TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127969
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024025004
出願日
2024-02-21
発明の名称
蓄電装置の製造方法、及び蓄電装置
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
50/636 20210101AFI20250826BHJP(基本的電気素子)
要約
【課題】注液口を高い密閉性で封止することができる蓄電装置の製造方法及び蓄電装置を提供する。
【解決手段】注液口部材110の注液口102を通じて内部空間114に電解液を注入した後、蓋部材120の溶着部124を注液口部材の注液口枠内に挿入し、蓋部材の支持基板側から加熱して蓋部材の溶着部と注液口枠の内壁とを溶着させて注液口を封止する。注液口枠の内壁が樹脂L、注液口枠の内壁以外の部分が樹脂H、溶着部の少なくとも外周面が樹脂S、支持基板が材料Mで構成されており、融点Tm又はガラス転移温度Tg、並びに封止工程における加熱温度が、下記a、b及びcの条件を満たす蓄電装置の製造方法。a:樹脂LのTm又はTgが、樹脂HのTm又はTg未満。b:樹脂SのTm又はTgが、樹脂HのTm又はTg未満。c:封止工程における加熱温度が、樹脂LのTm又はTg以上、樹脂SのTm又はTg以上、及び樹脂HのTm又はTg未満。
【選択図】図2
特許請求の範囲
【請求項1】
複数のバイポーラ電極がセパレータを介して積層された電極積層体と、前記電極積層体の周縁部を封止する封止部材と、前記電極積層体において積層方向に隣り合う前記バイポーラ電極の間に収容された電解液と、を含む蓄電装置を製造する方法であって、
前記隣り合う前記バイポーラ電極の間の内部空間に前記電解液を注液するための注液口及び前記注液口の周囲を囲う注液口枠を含む注液口部材の前記注液口を通じて前記内部空間に前記電解液を注入する注液工程と、
前記注液工程の後、前記注液口枠の内壁に沿う形状を有する溶着部及び前記溶着部を支持する支持基板を含む蓋部材の前記溶着部を前記注液口部材の前記注液口枠内に挿入し、前記蓋部材の前記支持基板側から加熱することにより、前記蓋部材の前記溶着部と前記注液口枠の内壁とを溶着させて前記注液口を封止する封止工程と、を含み、
前記注液口部材は、前記注液口枠の内壁が樹脂Lで構成され、前記注液口枠の前記内壁以外の部分が樹脂Hで構成されており、
前記蓋部材は、前記溶着部の少なくとも外周面が樹脂Sで構成され、前記支持基板が材料Mで構成されており、
前記樹脂L、前記樹脂H、及び前記樹脂Sのそれぞれの融点Tm又はガラス転移温度Tg、並びに前記封止工程における加熱温度が、下記a、b、及びcの条件を満たす、蓄電装置の製造方法。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂Sの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
c:前記封止工程における加熱温度が、前記樹脂Lの融点Tm又はガラス転移温度Tg以上、前記樹脂Sの融点Tm又はガラス転移温度Tg以上、及び前記樹脂Hの融点Tm又はガラス転移温度Tg未満
続きを表示(約 810 文字)
【請求項2】
前記樹脂Hがポリプロピレンであり、前記樹脂L及び前記樹脂Sがポリエチレンである、請求項1に記載の蓄電装置の製造方法。
【請求項3】
前記溶着部は、溶着部基板と、前記溶着部基板を覆う前記樹脂Sからなる樹脂S層と含んで構成されている、請求項1に記載の蓄電装置の製造方法。
【請求項4】
蓄電装置の厚さ方向視における形状が矩形状であり、前記矩形状における辺の長さが縦1000mm以上、且つ横10000mm以上である、請求項1に記載の蓄電装置の製造方法。
【請求項5】
複数のバイポーラ電極がセパレータを介して積層された電極積層体と、前記電極積層体の周縁部を封止する封止部材と、前記電極積層体において積層方向に隣り合う前記バイポーラ電極の間に収容された電解液と、を含む蓄電装置であって、
前記隣り合う前記バイポーラ電極の間の内部空間に前記電解液を注液するための注液口及び前記注液口の周囲を囲う注液口枠を含む注液口部材と、
前記注液口枠の内壁に沿う形状を有する溶着部及び前記溶着部を支持する支持基板を含み、前記溶着部が前記注液口枠の内壁に溶着されている蓋部材と、を含み、
前記注液口部材は、前記注液口枠の内壁が樹脂Lで構成され、前記注液口枠の前記内壁以外の部分が樹脂Hで構成されており、
前記蓋部材は、前記溶着部の少なくとも外周面が樹脂Sで構成され、前記支持基板が材料Mで構成されており、
前記樹脂L、前記樹脂H、及び前記樹脂Sのそれぞれの融点Tm又はガラス転移温度Tgが、下記a及びbの条件を満たす、蓄電装置。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂Sの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電装置の製造方法、及び蓄電装置に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
複数の電極がセパレータを介して積層された電極積層体と、電極積層体を保持するケースと、電極積層体の隣り合う電極間に収容された電解液とを備える蓄電モジュールが知られている。このような蓄電モジュールでは、電極積層体を収容するケースに設けられた注液口を介して電極積層体の収容空間に電解液が注入された後、注液口には封止部材が取り付けられて蓄電モジュールが封止される(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2020-173921号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
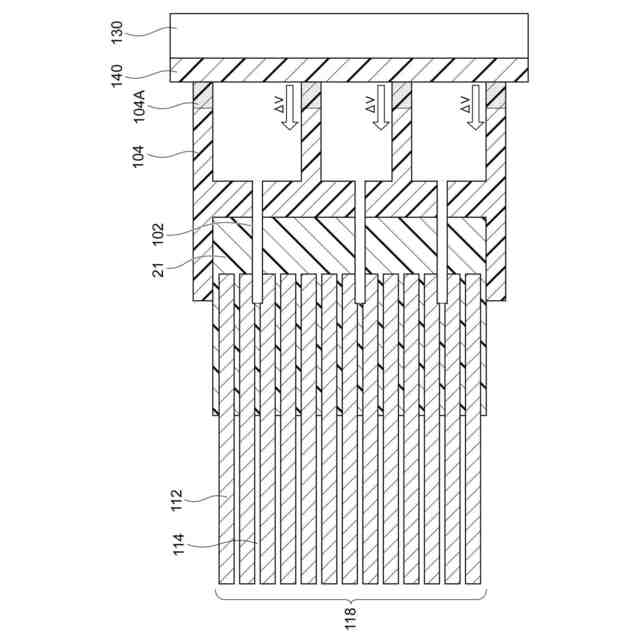
注液口から電解液を注入した後の封止方法として、注液口の周囲に注液口枠を設け、注液口枠をラミネート等で封止することで密封する方法がある。
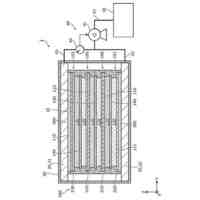
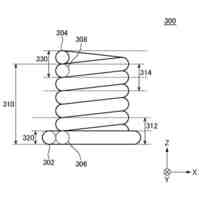
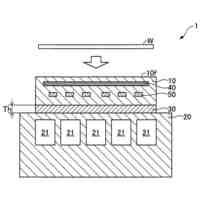
図6は、注液口102を封止する方法の一例を示している。注液口枠104は樹脂でつくられている。注液口102から電解液を注液後、このような樹脂製の注液口枠104に対してラミネート140で封止する場合、図6に示すように注液口枠104にラミネート140を接触させた状態で熱板130を押し当てて加熱溶着させる方法がある。この場合、注液口枠104の端部が溶融して電極積層体118側に押し込まれてしまうことがある。そうすると注液口枠104とラミネート140とで囲まれた領域の体積が、例えばΔV分小さくなり、当該領域の内圧が上昇する。内圧の上昇により注液口枠104とラミネート140とで囲まれた領域に存在する気体が外部に逃げようとするので、溶着部に穴が開くことがあり、蓄電モジュールの密閉性が低下する。
【0005】
本開示は、注液口から電解液を注液した後、注液口を高い密閉性で封止することができる蓄電装置の製造方法、及び注液口の密閉性が高い蓄電装置を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段は、以下の態様を含む。
<1> 複数のバイポーラ電極がセパレータを介して積層された電極積層体と、前記電極積層体の周縁部を封止する封止部材と、前記電極積層体において積層方向に隣り合う前記バイポーラ電極の間に収容された電解液と、を含む蓄電装置を製造する方法であって、
前記隣り合う前記バイポーラ電極の間の内部空間に前記電解液を注液するための注液口及び前記注液口の周囲を囲う注液口枠を含む注液口部材の前記注液口を通じて前記内部空間に前記電解液を注入する注液工程と、
前記注液工程の後、前記注液口枠の内壁に沿う形状を有する溶着部及び前記溶着部を支持する支持基板を含む蓋部材の前記溶着部を前記注液口部材の前記注液口枠内に挿入し、前記蓋部材の前記支持基板側から加熱することにより、前記蓋部材の前記溶着部と前記注液口枠の内壁とを溶着させて前記注液口を封止する封止工程と、を含み、
前記注液口部材は、前記注液口枠の内壁が樹脂Lで構成され、前記注液口枠の前記内壁以外の部分が樹脂Hで構成されており、
前記蓋部材は、前記溶着部の少なくとも外周面が樹脂Sで構成され、前記支持基板が材料Mで構成されており、
前記樹脂L、前記樹脂H、及び前記樹脂Sのそれぞれの融点Tm又はガラス転移温度Tg、並びに前記封止工程における加熱温度が、下記a、b、及びcの条件を満たす、蓄電装置の製造方法。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂Sの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
c:前記封止工程における加熱温度が、前記樹脂Lの融点Tm又はガラス転移温度Tg以上、前記樹脂Sの融点Tm又はガラス転移温度Tg以上、及び前記樹脂Hの融点Tm又はガラス転移温度Tg未満
<2> 前記樹脂Hがポリプロピレンであり、前記樹脂L及び前記樹脂Sがポリエチレンである、<1>に記載の蓄電装置の製造方法。
<3> 前記溶着部は、溶着部基板と、前記溶着部基板を覆う前記樹脂Sからなる樹脂S層と含んで構成されている、<1>又は<2>に記載の蓄電装置の製造方法。
<4> 蓄電装置の厚さ方向視における形状が矩形状であり、前記矩形状における辺の長さが縦1000mm以上、且つ横10000mm以上である、<1>~<3>のいずれか1つに記載の蓄電装置の製造方法。
<5> 複数のバイポーラ電極がセパレータを介して積層された電極積層体と、前記電極積層体の周縁部を封止する封止部材と、前記電極積層体において積層方向に隣り合う前記バイポーラ電極の間に収容された電解液と、を含む蓄電装置であって、
前記隣り合う前記バイポーラ電極の間の内部空間に前記電解液を注液するための注液口及び前記注液口の周囲を囲う注液口枠を含む注液口部材と、
前記注液口枠の内壁に沿う形状を有する溶着部及び前記溶着部を支持する支持基板を含み、前記溶着部が前記注液口枠の内壁に溶着されている蓋部材と、を含み、
前記注液口部材は、前記注液口枠の内壁が樹脂Lで構成され、前記注液口枠の前記内壁以外の部分が樹脂Hで構成されており、
前記蓋部材は、前記溶着部の少なくとも外周面が樹脂Sで構成され、前記支持基板が材料Mで構成されており、
前記樹脂L、前記樹脂H、及び前記樹脂Sのそれぞれの融点Tm又はガラス転移温度Tgが、下記a及びbの条件を満たす、蓄電装置。
a:前記樹脂Lの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
b:前記樹脂Sの融点Tm又はガラス転移温度Tgが、前記樹脂Hの融点Tm又はガラス転移温度Tg未満
【発明の効果】
【0007】
本開示によれば、注液口から電解液を注液した後、注液口を高い密閉性で封止することができる蓄電装置の製造方法、及び注液口の密閉性が高い蓄電装置が提供される。
【図面の簡単な説明】
【0008】
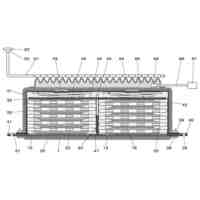
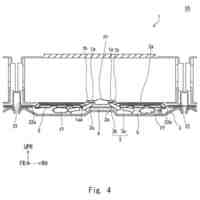
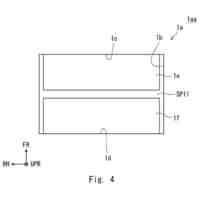
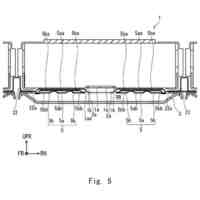
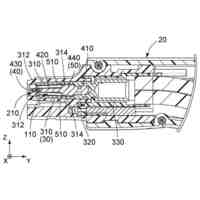
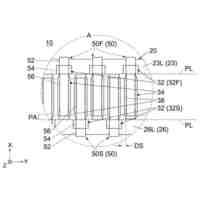
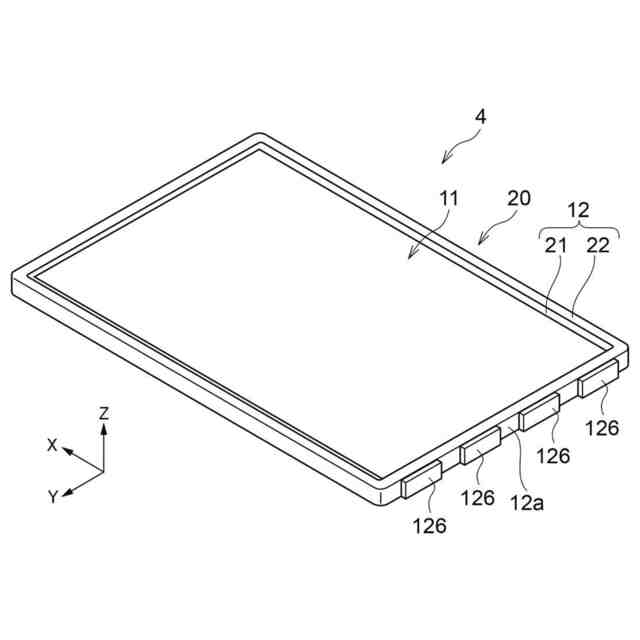
蓄電装置の一例を示す概略斜視図である。
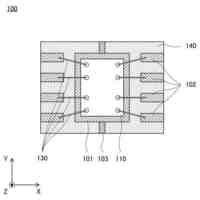
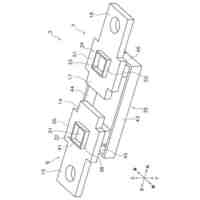
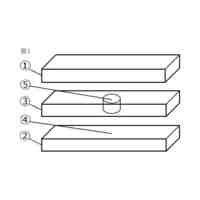
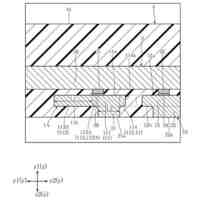
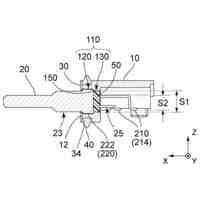
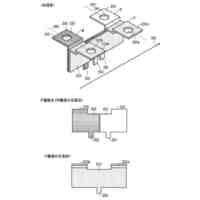
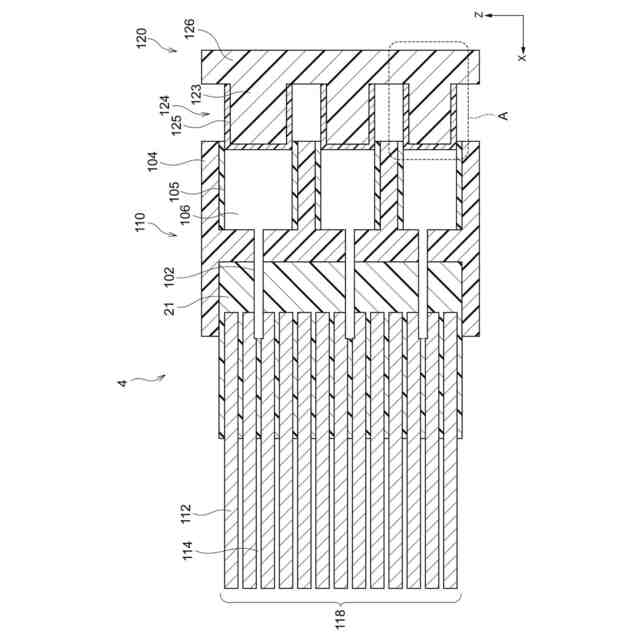
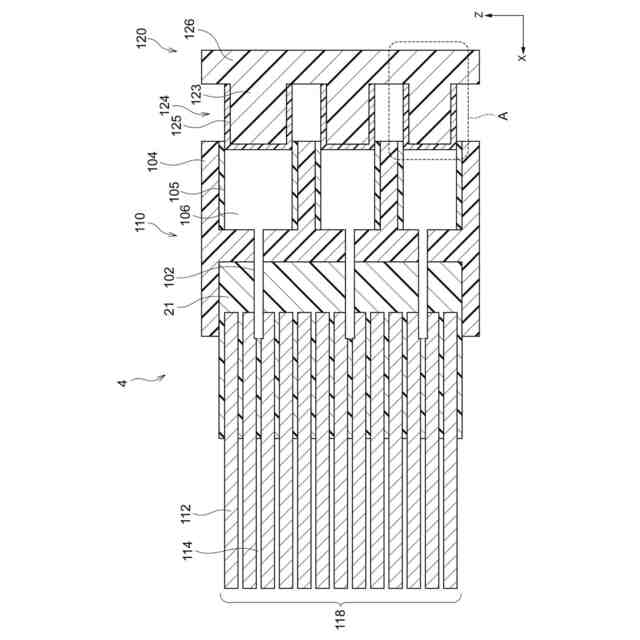
電極積層体の一端部における注液口部材及び蓋部材を示す概略図である。
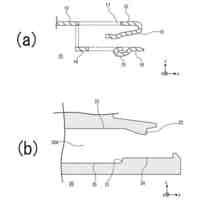
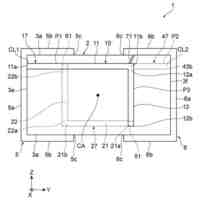
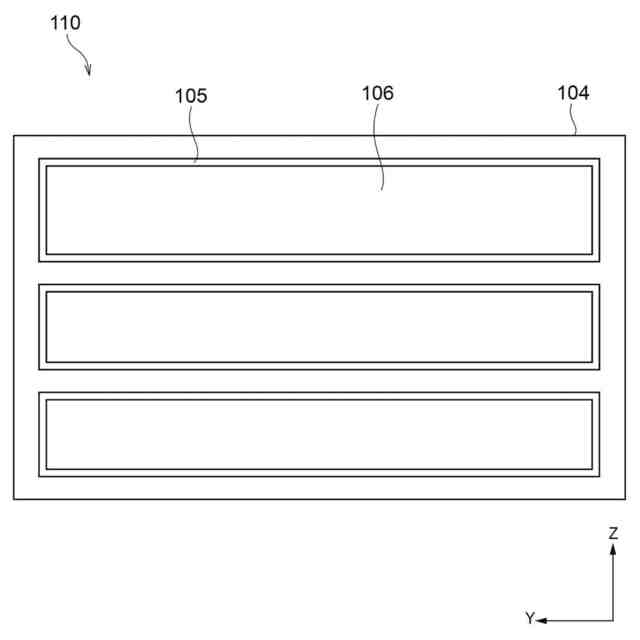
注液口枠の一例を示す概略正面図である。
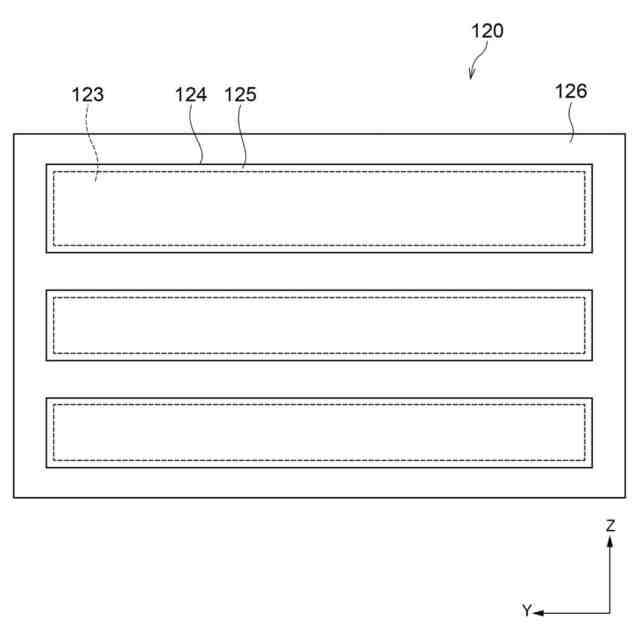
蓋部材の一例を示す概略正面図である。
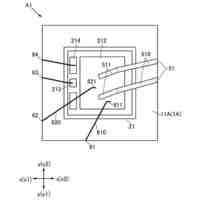
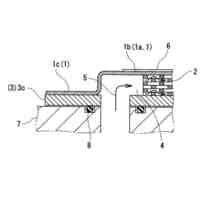
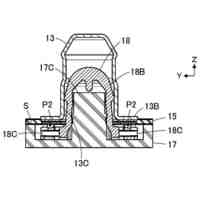
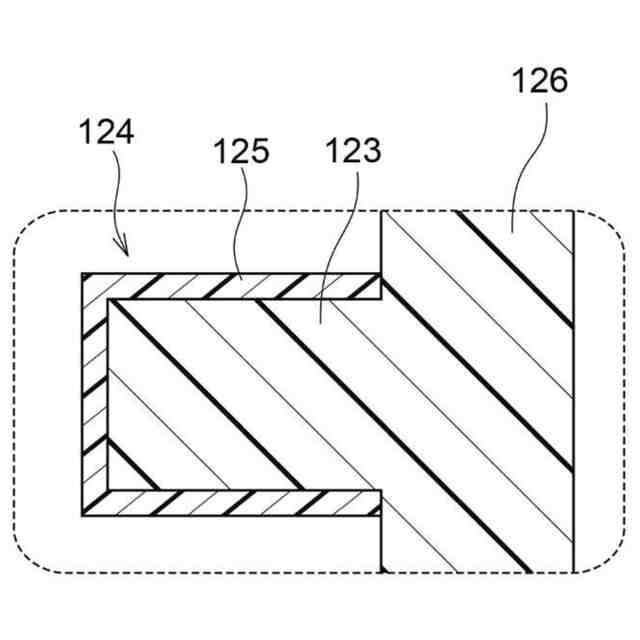
図2における点線部分Aを拡大した蓋部材の一部を示す概略構成図である。
注液口枠をラミネートで封止する方法の一例を示す概略図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本開示に係る蓄電装置の製造方法及び蓄電装置について説明する。図中、同一又は相当部分については同一の符号を付し、同じ図面では適宜符号を省略する。
本開示において、「工程」との用語は、独立した工程だけではなく、他の工程と明確に区別できない場合であっても、その工程の所期の目的が達成されれば本用語に含まれる。
【0010】
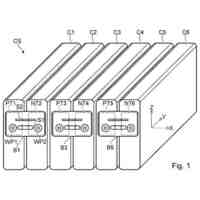
本開示に係る蓄電装置の製造方法は、複数のバイポーラ電極がセパレータを介して積層された電極積層体と、電極積層体の周縁部を封止する封止部材と、電極積層体において積層方向に隣り合うバイポーラ電極の間に収容された電解液と、を含む蓄電装置を製造する方法である。
本開示に係る蓄電装置の製造方法は、注液口を通じて内部空間に電解液を注入する注液工程と、注液工程後、注液口を封止する封止工程と、を含む。
注液工程では、隣り合うバイポーラ電極の間の内部空間に電解液を注液するための注液口及び注液口の周囲を囲う注液口枠を含む注液口部材の注液口を通じて内部空間に電解液を注入する。
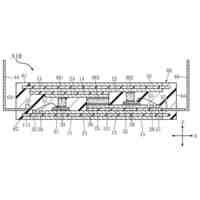
封止工程では、注液口枠の内壁に沿う形状を有する溶着部及び溶着部を支持する支持基板を含む蓋部材の溶着部を注液口部材の注液口枠内に挿入し、蓋部材の支持基板側から加熱することにより、蓋部材の溶着部と注液口枠の内壁とを溶着させて注液口を封止する。
注液口部材は、注液口枠の内壁が樹脂Lで構成され、注液口枠の内壁以外の部分が樹脂Hで構成されている。蓋部材は、溶着部の少なくとも外周面が樹脂Sで構成され、支持基板が材料Mで構成されている。
そして、樹脂L、樹脂H、及び樹脂Sのそれぞれの融点Tm又はガラス転移温度Tg、並びに封止工程における加熱温度が、下記a、b、及びcの条件を満たす。
a:樹脂Lの融点Tm又はガラス転移温度Tgが、樹脂Hの融点Tm又はガラス転移温度Tg未満
b:樹脂Sの融点Tm又はガラス転移温度Tgが、樹脂Hの融点Tm又はガラス転移温度Tg未満
c:封止工程における加熱温度が、樹脂Lの融点Tm又はガラス転移温度Tg以上、樹脂Sの融点Tm又はガラス転移温度Tg以上、及び樹脂Hの融点Tm又はガラス転移温度Tg未満
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
安全なNAS電池
21日前
東レ株式会社
多孔質炭素シート
16日前
エイブリック株式会社
半導体装置
18日前
エイブリック株式会社
半導体装置
18日前
キヤノン株式会社
電子機器
16日前
ローム株式会社
半導体装置
16日前
株式会社GSユアサ
蓄電装置
24日前
東レ株式会社
ガス拡散層の製造方法
16日前
ニチコン株式会社
コンデンサ
9日前
ニチコン株式会社
コンデンサ
9日前
株式会社ティラド
面接触型熱交換器
8日前
オムロン株式会社
電磁継電器
25日前
株式会社ヨコオ
コネクタ
18日前
マクセル株式会社
配列用マスク
8日前
日本特殊陶業株式会社
保持装置
23日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電池パック
1日前
個人
多層樹脂シート電池の電流制限方法
7日前
ローム株式会社
半導体装置
17日前
矢崎総業株式会社
コネクタ
今日
ローム株式会社
半導体装置
25日前
トヨタ自動車株式会社
電池パック
1日前
TDK株式会社
アンテナ装置
9日前
日新イオン機器株式会社
気化器、イオン源
22日前
トヨタ自動車株式会社
電池管理装置
25日前
日本航空電子工業株式会社
コネクタ
1日前
日本航空電子工業株式会社
コネクタ
7日前
トヨタ自動車株式会社
セルスタック
今日
日本航空電子工業株式会社
コネクタ
7日前
日本航空電子工業株式会社
コネクタ
7日前
三菱電機株式会社
半導体装置
17日前
日本航空電子工業株式会社
コネクタ
16日前
株式会社半導体エネルギー研究所
二次電池
7日前
TDK株式会社
電子部品
24日前
TDK株式会社
電子部品
18日前
日本特殊陶業株式会社
保持部材
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ