TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025123734
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019372
出願日
2024-02-13
発明の名称
溶融亜鉛めっき鋼帯、溶融亜鉛めっき鋼帯の調質圧延方法及び溶融亜鉛めっき鋼帯の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C23C
2/26 20060101AFI20250818BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】調質圧延時における亜鉛剥離を抑制してワークロール粗度転写不良に起因する品質不良が溶融亜鉛めっき鋼帯の表面に発生するのを抑制することができる溶融亜鉛めっき鋼帯、溶融亜鉛めっき鋼帯の調質圧延方法及び溶融亜鉛めっき鋼帯の製造方法を提供する。
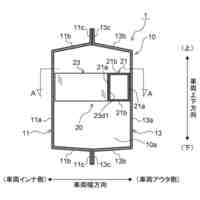
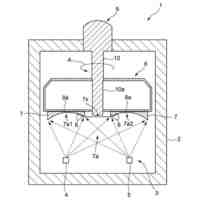
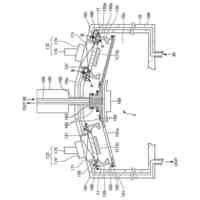
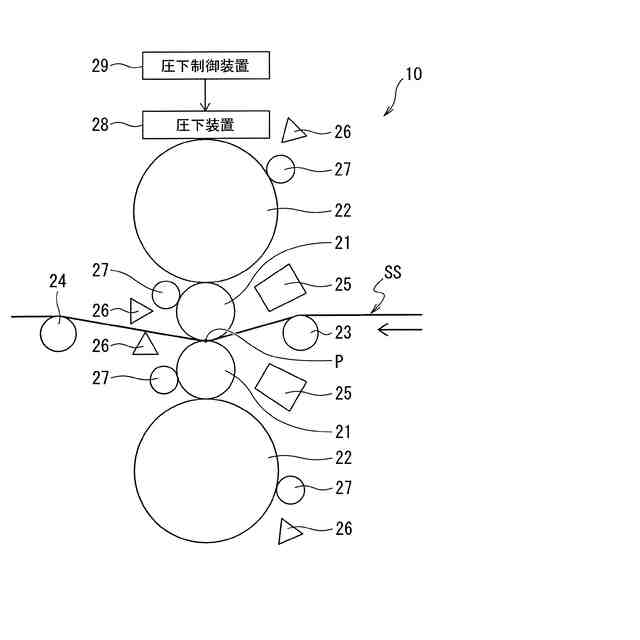
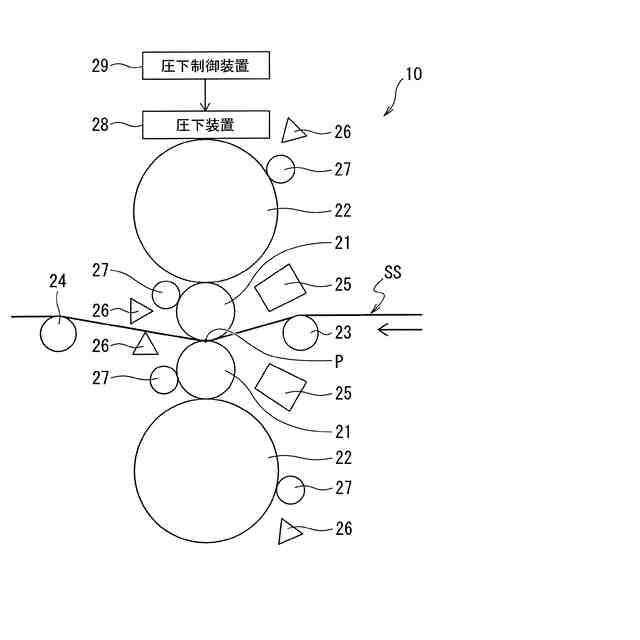
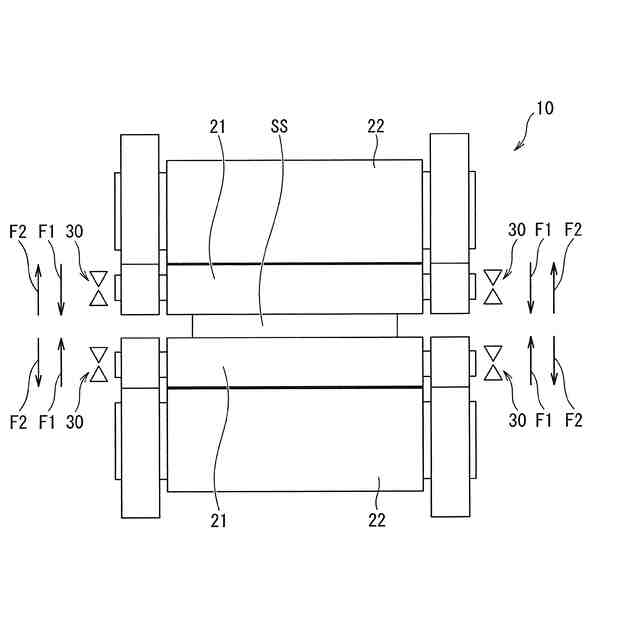
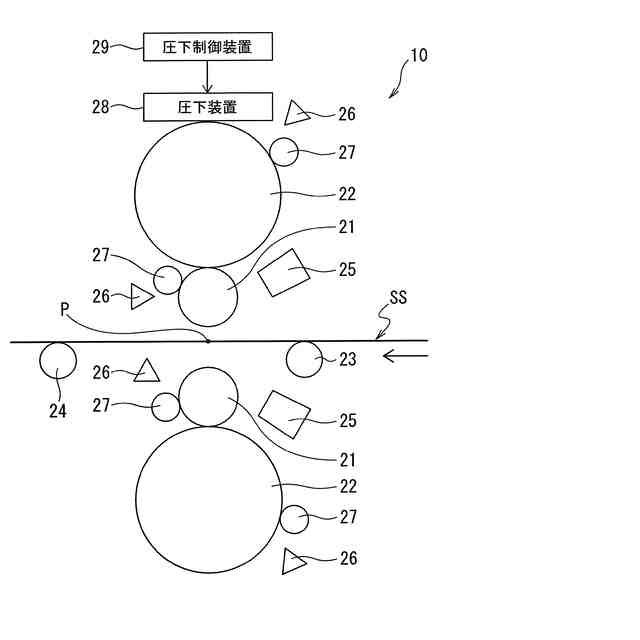
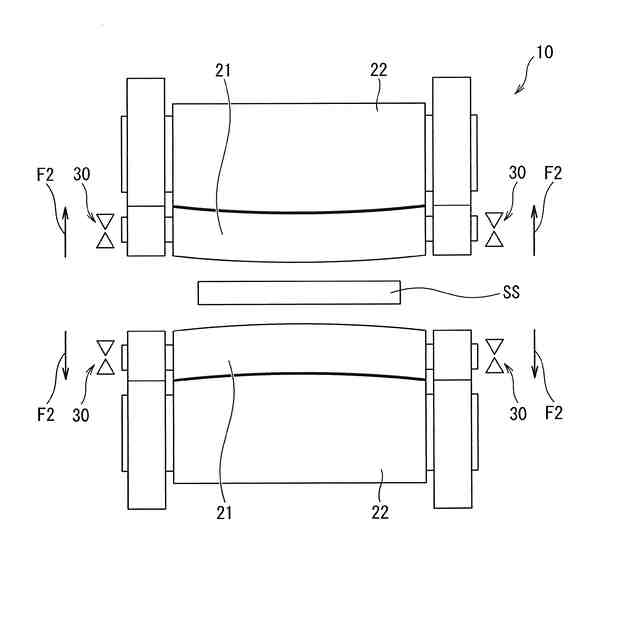
【解決手段】溶融亜鉛めっき鋼帯の調質圧延方法は、溶融亜鉛めっき鋼帯SSと接触し、両端から圧延荷重F1が掛けられて溶融亜鉛めっき鋼帯SSを圧延する上下一対のワークロール21と、ワークロール21を上下方向からそれぞれ支持する上下一対のバックアップロール22と、ワークロール21の両端に掛けられる圧延荷重F1と反対方向にベンダー荷重F2を作用させて溶融亜鉛めっき鋼帯SSの形状を制御するワークロールベンダー30とを備えた調質圧延機10を用いて、溶接点P通過時のワークロール21による圧延荷重F1を30~100tに制御して溶融亜鉛めっき鋼帯SSを圧延する。
【選択図】図2
特許請求の範囲
【請求項1】
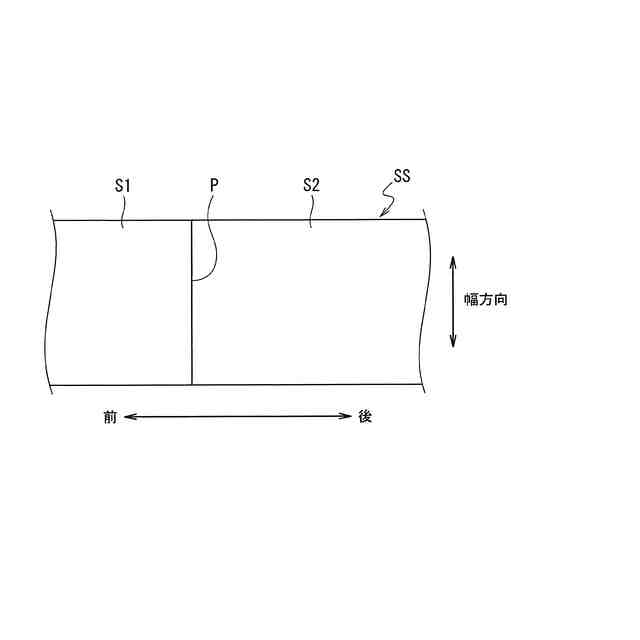
先行鋼帯の尾端と後行鋼帯の先端とを溶接点で溶接した鋼帯に亜鉛めっきを施してなる溶融亜鉛めっき鋼帯であって、
前記溶接点の前後30mの範囲において、粗度転写不良部が2個/m
2
以下であることを特徴とする溶融亜鉛めっき鋼帯。
続きを表示(約 540 文字)
【請求項2】
溶融亜鉛めっき層が非合金化亜鉛めっき層であることを特徴とする請求項1に記載の溶融亜鉛めっき鋼帯。
【請求項3】
溶融亜鉛めっき鋼帯の調質圧延方法であって、
溶融亜鉛めっき鋼帯と接触し、両端から圧延荷重が掛けられて前記溶融亜鉛めっき鋼帯を圧延する上下一対のワークロールと、該上下一対のワークロールを上下方向からそれぞれ支持する上下一対のバックアップロールと、前記上下一対のワークロールの両端に掛けられる圧延荷重と反対方向にベンダー荷重を作用させて前記溶融亜鉛めっき鋼帯の形状を制御するワークロールベンダーとを備えた調質圧延機を用いて、前記溶融亜鉛めっき鋼帯における先行鋼帯の尾端と後行鋼帯の先端との溶接点の通過時の前記上下一対のワークロールによる圧延荷重を30~100tに制御して前記溶融亜鉛めっき鋼帯を圧延することを特徴とする溶融亜鉛めっき鋼帯の調質圧延方法。
【請求項4】
請求項1又は2に記載の溶融亜鉛めっき鋼帯を製造する溶融亜鉛めっき鋼帯の製造方法であって、
溶融亜鉛めっき処理を施した溶融亜鉛めっき鋼帯を請求項3に記載の調質圧延方法により調質圧延することを特徴とする溶融亜鉛めっき鋼帯の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融亜鉛めっき鋼帯、溶融亜鉛めっき鋼帯の調質圧延方法及び溶融亜鉛めっき鋼帯の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
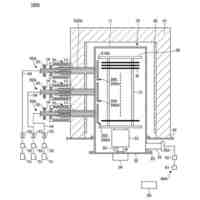
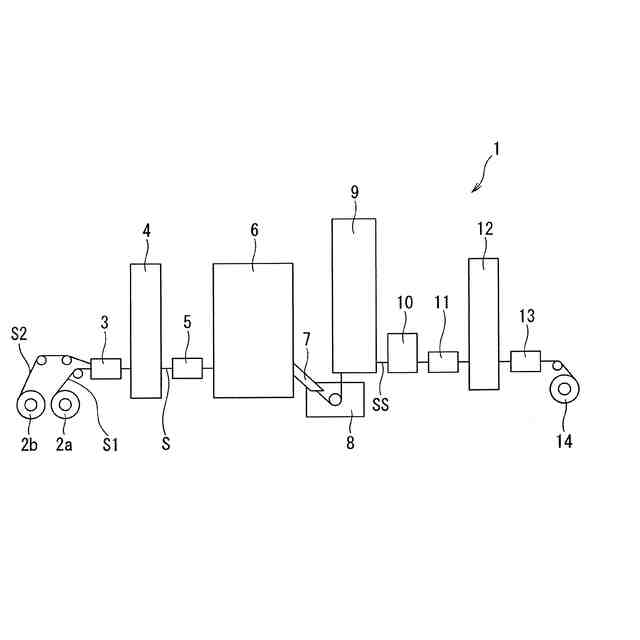
溶融亜鉛めっき鋼帯の製造設備においては、冷間圧延された先行鋼帯の尾端と後行鋼帯の先端とを溶接点で溶接した鋼帯を焼鈍炉で焼鈍し、焼鈍された鋼帯を溶融亜鉛めっき浴に浸漬した後、めっき付着量を調整して冷却し、その後、調質圧延機にて溶融亜鉛めっき鋼帯を調質圧延する。
【0003】
溶融亜鉛めっき鋼帯の調質圧延時においては、溶融亜鉛めっき鋼帯の表面の亜鉛が剥離し、調質圧延機のワークロールの表面に亜鉛が凝着する。ワークロールの表面に亜鉛が凝着した箇所は、局所的にワークロールの表面粗さが小さくなり、ワークロール粗度転写不良に起因する品質不良が溶融亜鉛めっき鋼帯の表面に発生する。この品質不良は、溶融亜鉛めっき鋼帯の表面の鋼帯長手方向に沿って周期的に複数形成される粗度転写不良部である。この粗度転写不良部は、いわゆる「ダルハゲ」と称されるものであり、ワークロールの表面に亜鉛が凝着することで、ワークロールの表面粗さが小さくなり、表面が小さな表面粗さとなっているワークロールの表面粗さが溶融亜鉛めっき鋼帯の表面に転写されて、その転写された部分の表面粗さが鏡面のような小さい欠陥を意味する。
【0004】
溶融亜鉛めっき鋼帯の表面にこの「ダルハゲ」が形成されるのを防止するには、調質圧延時における亜鉛剥離の抑制、剥離した亜鉛のワークロールの表面への凝着の阻止、及びワークロールの表面に凝着した亜鉛の除去が考えられる。
鋼表面に生成するマンガン酸化物量を所定値以下に抑制することで、ロールの表面粗度上昇を抑制するものとして、従来、例えば、特許文献1に示す缶用鋼板用原板が知られている。
【0005】
特許文献1に示す缶用鋼板用原板は、調質圧延前の鋼板表面のマンガン酸化物量が2mg/m
2
以下としたものである。
特許文献1に示す缶用鋼板用原板によれば、調質圧延前の鋼板表面のマンガン酸化物量を2mg/m
2
以下とすることにより、ロールにピックアップされるマンガン酸化物の量を抑制し、ロールの表面粗度上昇を抑制して、調質圧延時の缶用鋼板用原板の表面粗度を安定的に制御することができる。
【0006】
また、ワークロール表面に付着する亜鉛粉等の異物によって溶融亜鉛めっき鋼帯が損なわれることを防止するものとして、従来、例えば、特許文献2に示す溶融亜鉛めっき鋼帯の調質圧延方法が知られている。
【0007】
特許文献2に示す溶融亜鉛めっき鋼帯の調質圧延方法は、溶融亜鉛めっき鋼帯を調質圧延するにあたり、ワークロール表面に200~500kg/cm
2
の高圧流体を吹き付けるものである。
【0008】
特許文献2に示す溶融亜鉛めっき鋼帯の調質圧延方法によれば、ワークロール表面に200~500kg/cm
2
の高圧流体を吹き付けることによって、ワークロールに目詰まりする亜鉛粉等の異物を除去することができ、ワークロール表面に付着する亜鉛粉等の異物によって溶融亜鉛めっき鋼帯が損なわれることを防止することができる。
【先行技術文献】
【特許文献】
【0009】
特開平2011-140682号公報
特開平2003-285114号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、これら従来の特許文献1に示す缶用鋼板用原板及び特許文献2に示す溶融亜鉛めっき鋼帯の調質圧延方法にあっては、以下の課題があった。
即ち、特許文献1に示す缶用鋼板用原板の場合、ロールにピックアップされるマンガン酸化物の量を抑制することはできるが、ワークロールの表面に亜鉛が付着することを抑制することはできない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
モノパイル
3日前
JFEスチール株式会社
H形鋼の製造方法
6日前
JFEスチール株式会社
高炉の原料装入方法
6日前
JFEスチール株式会社
自動車のサイドシル構造
1日前
JFEスチール株式会社
炭酸化物含有物質の製造方法
7日前
JFEスチール株式会社
亜鉛および金属鉄の分離回収方法
3日前
JFEスチール株式会社
オーダ充当支援装置及びオーダ充当支援方法
7日前
JFEスチール株式会社
酸素化合物ガスの分解方法およびガス分解装置
2日前
JFEスチール株式会社
積層体、ガス分解装置および酸素化合物ガスの分解方法
2日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
6日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
6日前
JFEスチール株式会社
コークス炉の炉蓋部状態推定方法及び状態推定モデルの生成方法
3日前
JFEスチール株式会社
熱交換器性能推定方法、熱交換器性能推定システム、及び、出力装置
1日前
個人
フッ素樹脂塗装鋼板の保管方法
1か月前
株式会社三愛工業所
アルミニウム材
3か月前
株式会社KSマテリアル
防錆組成物
1か月前
株式会社オプトラン
蒸着装置
4か月前
日本化学産業株式会社
複合めっき皮膜
28日前
台灣晶技股ふん有限公司
無電解めっき法
1日前
日東電工株式会社
積層体の製造方法
3か月前
JFEスチール株式会社
鋼部品
1か月前
信越半導体株式会社
真空蒸着方法
3か月前
東京エレクトロン株式会社
基板処理装置
3か月前
住友重機械工業株式会社
成膜装置
2か月前
東京エレクトロン株式会社
基板処理装置
4か月前
住友重機械工業株式会社
成膜装置
1か月前
東京エレクトロン株式会社
基板処理装置
4か月前
DOWAサーモテック株式会社
浸炭方法
3か月前
川崎重工業株式会社
水素遮蔽膜
23日前
黒崎播磨株式会社
溶射用ランス
3か月前
株式会社アルバック
成膜装置、および搬送方法
1か月前
ケニックス株式会社
蒸発源装置
13日前
株式会社スリーボンド
洗浄剤組成物
4か月前
株式会社神戸製鋼所
成膜方法
1か月前
株式会社神戸製鋼所
成膜方法
4か月前
株式会社オプトラン
光学薄膜形成装置および方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ