TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025132086
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024029423
出願日
2024-02-29
発明の名称
三次元造形物の製造方法および情報処理装置
出願人
セイコーエプソン株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B29C
64/393 20170101AFI20250903BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】三次元造形物の外観が損なわれることを抑制する製造方法を提供すること。
【解決手段】製造方法は、第1始点から第1終点までノズルが移動することでステージに第1層の第1輪郭部分を形成する第1工程と、第2始点から第2終点までノズルが移動することで第2輪郭部分を形成する第2工程とを備え、第1工程において、第1終点が第1始点に対して第1ずれ量だけ離れるように制御する第1制御と、第2工程において第2始点を第1最短点を除く点に制御する第2制御と、内部始点から内部終点までノズルが移動することで第1層の内部を形成する第3工程において内部始点を第2最短点を除く点に制御する第3制御と、の少なくともいずれかを行う。
【選択図】図15
特許請求の範囲
【請求項1】
層を積層することで三次元造形物を造形する三次元造形物の製造方法であって、
材料を可塑化した可塑化材料をノズルのノズル開口から吐出しながら、一回りする経路である第1輪郭経路に沿って、前記第1輪郭経路上の第1始点から第1終点まで前記ノズルをステージに対して相対的に移動することで、前記ステージに第1層の第1輪郭部分を形成する第1工程と、
前記可塑化材料を前記ノズル開口から吐出しながら、一回りする経路である第2輪郭経路に沿って、前記第2輪郭経路上の第2始点から少なくとも1つの第2経由点を経由して第2終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1層の上に第2層の第2輪郭部分を積層する第2工程と、を備え、
(a)前記第1工程において、前記第1終点が前記第1始点に対して第1ずれ量だけ離れるように前記ノズルと前記ステージとの少なくともいずれかを制御する第1制御と、
(b)前記第2工程において、前記第2輪郭経路上の仮の前記第2始点と仮の前記第2終点と仮の前記少なくとも1つの第2経由点とからなる第1点群のうち前記第1始点との距離が最も短い第1最短点、を除く前記第2輪郭経路上の点が前記第2始点となるように前記ノズルと前記ステージとの少なくともいずれかを制御する第2制御と、
(c)前記第1工程と前記第2工程との間に行われ、前記可塑化材料を前記ノズル開口から吐出しながら、前記第1輪郭経路の内側で一回りする経路である内部経路に沿って、前記内部経路上の内部始点から少なくとも1つの内部経由点を経由して内部終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1輪郭部分の内側に前記第1層の内部部分を形成する第3工程を備える場合、仮の前記内部始点と仮の前記内部終点と仮の前記少なくとも1つの内部経由点とからなる第2点群のうち前記第1始点との距離が最も短い第2最短点、を除く前記内部経路上の点が前記内部始点となるように前記ノズルと前記ステージとの少なくともいずれかを制御する第3制御と、の少なくともいずれかを行う、三次元造形物の製造方法。
続きを表示(約 3,200 文字)
【請求項2】
請求項1に記載の三次元造形物の製造方法であって、
前記第1ずれ量を受け付ける受付工程と、
仮の前記第1始点としての第1経路始点と仮の前記第1終点としての第1経路終点とを結ぶ線で前記第1輪郭経路を定義する第1輪郭経路情報であって、前記第1経路終点が前記第1経路始点と一致する前記第1輪郭経路情報を含む造形データを取得する取得工程と、
前記第1経路始点を前記第1始点に設定するとともに、受け付けた前記第1ずれ量だけ前記第1経路終点から離れた前記第1輪郭経路上の点を前記第1終点に設定して前記造形データを更新する第1更新工程、又は、前記第1経路終点を前記第1終点に設定するとともに、受け付けた前記第1ずれ量だけ前記第1経路始点から離れた前記第1輪郭経路上の点を前記第1始点に設定して前記造形データを更新する第2更新工程を備え、
前記第1工程は、更新された前記造形データに従って行われる、三次元造形物の製造方法。
【請求項3】
請求項1に記載の三次元造形物の製造方法であって、
前記仮の前記第2始点としての第2経路始点と前記仮の前記第2終点としての第2経路終点とを結ぶ線で前記第2輪郭経路を定義する第2輪郭経路情報を含む造形データを取得する取得工程と、
前記第1最短点から第2ずれ量だけ離れた前記第2輪郭経路上の点を前記第2始点に設定して前記造形データを更新する更新工程と、を備え、
前記第2工程は、更新された前記造形データに従って行われる、三次元造形物の製造方法。
【請求項4】
請求項1に記載の三次元造形物の製造方法であって、
前記仮の前記内部始点としての内部経路始点と前記仮の前記内部終点としての内部経路終点とを結ぶ線で前記内部経路を定義する内部経路情報を含む造形データを取得する取得工程と、
前記第2最短点から第3ずれ量だけ離れた前記内部経路上の点を前記内部始点に設定して前記造形データを更新する更新工程と、を備え、
前記第3工程は、更新された前記造形データに従って行われる、三次元造形物の製造方法。
【請求項5】
請求項1に記載の三次元造形物の製造方法であって、
仮の前記第1始点としての第1経路始点と仮の前記第1終点としての第1経路終点とを結ぶ線で前記第1輪郭経路を定義する第1輪郭経路情報であって、前記第1経路終点が前記第1経路始点と一致する前記第1輪郭経路情報、を含む造形データを取得する取得工程を備え、
前記第1輪郭経路情報は複数の第1経由点を含み、
前記第1経路始点と前記複数の第1経由点とからなる複数の点の1つを対象点として、前記複数の点のうち、前記第1輪郭経路において前記対象点の隣の点である第1点と第2点とについて、前記対象点と前記第1点とを結ぶ第1線分と、前記対象点と前記第2点とを結ぶ第2線分とのなす角であって、前記第1輪郭部分の外側のなす角についての基準角度を受け付ける受付工程と、
前記複数の点のそれぞれについて前記なす角を求め、前記複数の点のうち、求めた前記なす角が前記基準角度より小さい点を前記第1始点に設定して前記造形データを更新する更新工程と、をさらに備え、
前記第1工程は、更新された前記造形データに従って行われる、三次元造形物の製造方法。
【請求項6】
請求項1に記載の三次元造形物の製造方法であって、
前記仮の前記第2始点としての第2経路始点と前記仮の前記第2終点としての第2経路終点とを結ぶ線で前記第2輪郭経路を定義する第2輪郭経路情報であって、前記第2経路終点は前記第2経路始点と一致する前記第2輪郭経路情報を含む造形データを取得する取得工程を備え、
前記第2経路始点と前記少なくとも1つの第2経由点とからなる複数の点の1つを対象点として、前記複数の点のうち、前記第2輪郭経路において前記対象点の隣の点である第1点と第2点とについて、前記対象点と前記第1点とを結ぶ第1線分と、前記対象点と前記第2点とを結ぶ第2線分とのなす角であって、前記第2輪郭部分の外側のなす角についての基準角度を受け付ける受付工程と、
前記複数の点のそれぞれについて前記なす角を求め、前記複数の点のうち、求めた前記なす角が前記基準角度より小さく、かつ、前記内部終点との距離が最も短い点を前記第2始点に設定して前記造形データを更新する更新工程と、をさらに備え、
前記第2工程は、更新された前記造形データに従って行われる、三次元造形物の製造方法。
【請求項7】
請求項3に記載の三次元造形物の製造方法であって、
前記第2ずれ量は、前記第1点群のうち前記第1最短点とは異なる点と、前記第1最短点とのずれ量と一致する、三次元造形物の製造方法。
【請求項8】
請求項4に記載の三次元造形物の製造方法であって、
前記第3ずれ量は、前記第2点群のうち前記第2最短点とは異なる点と、前記第2最短点とのずれ量と一致する、三次元造形物の製造方法。
【請求項9】
請求項1に記載の三次元造形物の製造方法であって、
前記第1ずれ量は、前記ノズル開口から吐出される前記可塑化材料の線幅を基準とする量である、三次元造形物の製造方法。
【請求項10】
層を積層することで三次元造形物を造形する三次元造形物の製造工程に用いられる造形データを作成する情報処理装置であって、
前記製造工程は、前記造形データに従って、
材料を可塑化した可塑化材料をノズルのノズル開口から吐出しながら一回りする経路である第1輪郭経路に沿って、前記第1輪郭経路上の第1始点から第1終点まで前記ノズルをステージに対して相対的に移動することで、前記ステージに第1層の第1輪郭部分を形成する第1工程と、
前記可塑化材料を前記ノズル開口から吐出しながら、一回りする経路である第2輪郭経路に沿って、前記第2輪郭経路上の第2始点から少なくとも1つの第2経由点を経由して第2終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1層の上に第2層の第2輪郭部分を積層する第2工程と、を備え、
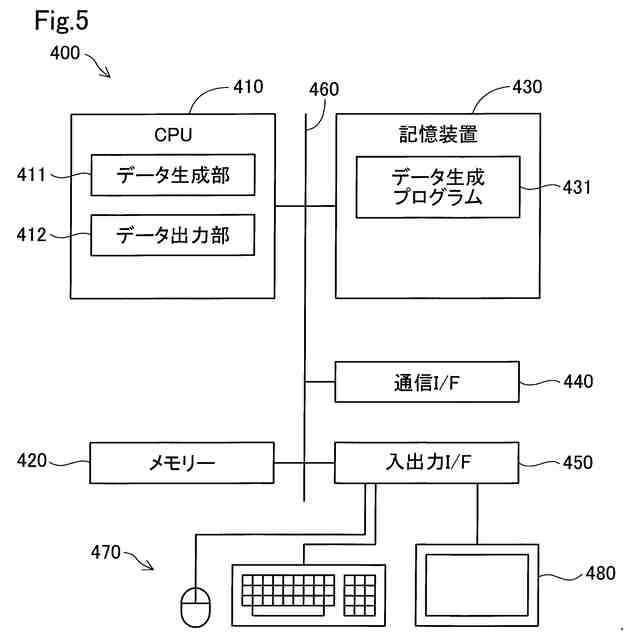
前記情報処理装置は、
前記造形データを生成するデータ生成部と、
前記造形データを出力するデータ出力部と、を備え、
前記データ生成部は、
(a)前記第1工程において、前記第1終点が前記第1始点に対して第1ずれ量だけ離れるように前記造形データを作成する第1作成工程と、
(b)前記第2工程において、前記第2輪郭経路上の仮の前記第2始点と仮の前記第2終点と仮の前記少なくとも1つの第2経由点とからなる第1点群のうち前記第1始点との距離が最も短い第1最短点、を除く前記第2輪郭経路上の点が前記第2始点となるように前記造形データを作成する第2作成工程と、
(c)前記第1工程と前記第2工程との間に行われ、前記可塑化材料を前記ノズル開口から吐出しながら、前記第1輪郭経路の内側で一回りする経路である内部経路に沿って、前記内部経路上の内部始点から少なくとも1つの内部経由点を経由して内部終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1輪郭部分の内側に前記第1層の内部部分を形成する第3工程を前記製造工程が備える場合、仮の前記内部始点と仮の前記内部終点と仮の前記少なくとも1つの内部経由点とからなる第2点群のうち前記第1始点との距離が最も短い第2最短点、を除く前記内部経路上の点が前記内部始点となるように前記造形データを作成する第3作成工程と、の少なくともいずれかを行う、情報処理装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元造形物の製造方法および情報処理装置に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
特許文献1には、ヘッドを用いて材料を一層ずつ形成して三次元造形物を製造する場合に、輪郭ツールパスの始点と終点との少なくともいずれかを内部領域に位置させる方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
米国特許出願公開第2011/0070394号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
パスの始点と終点との位置に起因して三次元造形物の外観に影響を及ぼす場合がある。
【課題を解決するための手段】
【0005】
本開示の第1形態によれば、層を積層することで三次元造形物を造形する三次元造形装置が提供される。この製造方法は、材料を可塑化した可塑化材料をノズルのノズル開口から吐出しながら、一回りする経路である第1輪郭経路に沿って、前記第1輪郭経路上の第1始点から第1終点まで前記ノズルをステージに対して相対的に移動することで、前記ステージに第1層の第1輪郭部分を形成する第1工程と、前記可塑化材料を前記ノズル開口から吐出しながら、一回りする経路である第2輪郭経路に沿って、前記第2輪郭経路上の第2始点から少なくとも1つの第2経由点を経由して第2終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1層の上に第2層の第2輪郭部分を積層する第2工程と、を備え、(a)前記第1工程において、前記第1終点が前記第1始点に対して第1ずれ量だけ離れるように前記ノズルと前記ステージとの少なくともいずれかを制御する第1制御と、(b)前記第2工程において、前記第2輪郭経路上の仮の前記第2始点と仮の前記第2終点と仮の前記少なくとも1つの第2経由点とからなる第1点群のうち前記第1始点との距離が最も短い第1最短点、を除く前記第2輪郭経路上の点が前記第2始点となるように前記ノズルと前記ステージとの少なくともいずれかを制御する第2制御と、(c)前記第1工程と前記第2工程との間に行われ、前記可塑化材料を前記ノズル開口から吐出しながら、前記第1輪郭経路の内側で一回りする経路である内部経路に沿って、前記内部経路上の内部始点から少なくとも1つの内部経由点を経由して内部終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1輪郭部分の内側に前記第1層の内部部分を形成する第3工程を備える場合、仮の前記内部始点と仮の前記内部終点と仮の前記少なくとも1つの内部経由点とからなる第2点群のうち前記第1始点との距離が最も短い第2最短点、を除く前記内部経路上の点が前記内部始点となるように前記ノズルと前記ステージとの少なくともいずれかを制御する第3制御と、の少なくともいずれかを行う。
【0006】
本開示の第2形態によれば、層を積層することで三次元造形物を造形する三次元造形物の製造工程に用いられる造形データを作成する情報処理装置が提供される。前記製造工程は、前記造形データに従って、材料を可塑化した可塑化材料をノズルのノズル開口から吐出しながら一回りする経路である第1輪郭経路に沿って、前記第1輪郭経路上の第1始点から第1終点まで前記ノズルをステージに対して相対的に移動することで、前記ステージに第1層の第1輪郭部分を形成する第1工程と、前記可塑化材料を前記ノズル開口から吐出しながら、一回りする経路である第2輪郭経路に沿って、前記第2輪郭経路上の第2始点から少なくとも1つの第2経由点を経由して第2終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1層の上に第2層の第2輪郭部分を積層する第2工程と、を備える。前記情報処理装置は、前記造形データを生成するデータ生成部と、前記造形データを出力するデータ出力部と、を備える。前記データ生成部は、(a)前記第1工程において、前記第1終点が前記第1始点に対して第1ずれ量だけ離れるように前記造形データを作成する第1作成工程と、(b)前記第2工程において、前記第2輪郭経路上の仮の前記第2始点と仮の前記第2終点と仮の前記少なくとも1つの第2経由点とからなる第1点群のうち前記第1始点との距離が最も短い第1最短点、を除く前記第2輪郭経路上の点が前記第2始点となるように前記造形データを作成する第2作成工程と、(c)前記第1工程と前記第2工程との間に行われ、前記可塑化材料を前記ノズル開口から吐出しながら、前記第1輪郭経路の内側で一回りする経路である内部経路に沿って、前記内部経路上の内部始点から少なくとも1つの内部経由点を経由して内部終点まで、前記ノズルを前記ステージに対して相対的に移動することで、前記第1輪郭部分の内側に前記第1層の内部部分を形成する第3工程を前記製造工程が備える場合、仮の前記内部始点と仮の前記内部終点と仮の前記少なくとも1つの内部経由点とからなる第2点群のうち前記第1始点との距離が最も短い第2最短点、を除く前記内部経路上の点が前記内部始点となるように前記造形データを作成する第3作成工程と、の少なくともいずれかを行う。
【図面の簡単な説明】
【0007】
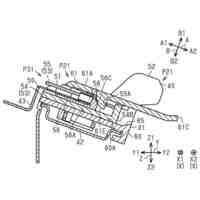
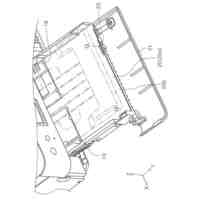
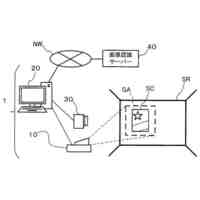
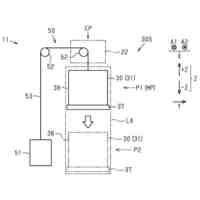
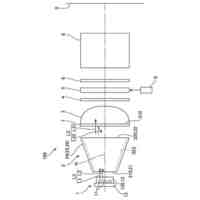
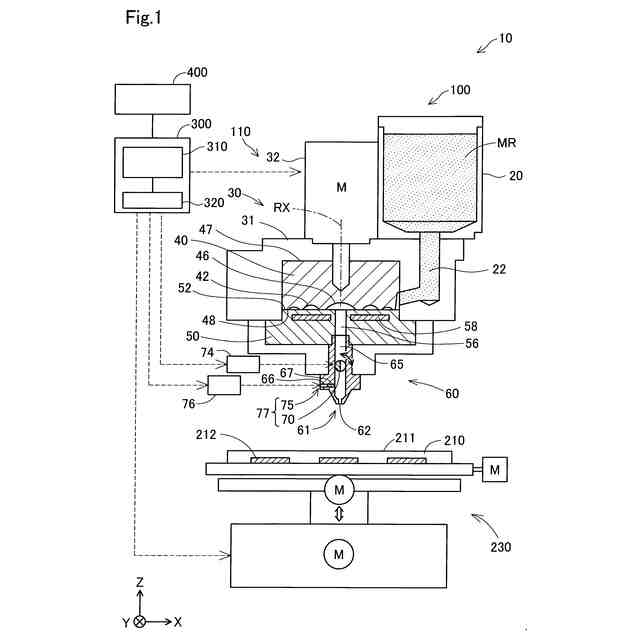
三次元造形システムの概略構成を示す説明図。
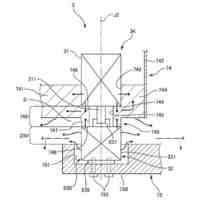
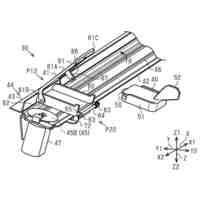
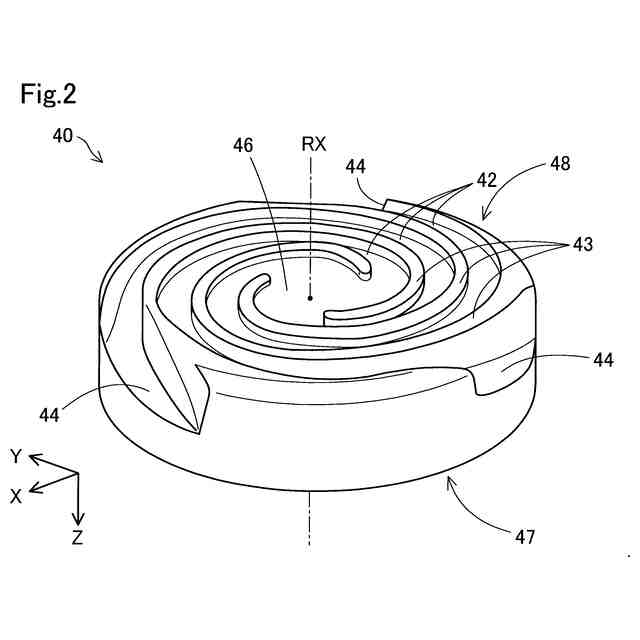
スクリューの概略構成を示す斜視図。
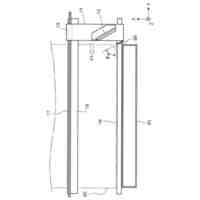
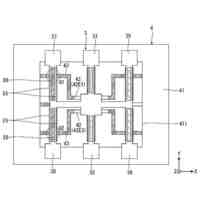
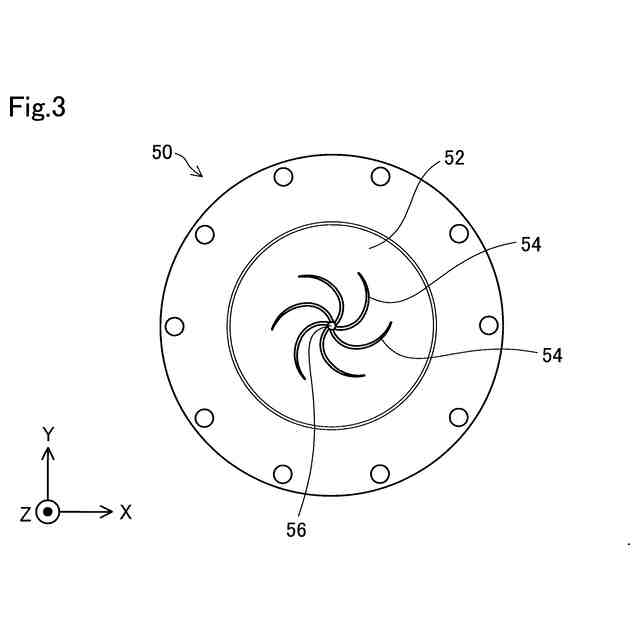
バレルの概略平面図。
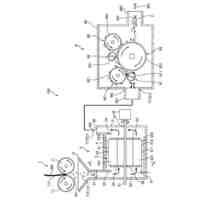
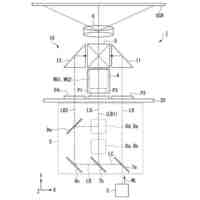
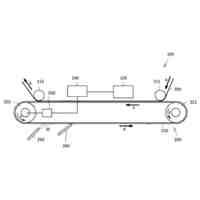
三次元造形装置が造形物を造形する様子を模式的に示す説明図。
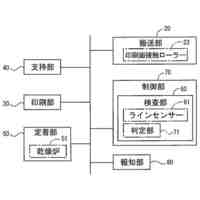
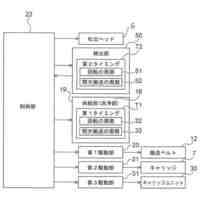
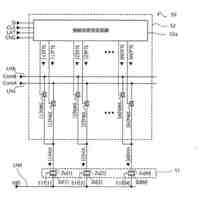
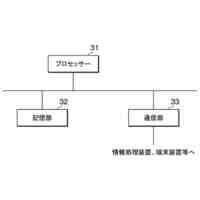
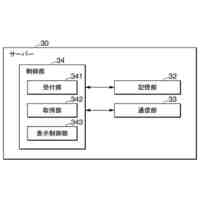
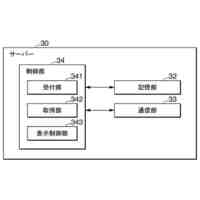
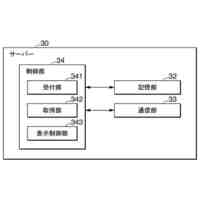
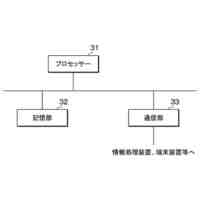
情報処理装置の概略構成を示す説明図。
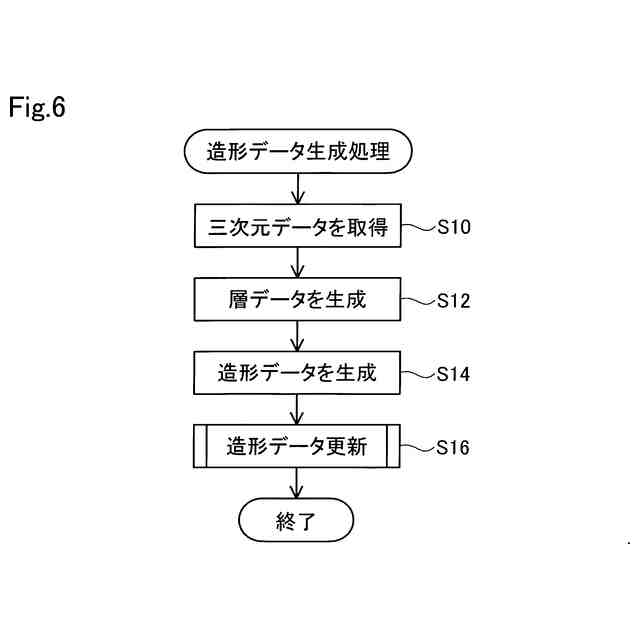
造形データ生成処理のフローチャート。
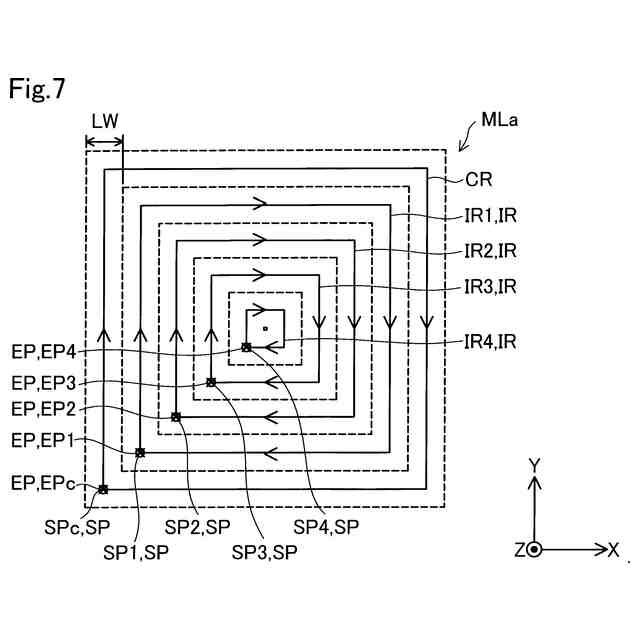
造形データの経路情報を説明する図。
設定画面を示す図。
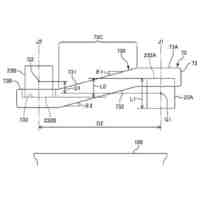
「終点ずらし機能」を説明する図。
「始点抽出機能」を説明するための造形物の斜視図。
図10に示した造形物の第5層の輪郭経路を示す図。
層方向における「次始点ずらし機能」を説明する図。
面方向における「次始点ずらし機能」を説明する図。
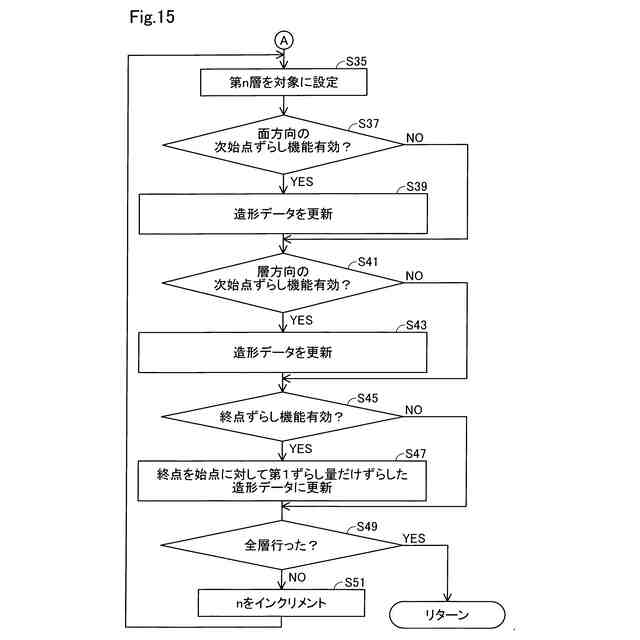
造形データ更新処理の第1のフローチャート。
造形データ更新処理の第2のフローチャート。
造形処理のフローチャート。
第3制御を説明する図。
第2制御を説明する図。
「始点抽出機能」を説明する図。
【発明を実施するための形態】
【0008】
A.実施形態:
A1.三次元造形システムの構成:
図1は、第1実施形態における三次元造形システム10の概略構成を示す説明図である。図1には、互いに直交するX,Y,Z方向を示す矢印が示されている。X方向及びY方向は、水平面に平行な方向であり、Z方向は、鉛直上向きに沿った方向である。X,Y,Z方向を示す矢印は、他の図においても、図示の方向が図1と対応するように適宜、図示してある。以下の説明において、方向の向きを特定する場合には、各図において矢印が指し示す方向を「+」、その反対の方向を「-」として、方向表記に正負の符合を併用する。以下では、+Z方向のことを「上」、-Z方向のことを「下」ともいう。
【0009】
三次元造形システム10は、三次元造形装置100と情報処理装置400とを備えている。本実施形態の三次元造形装置100は、材料押出方式によって造形物を造形する装置である。三次元造形装置100は、三次元造形装置100の各部を制御するための制御部300を備えている。制御部300と情報処理装置400とは、相互に通信可能に接続されている。
【0010】
三次元造形装置100は、可塑化材料を生成して吐出するヘッド部110と、造形物の基台となる造形用のステージ210と、可塑化材料の吐出位置を制御する移動機構230とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
記録装置
8日前
セイコーエプソン株式会社
印刷装置
8日前
セイコーエプソン株式会社
ロボット
1日前
セイコーエプソン株式会社
ロボット
10日前
セイコーエプソン株式会社
記録装置
1日前
セイコーエプソン株式会社
記録装置
1日前
セイコーエプソン株式会社
記録装置
6日前
セイコーエプソン株式会社
表示方法
1日前
セイコーエプソン株式会社
記録装置
13日前
セイコーエプソン株式会社
表示方法
1日前
セイコーエプソン株式会社
液体吐出装置
1日前
セイコーエプソン株式会社
液体吐出装置
1日前
セイコーエプソン株式会社
液体吐出装置
9日前
セイコーエプソン株式会社
変位測定方法
1日前
セイコーエプソン株式会社
振動デバイス
10日前
セイコーエプソン株式会社
液体吐出装置
9日前
セイコーエプソン株式会社
繊維処理方法
6日前
セイコーエプソン株式会社
液体吐出装置
1日前
セイコーエプソン株式会社
プロジェクター
2日前
セイコーエプソン株式会社
角速度センサー
10日前
セイコーエプソン株式会社
プロジェクター
2日前
セイコーエプソン株式会社
投射型表示装置
1日前
セイコーエプソン株式会社
投射型表示装置
1日前
セイコーエプソン株式会社
プロジェクター
1日前
セイコーエプソン株式会社
部材の結合構造
1日前
セイコーエプソン株式会社
プロジェクター
10日前
セイコーエプソン株式会社
成形管理システム
2日前
セイコーエプソン株式会社
成形管理システム
2日前
セイコーエプソン株式会社
成形管理システム
2日前
セイコーエプソン株式会社
位置補正システム
13日前
セイコーエプソン株式会社
試料処理システム
1日前
セイコーエプソン株式会社
成形管理システム
2日前
セイコーエプソン株式会社
成形管理システム
2日前
セイコーエプソン株式会社
水性粘着剤組成物
10日前
セイコーエプソン株式会社
成形管理システム
2日前
セイコーエプソン株式会社
成形管理システム
2日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ