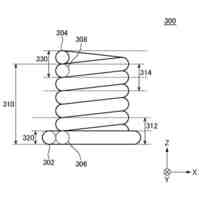
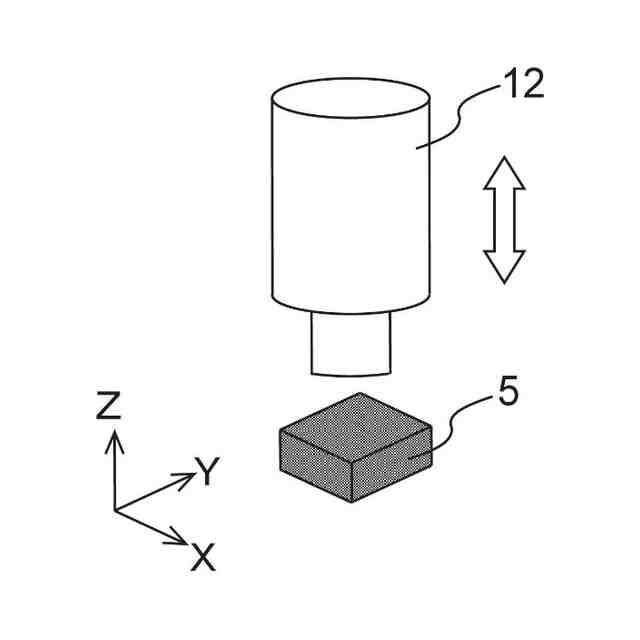
図2は、ワークを保持する保持部材としての吸着ノズルを拡大して示す斜視図である。
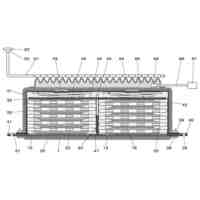
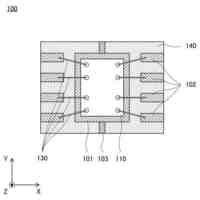
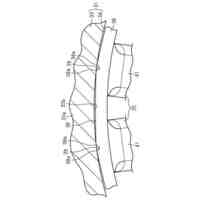
図3は、トレイの上面図である。
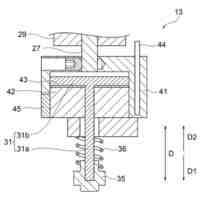
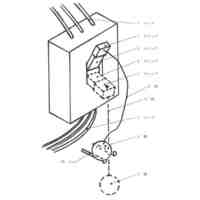
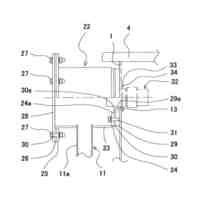
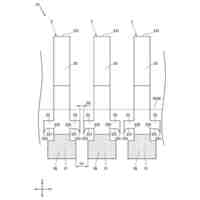
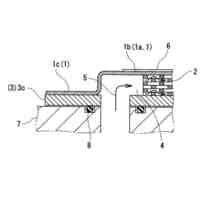
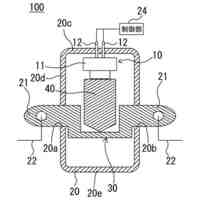
図4は、ワーク移送装置の一部の側面図である。
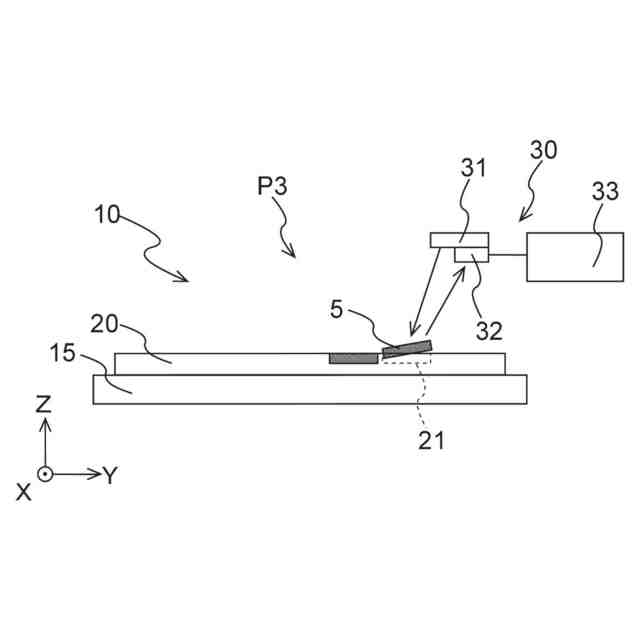
図5は、ワーク移送装置の一部の側面図である。
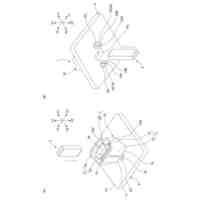
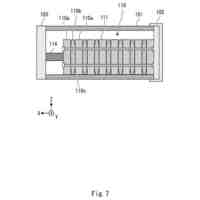
図6は、ワーク移送装置によってワークをトレイに移送する工程を説明するための図である。
図7は、ワーク移送装置によってワークをトレイに移送する工程を説明するための図である。
【発明を実施するための形態】
【0008】
本件明細書に添付する図面においては、図示と理解のしやすさの便宜上、適宜縮尺および縦横の寸法比等を、実物のそれらから変更し誇張してある。一部の図において示された構成等が、他の図において省略されていることもある。
【0009】
本明細書において、形状や幾何学的条件ならびにそれらの程度を特定する、例えば、「平行」、「直交」、「同一」等の用語や長さや角度の値等は、厳密な意味に限定されることなく、同様の機能を期待し得る程度の範囲を含めて解釈される。
【0010】
方向の関係を図面間で明確にするため、いくつかの図面には、共通する符号を付した矢印によりX方向、Y方向、Z方向を共通する方向として示している。以下の例において、X方向及びY方向は水平方向と平行であり、Z方向は鉛直方向と平行である。X方向、Y方向、Z方向は、互いに直交している。図面の紙面に垂直な方向に沿って紙面から手前に向かう矢印を、例えば図1に示すように、円の中に点を設けた記号により示す。図面の紙面に垂直な方向に沿って紙面の奥に向かう矢印を、例えば図4に示すように、円の中に×を設けた記号により示す。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社 東京ウエルズ
部品保持装置
1か月前
株式会社 東京ウエルズ
ワークの姿勢補正装置
6日前
株式会社 東京ウエルズ
電子部品の電気的計測装置
6日前
株式会社 東京ウエルズ
ワーク移送装置、ワーク移送方法
15日前
株式会社 東京ウエルズ
ステージユニット及び処理システム
6日前
株式会社 東京ウエルズ
ステージユニット及び処理システム
6日前
個人
雄端子
1か月前
個人
後付地震遮断機
1か月前
個人
安全なNAS電池
20日前
個人
超精密位置決め機構
1か月前
愛知電機株式会社
電力機器
1か月前
ヒロセ電機株式会社
端子
1か月前
個人
フリー型プラグ安全カバー
27日前
日機装株式会社
加圧装置
1か月前
東レ株式会社
多孔質炭素シート
15日前
ローム株式会社
半導体装置
15日前
ローム株式会社
半導体装置
1か月前
キヤノン株式会社
電子機器
15日前
エイブリック株式会社
半導体装置
17日前
エイブリック株式会社
半導体装置
17日前
住友電装株式会社
端子
1か月前
三菱電機株式会社
回路遮断器
1か月前
オムロン株式会社
電磁継電器
24日前
株式会社GSユアサ
蓄電装置
23日前
株式会社GSユアサ
蓄電装置
1か月前
ニチコン株式会社
コンデンサ
8日前
東レ株式会社
ガス拡散層の製造方法
15日前
株式会社GSユアサ
蓄電装置
1か月前
ニチコン株式会社
コンデンサ
8日前
株式会社ティラド
面接触型熱交換器
7日前
沖電気工業株式会社
アンテナ
27日前
株式会社カネカ
二次電池
1か月前
株式会社ヨコオ
コネクタ
17日前
トヨタ自動車株式会社
蓄電装置
1か月前
マクセル株式会社
配列用マスク
7日前
日本化薬株式会社
電流遮断装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ