TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120538
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015375
出願日
2024-02-05
発明の名称
二軸配向ポリエステルフィルムロールおよびその製造方法
出願人
東レ株式会社
代理人
主分類
G02B
5/30 20060101AFI20250808BHJP(光学)
要約
【課題】本発明は、高度な品位や精密性が求められる部材の製造工程用の離型フィルムとして用いた際に、当該部材の品位を高く保つことができる二軸配向ポリエステルフィルムを提供することを課題とする。
【解決手段】ニュートンリングが10個/m
2
以下である、二軸配向ポリエステルフィルムロール。
【選択図】なし
特許請求の範囲
【請求項1】
以下の観察方法で観察されるニュートンリングが10個/m
2
以下である、二軸配向ポリエステルフィルムロール。
<観察方法>
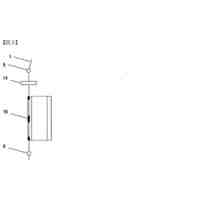
二軸配向ポリエステルフィルムロールの端面の半径をr(mm)、前記端面と同心円である半径r-30mmの円を円Оとしたときに、LEDライトで前記ロール端面に垂直な方向から前記円Оの周上に光束500lmの光を照射しながら、前記LEDライトを前記円Оの円周に沿って1周させる。その間に、二軸配向ポリエステルフィルムロールの表面に正対し、前記表面の端部から0.2m以内の領域におけるニュートンリングの個数をカウントする。同様の観察を両側の端面において行い、観察されたニュートンリングの個数を観察領域面積で割ることで1m
2
あたりのニュートンリングの個数を求める。
続きを表示(約 1,100 文字)
【請求項2】
以下の観察方法で観察される幅方向端部のカット不良欠陥が5個/m以下である、請求項1に記載の二軸配向ポリエステルフィルムロール。
<観察方法>
二軸配向ポリエステルフィルムロールから長さ100m分の二軸配向ポリエステルフィルムを除去した後、さらに長手方向に2.0mの二軸配向ポリエステルフィルムを巻き出して幅方向と平行に切断し、サンプルを得る。前記サンプルから、幅方向端部が長手方向の一辺となるように100mm(幅方向)×300mm(長手方向)の矩形の試験片を5枚切り出す。5枚の前記試験片の幅方向端部側の長辺を偏光顕微鏡にて倍率200倍でそれぞれ観察し、大きさ10μm以上のカット不良欠陥の個数の合計値を算出する。前記合計値を前記試験片の合計長さ1.5mで除して、単位長さあたりのカット不良欠陥の個数(個/m)として算出する。なお、欠点の大きさは観測された欠点の内、最も長さが長い部分とする。
【請求項3】
二軸配向ポリエステルフィルムが、平均粒径が100nm以上1000nm以下である粒子を2種類以上含み、かつ各粒子の含有量が0.05質量%以上1質量%以下である樹脂層を少なくとも片面に有する、請求項1または2に記載の二軸配向ポリエステルフィルムロール。
【請求項4】
光学部材の製造工程用の離型フィルムとして用いる、請求項1または2に記載の二軸配向ポリエステルフィルムロール。
【請求項5】
請求項1または2に記載の二軸配向ポリエステルフィルムロールを製造する、二軸配向ポリエステルフィルムロールの製造方法であって、
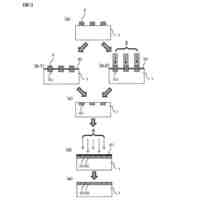
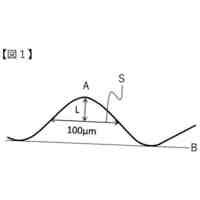
スリッターにより搬送中の二軸配向ポリエステルフィルムを長手方向と平行にスリットするスリット工程を有し、前記スリット工程において、切断手段が上刃と下刃を備え、前記上刃と前記下刃のラップ量が0.1mm以上0.3mm以下であり、前記上刃の前記下刃への接圧が15N以上20N以下であり、前記二軸配向ポリエステルフィルムの走行張力が200N/m以上300N/m以下であり、巻き取りニップ圧力が0.10MPa以上0.30MPa以下であり、切断点から100mm上流側の部分における前記二軸配向ポリエステルフィルムの厚み方向への振動量(フィルム振動量)を0.6mm以下に制御する、二軸配向ポリエステルフィルムの製造方法。
【請求項6】
前記スリット工程において、前記フィルム振動量に応じて、切断前の二軸配向ポリエステルフィルムのロール巻き出し張力、切断後の二軸配向ポリエステルフィルムのロール巻き取り張力、及び搬送ロールのドロー比率のうち少なくとも1つを制御する、請求項5に記載の二軸配向ポリエステルフィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二軸配向ポリエステルフィルムロールおよびその製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
熱可塑性樹脂フィルム、中でもポリエステルフィルムは、機械的性質、電気的性質、寸法安定性、透明性、及び耐薬品性などに優れた性質を有することから、各種用途に幅広く使用されている。特に二軸配向ポリエステルフィルムは、透明性、表面平滑性、耐熱性、寸法安定性、及び厚み均一性などの各種特性のバランスが極めて優れていることから、タッチパネルやディスプレイなどを構成する光学用フィルムや、これらを構成する部材の製造工程用フィルムとして好適である。
【0003】
近年、TV用やモバイル用のディスプレイ素材の高精細化がますます進行しており、このような用途のフィルムにおいては非常に小さな欠陥であっても、それが原因で最終製品に大きな欠陥を生じさせるケースが顕在化している。当該分野では特に、フィルム表面に付着している微小な付着物が問題となっており、その改善要望がますます強くなってきている。
【0004】
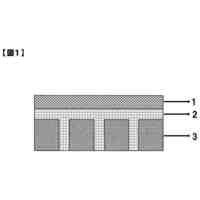
このような付着物がもたらす欠陥としては、例えば、基材である二軸配向ポリエステルフィルム表面にハードコート層を設けた光学用フィルムにおいて、二軸配向ポリエステルフィルムとハードコート層との界面に存在する付着物が光の透過を妨げることで、ディスプレイ上で偏光素子による表示が映し出されないという欠陥が挙げられる。このような付着物による欠陥の別の例としては、二軸配向ポリエステルフィルムを光学部材の製造工程において離型用途に用いた場合に、光学部材に生じる付着物由来の転写跡等が挙げられる。
【0005】
二軸配向ポリエステルフィルムロールの製造にあたっては、各種刃物等により搬送フィルムを所望の幅に切断し、巻き取って製品ロールを得る。このような切断工程を経て製造される二軸配向ポリエステルフィルムロールにおいては、切断時に搬送フィルムと各種切断用刃物との接触点においてポリエステルの微小な粉塵が発生し、これが製品ロールに巻き込まれることとなる。そのため、これらの微小な粉塵の付着を抑制するために、次のような方法が提案されている。
【0006】
付着した微小な粉塵の除去を目的として、切断部付近の搬送フィルムに風を当てて粉塵を吹き飛ばし、これを大気中で吸引する方法が知られている。但し、通常、製造工程中のロールとの擦過などにより二軸配向ポリエステルフィルムの表面は帯電しており、このような方法では一旦付着した微小な粉塵を完全に除去することは困難である。また、このような方法を用いた場合、大気中で吸引しきれなかった微小な粉塵がフィルムロールの中央部位にまで飛散して二次被害が発生することも問題となる。さらに、微小な粉塵を除去しようと強い風を当てれば、搬送フィルムが切断部で振動し、切断不良によるカット不良点(以下、端面バリということがある。)の発生、延いては微小な粉塵の発生を助長するという課題もある。
【0007】
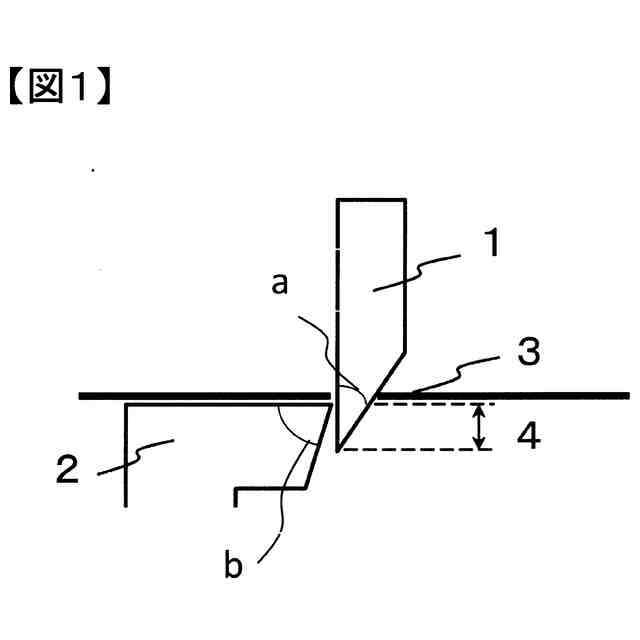
また、搬送フィルムの切断に伴う粉塵や端面バリの発生、及びそれに伴う悪影響を抑制する方法として、以下の方法が提案されている。例えば特許文献1では、上刃と下刃を一対に有する長尺シート切断用カッター刃を用い、刃の先端部のコーティング構成を特定の膜厚とする方法が提案されている。特許文献2では、搬送フィルムの切断工程での、上刃と下刃のラップ量、上刃の下刃への接圧、フィルムの走行張力を特定の範囲とするスリット方法が提案されている。特許文献3では、フィルムと下刃の抱き角を特定の範囲として搬送フィルムの振動を抑制することで、搬送フィルムの切断に伴う粉塵の発生を軽減する方法が提案されている。特許文献4では、溝付きロールを使用し、さらにカッターの刃先角度を一定範囲とすることで、搬送フィルムの切断により発生する粉塵の散乱を軽減する方法が提案されている。特許文献5では、走行中のフィルムをレーザービームでスリットすることにより、切断工程でのフィルムの割れを軽減する方法が提案されている。
【先行技術文献】
【特許文献】
【0008】
特開2005-46935号公報
特開2014-180716号公報
特開2019-5845号公報
特開2010-1131号公報
特開2010-83092号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1や2の方法のように、刃を特定の構造とすること、刃にコーティングを施して特定の膜厚とすること、走行方向の張力を特定の範囲とすること等だけでは、微細な粉塵の付着を十分に抑制することは困難であった。特許文献3の方法では、例えば光学用フィルムのような表面が高平滑なフィルムの場合、切断部で抱き角を大きくすることにより搬送フィルムの表面にキズを発生させるなどの問題があった。特許文献4に記載の方法のように、外周方向に連続した溝を有するロールを使用するスリット方法では、フィルムが片面コートフィルムである場合においては、溝付きロールとの摩擦により搬送フィルム表面に長手方向と平行なキズが発生して品位の低下に繋がるリスクがある上、微細な粉塵の発生を十分に抑えることは困難であった。また、特許文献5に記載の方法は、弾性の高いフィルムに適用するとフィルムが変形するため、アクリルフィルムのような比較的弾性の低いフィルムには適用できるものの、より弾性の高い二軸配向ポリエステルフィルムへの適用は困難であった。
【0010】
すなわち、特許文献1~5に記載の方法では、いずれも光学部材の製造工程用の離型用途のように、高度な品位や精密性が求められる部材の製造工程用の離型フィルムとして適用できる程度の品位を備えた二軸配向ポリエステルフィルムロールを得ることは困難であった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
編地
1か月前
東レ株式会社
中空回転翼
1か月前
東レ株式会社
衝撃吸収部材
2か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
積層多孔質膜
14日前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
太陽電池の製造方法
2か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
マルチフィラメント
1か月前
東レ株式会社
合成繊維の巻取装置
21日前
東レ株式会社
織物および繊維製品
17日前
東レ株式会社
炭素繊維パッケージ
2か月前
東レ株式会社
熱硬化性樹脂組成物
今日
東レ株式会社
圧電性材料の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
26日前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
ポリオレフィン微多孔膜
17日前
東レ株式会社
炭素繊維シートの製造方法
5日前
東レ株式会社
樹脂含浸繊維束の製造方法
14日前
東レ株式会社
シート状巻物製品の梱包体
1か月前
東レ株式会社
編物、繊維製品および詰め物
2か月前
東レ株式会社
有価物の分離方法及び分離装置
5日前
東レ株式会社
転写体、機能性素子の製造方法
1か月前
東レ株式会社
ポリエステル融着延伸仮撚加工糸
1か月前
東レ株式会社
プリプレグおよびその製造方法。
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東レ株式会社
ポリマーフィルムおよび二次電池
4日前
東レ株式会社
不織布およびエアフィルター濾材
2か月前
東レ株式会社
偏光板成型用ポリエステルフィルム
2か月前
東レ株式会社
織編物、衣類及び織編物の製造方法
2か月前
東レ株式会社
人工皮革、乗物用内装材、および座席
1か月前
東レ株式会社
除害装置、除害方法及び半導体製造方法
1か月前
東レ株式会社
積層体、およびモータ用電気絶縁シート
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ