TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117397
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024012214
出願日
2024-01-30
発明の名称
流体処理装置用筒状部材の製造方法
出願人
日本碍子株式会社
代理人
アクシス国際弁理士法人
主分類
B01D
53/94 20060101AFI20250804BHJP(物理的または化学的方法または装置一般)
要約
【課題】絶縁層でのピンホールの発生を抑制できる流体処理装置用筒状部材の製造方法を提供する。
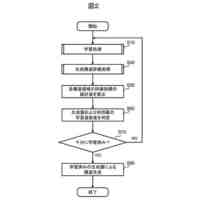
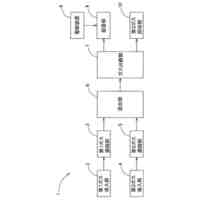
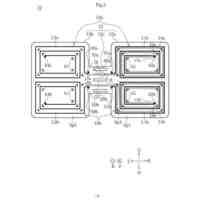
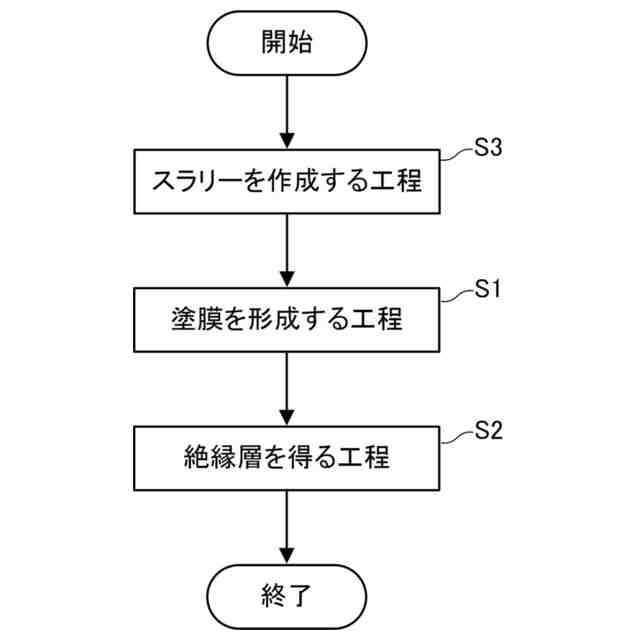
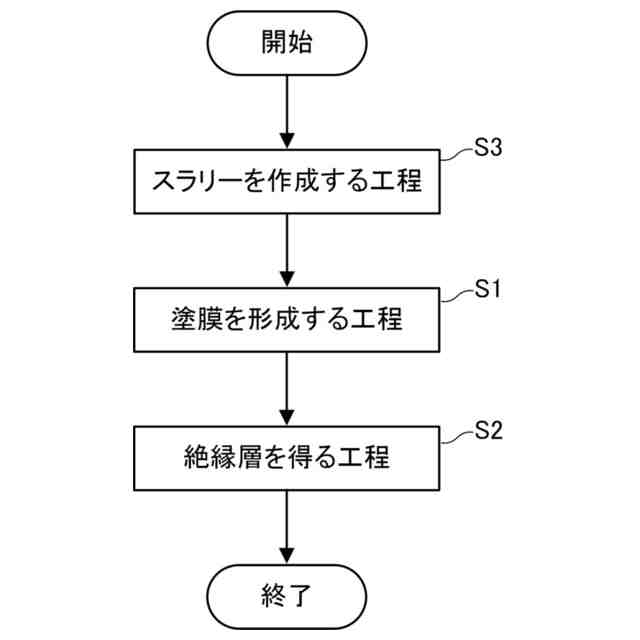
【解決手段】本発明による流体処理装置用筒状部材の製造方法は、金属製の筒状本体と筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する流体処理装置用筒状部材の製造方法であって、処理槽に溜められた絶縁層形成用塗工液に筒状本体を浸漬することで、筒状本体の少なくとも内周面に絶縁層形成用塗工液を塗工して塗膜を形成する工程(ステップS1)と、塗膜を形成した後に塗膜を焼成して絶縁層を得る工程(ステップS2)とを含み、塗膜を形成する工程において、塗膜の乾燥を挟まずに目標膜厚の塗膜を形成する。
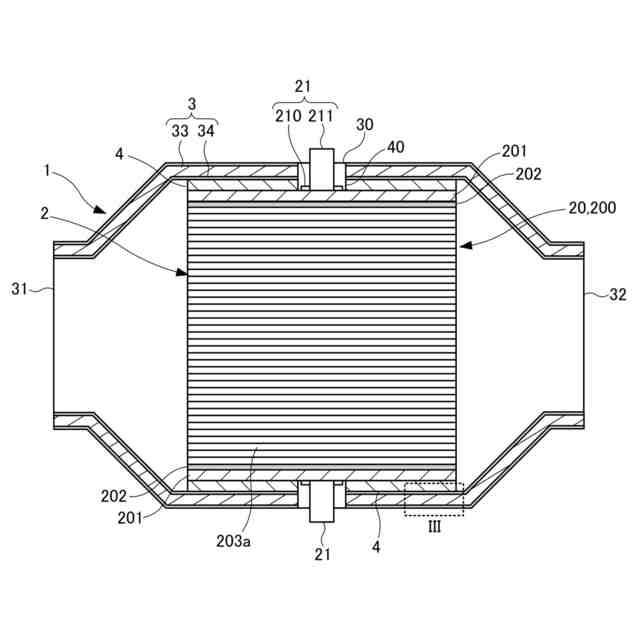
【選択図】図4
特許請求の範囲
【請求項1】
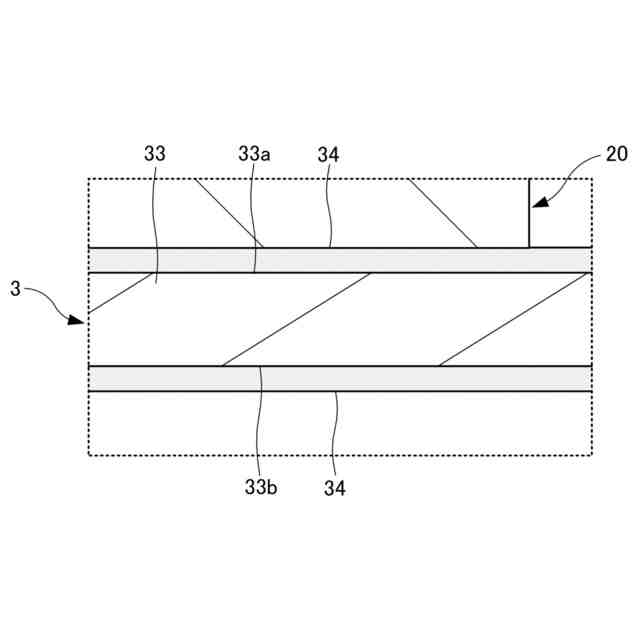
金属製の筒状本体と前記筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する流体処理装置用筒状部材の製造方法であって、
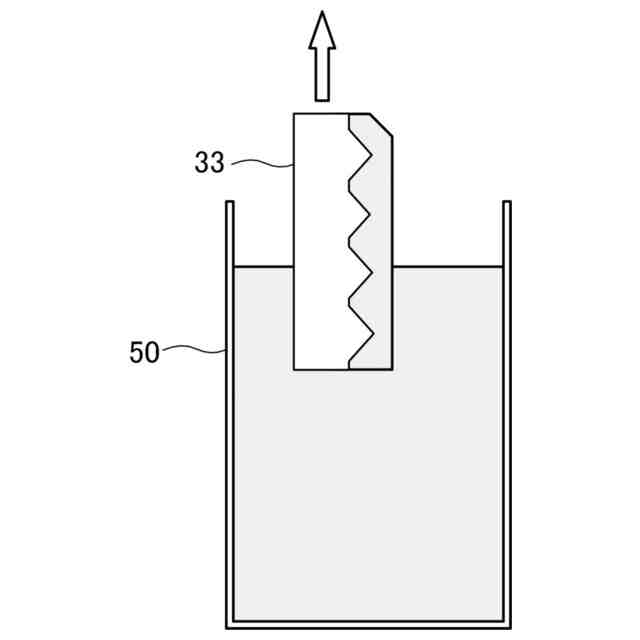
処理槽に溜められた絶縁層形成用塗工液に筒状本体を浸漬することで、前記筒状本体の少なくとも内周面に前記絶縁層形成用塗工液を塗工して塗膜を形成する工程と、
前記塗膜を形成した後に前記塗膜を焼成して前記絶縁層を得る工程と
を含み、
前記塗膜を形成する工程において、前記塗膜の乾燥を挟まずに目標膜厚の前記塗膜を形成する、
流体処理装置用筒状部材の製造方法。
続きを表示(約 410 文字)
【請求項2】
前記塗膜を形成する前に、ガラス源及び溶媒を含む前記絶縁層形成用塗工液としてのスラリーを作製する工程をさらに含み、
前記スラリーを作製する工程は、前記スラリーを篩掛けして前記ガラス源のダマを小さくすることを含む、
請求項1に記載の流体処理装置用筒状部材の製造方法。
【請求項3】
前記処理槽における前記絶縁層形成用塗工液の粘度は1dPa・s以上50dPa・s以下である、
請求項2に記載の流体処理装置用筒状部材の製造方法。
【請求項4】
前記絶縁層形成用塗工液に対する前記筒状本体の投入速度は、30mm/s以下である、
請求項3に記載の流体処理装置用筒状部材の製造方法。
【請求項5】
前記絶縁層形成用塗工液に対する前記筒状本体の引上速度は、0.1mm/s以上である、
請求項3に記載の流体処理装置用筒状部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、流体を処理するための流体処理装置に用いられる流体処理装置用筒状部材を製造するための流体処理装置用筒状部材の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
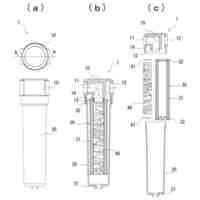
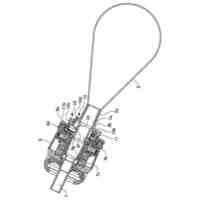
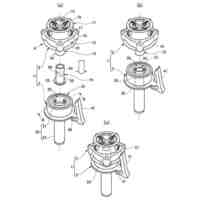
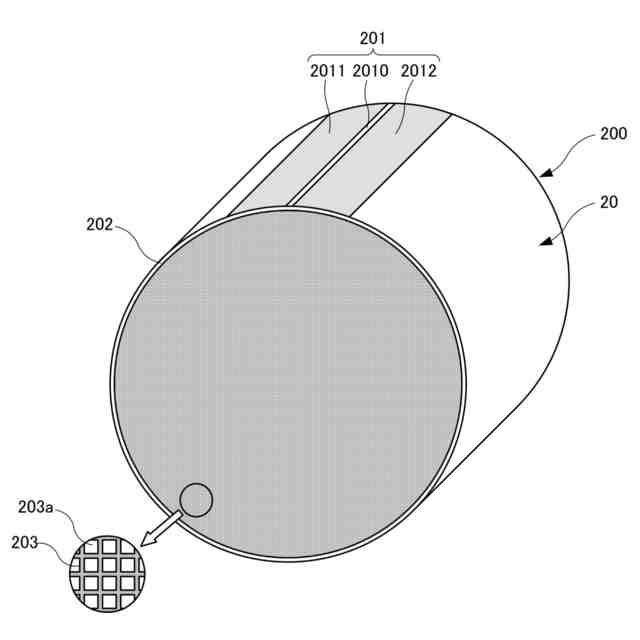
例えば自動車等において、エンジン始動時から排気ガスの浄化を高効率で行うため、通電加熱可能な流体処理装置の使用が検討されている。そのような流体処理装置は、金属製の筒状部材(キャン又は缶体)と、筒状部材の内部に配置された電気加熱式担体とを備えており、通電により電気加熱式担体を加熱して、電気加熱式担体に担持された触媒の温度を排気ガスの浄化に適した活性温度まで昇温させることができるように構成されている。
【0003】
電気加熱式担体が金属製の筒状部材と電気的に接触していると、電気加熱式担体に電圧を印加した際に筒状部材にも電流が流れ、エネルギーロスが生じる。そこで、下記の特許文献1のように、筒状部材を電気的に保護することを目的として、筒状部材内部を絶縁材で保護するという技術が知られている。特許文献1には「金属製の筒状本体と前記筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する流体処理装置用筒状部材の製造方法であって、前記筒状本体の内周面に、絶縁層形成用塗工液を噴霧して塗膜を形成する工程と、前記塗膜を焼成して前記絶縁層を得る工程と、を含み、前記噴霧は、前記筒状本体をその長さ方向を回転軸にして回転させながら行われる、製造方法」が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-141162号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
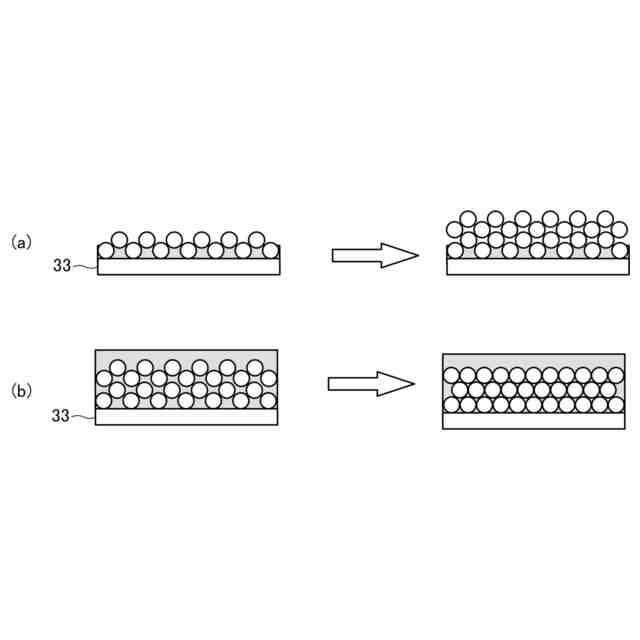
特許文献1に記載されたような方法で、絶縁層形成用塗工液の塗工とその乾燥とを繰り返しながら絶縁層形成用塗工液の重ね塗りを行って塗膜を形成したところ、塗膜の焼成後にピンホール(貫通孔)が発生し絶縁性が低下することがあった。
【0006】
乾燥をはさむ重ね塗りの場合、乾燥を経て先に形成された塗膜の表面に、後続の絶縁層形成用塗工液の水分が奪われてしまい、後続の絶縁層形成用塗工液の流動性が低下する。この流動性の低下により、塗膜の内部で粒子間に大きな隙間が発生しやすくなり、その隙間を起点として焼成時にピンホールが発生していると推測される。
【0007】
本発明は、上記のような課題を解決するためになされたものであり、その目的の一つは、絶縁層でのピンホールの発生を抑制できる流体処理装置用筒状部材の製造方法を提供することである。
【課題を解決するための手段】
【0008】
項目1.本発明は、一実施形態において、金属製の筒状本体と筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する流体処理装置用筒状部材の製造方法であって、処理槽に溜められた絶縁層形成用塗工液に筒状本体を浸漬することで、筒状本体の少なくとも内周面に絶縁層形成用塗工液を塗工して塗膜を形成する工程と、塗膜を形成した後に塗膜を焼成して絶縁層を得る工程とを含み、塗膜を形成する工程において、塗膜の乾燥を挟まずに目標膜厚の塗膜を形成する、流体処理装置用筒状部材の製造方法に関する。
【0009】
項目2.本発明は、塗膜を形成する前に、ガラス源及び溶媒を含む絶縁層形成用塗工液としてのスラリーを作製する工程をさらに含み、スラリーを作製する工程は、スラリーを篩掛けしてガラス源のダマを小さくすることを含む、項目1に記載の流体処理装置用筒状部材の製造方法に関していてよい。
【0010】
項目3.本発明は、処理槽における絶縁層形成用塗工液の粘度は1dPa・s以上50dPa・s以下である、項目1又は2に記載の流体処理装置用筒状部材の製造方法に関していてよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本碍子株式会社
電池
1か月前
日本碍子株式会社
ガスセンサ
20日前
日本碍子株式会社
ハニカム構造体
10日前
日本碍子株式会社
ハニカム構造体
25日前
日本碍子株式会社
導波素子の製造方法
2日前
日本碍子株式会社
半導体製造装置用部材
18日前
日本碍子株式会社
ハニカム構造体の電気抵抗を測定するための方法
10日前
日本碍子株式会社
微細構造材料のモデル生成方法およびモデル生成装置
1か月前
日本碍子株式会社
フォトニック結晶素子
11日前
日本碍子株式会社
半導体製造装置用部材
18日前
東レ株式会社
複合半透膜
1か月前
三洋化成工業株式会社
水処理薬剤
1か月前
日本ソリッド株式会社
屋外沈殿池
1か月前
株式会社ニクニ
液体処理装置
9日前
日本化薬株式会社
メタノール改質触媒
10日前
株式会社大善
濃縮脱水機
19日前
三機工業株式会社
ろ過装置
1か月前
株式会社フクハラ
圧縮空気圧回路
1か月前
株式会社カネカ
製造システム
26日前
株式会社カネカ
濃縮システム
1か月前
テルモ株式会社
ろ過デバイス
20日前
日本ソリッド株式会社
水中懸濁物質付着素材
18日前
株式会社切川物産
撹拌混合装置
23日前
東京理化器械株式会社
クリップ
3日前
株式会社Tornada
気泡発生装置
26日前
ヤマシンフィルタ株式会社
フィルタ装置
17日前
ノリタケ株式会社
ガス吸収シート
10日前
ダイハツ工業株式会社
二酸化炭素分解装置
18日前
株式会社キャタラー
カーボン担体材料
1か月前
浙江漢信科技有限公司
攪拌装置
24日前
株式会社福島県南環境衛生センター
処理装置
25日前
東レ株式会社
多孔中実繊維、繊維束および浄化カラム
18日前
中外炉工業株式会社
ガス発生装置及び窒化装置
19日前
株式会社インパクト
消臭剤又は消臭紙の製造方法
2日前
個人
生分解性蓄熱マイクロカプセルおよびその製造方法
18日前
靜甲株式会社
高圧損発生ユニット並びに充填装置
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ