TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025107666
公報種別
公開特許公報(A)
公開日
2025-07-22
出願番号
2024001002
出願日
2024-01-09
発明の名称
フリーピストンスターリング機関の製造方法
出願人
株式会社ツインバード
代理人
主分類
F02G
1/053 20060101AFI20250714BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】フリーピストンスターリング機関を精度よく製造可能にすること。
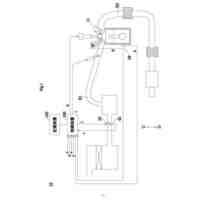
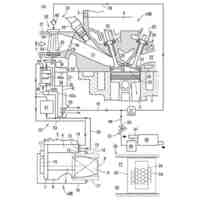
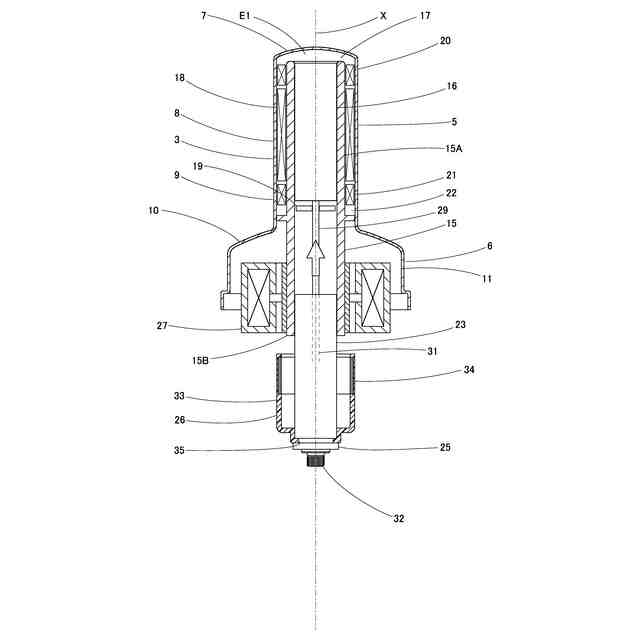
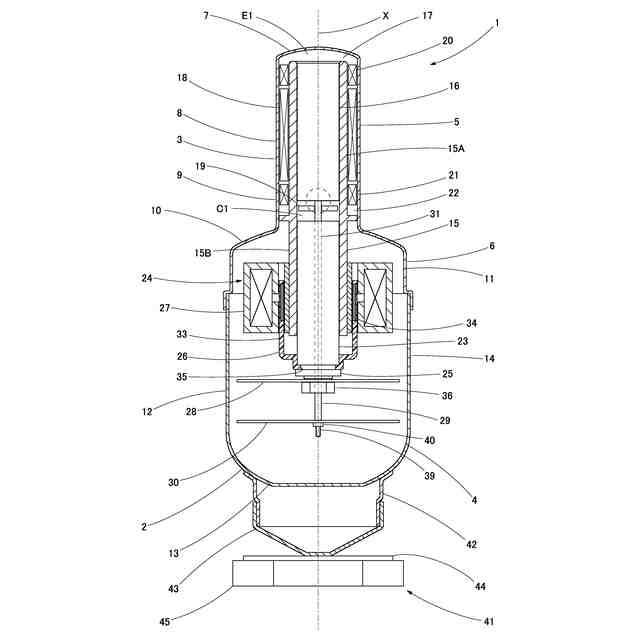
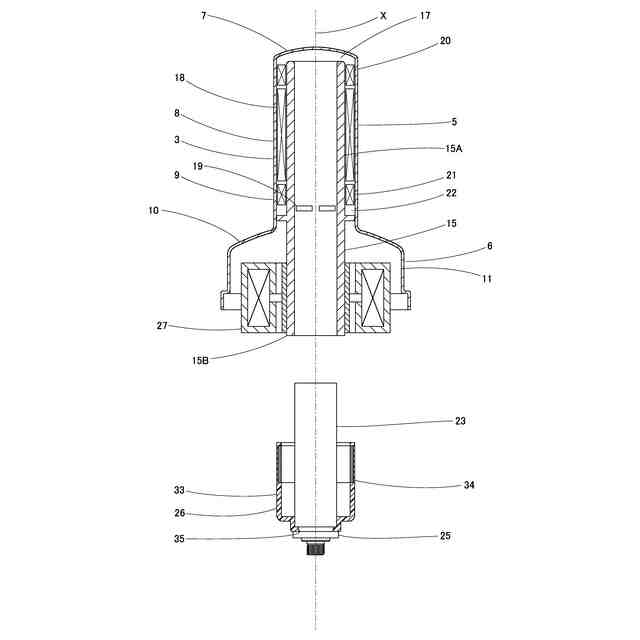
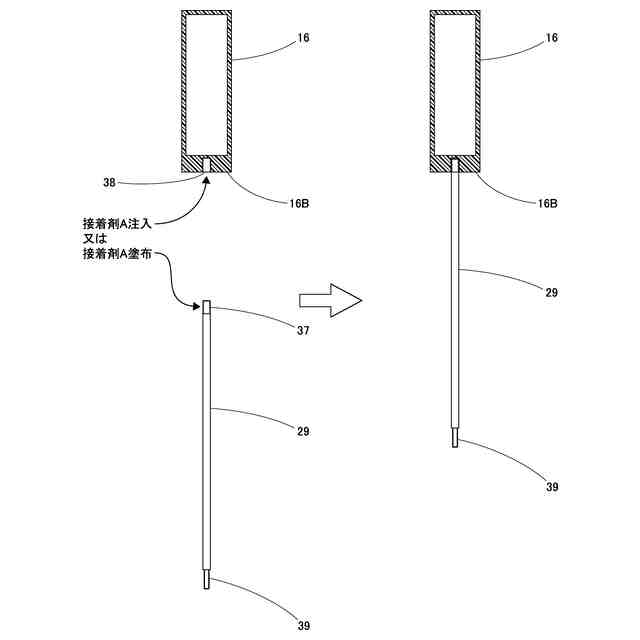
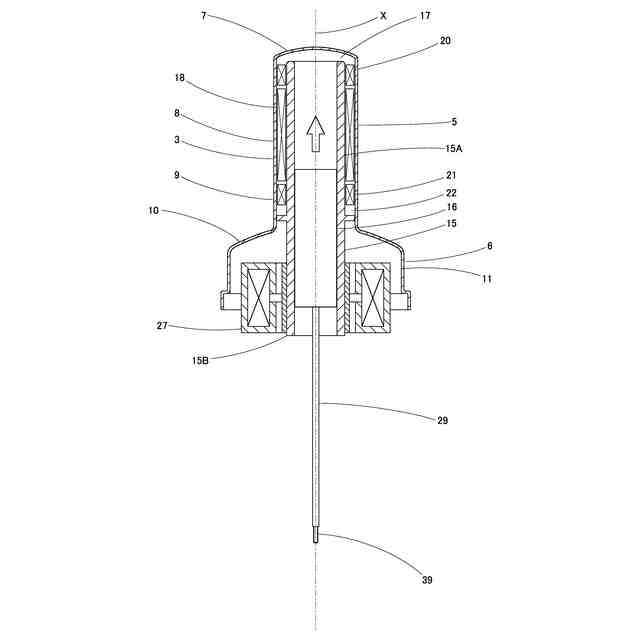
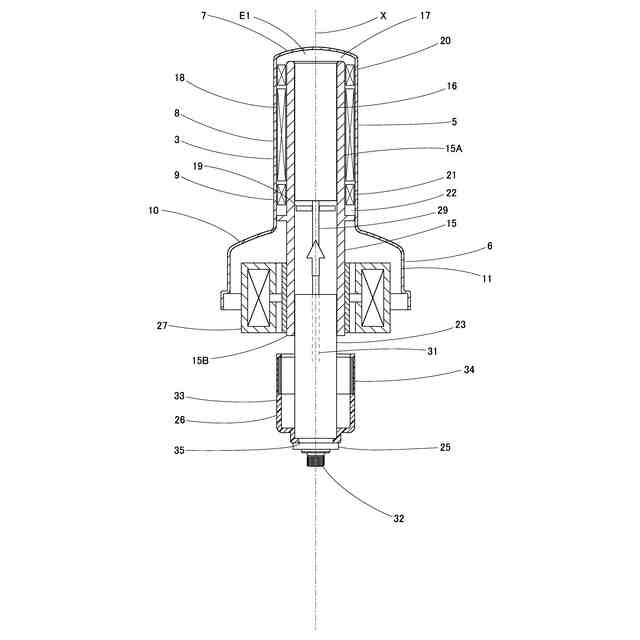
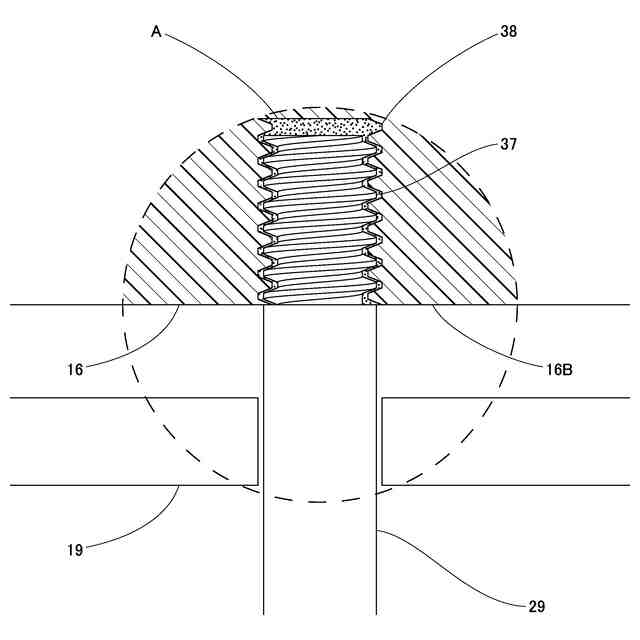
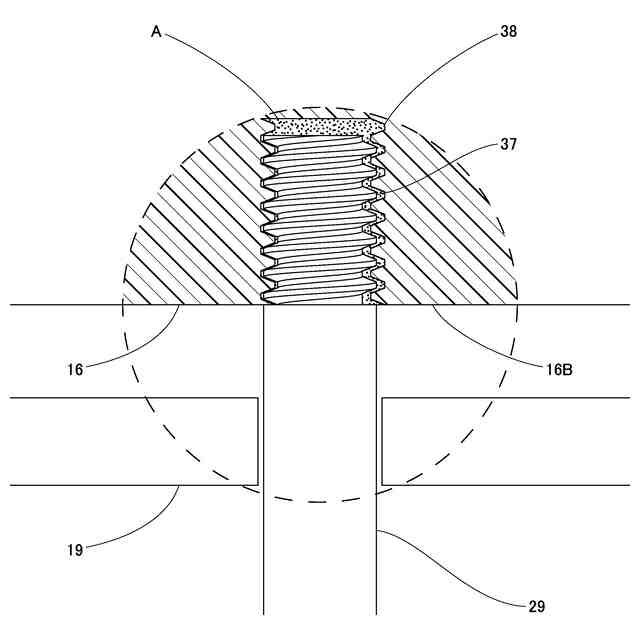
【解決手段】第一シリンダ15Aの中心軸線X方向に往復動可能なディスプレイサー16と、前記第二シリンダ15Bの中心軸線X方向に往復動可能なピストン23と、接着剤Aによって一端の第一雄ネジ部37が前記ディスプレイサー16の雌ネジ部38に固定されると共に前記ピストン23を中心軸線X方向に貫通するロッド29とを有するβ型フリーピストンスターリング冷凍機1の製造方法であり、前記第一雄ネジ部37と雌ネジ部38の間の接着剤Aが硬化する前に前記ディスプレイサー16を前記第一シリンダ15A内に挿入し、前記ロッド29が前記ピストン23を貫通するようにこのピストン23を前記第二シリンダ15B内に挿入すると共に、前記接着剤Aを前記第一シリンダ15A内で硬化させることで、前記ディスプレイサー16とロッド29を接続する。
【選択図】図5
特許請求の範囲
【請求項1】
第一シリンダと、第二シリンダと、前記第一シリンダの軸方向に往復動可能なディスプレイサーと、前記第二シリンダの軸方向に往復動可能なピストンと、接着剤によって一端が前記ディスプレイサーに固定されると共に前記ピストンを軸方向に貫通するロッドと、を有するフリーピストン型スターリング機関の製造方法において、
前記ロッドの一端と前記ディスプレイサーとの間に前記接着剤を配し、この接着剤が硬化する前に前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ロッドが前記ピストンを貫通するようにこのピストンを前記第二シリンダ内に挿入すると共に、前記接着剤を前記第一シリンダ内で硬化させることで、前記ディスプレイサーとロッドとを接続することを特徴とするフリーピストン型スターリング機関の製造方法。
続きを表示(約 2,100 文字)
【請求項2】
前記ロッドの一端と前記ディスプレイサーとの一方に雄ネジ部を、他方に雌ネジ部を形成し、これら雄ネジ部と雌ネジ部の間に前記接着剤を配し、これら雄ネジ部と雌ネジ部を軽く螺合させた後、前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ピストンを前記第二シリンダ内に挿入することを特徴とする請求項1記載のフリーピストン型スターリング機関の製造方法。
【請求項3】
前記ディスプレイサーに貫通孔を形成し、前記ロッドの一端に雌ネジ部を形成し、前記貫通孔を通して前記雌ネジ部に螺合可能な雄ネジ部を有するビスを設け、前記ディスプレイサーの貫通孔とロッドの雌ネジ部とビスの雄ネジ部との間に前記接着剤を配し、前記ビスの雄ネジ部を前記ロッドの雌ネジ部に軽く螺合させ、前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ピストンを前記第二シリンダ内に挿入することを特徴とする請求項1記載のフリーピストン型スターリング機関の製造方法。
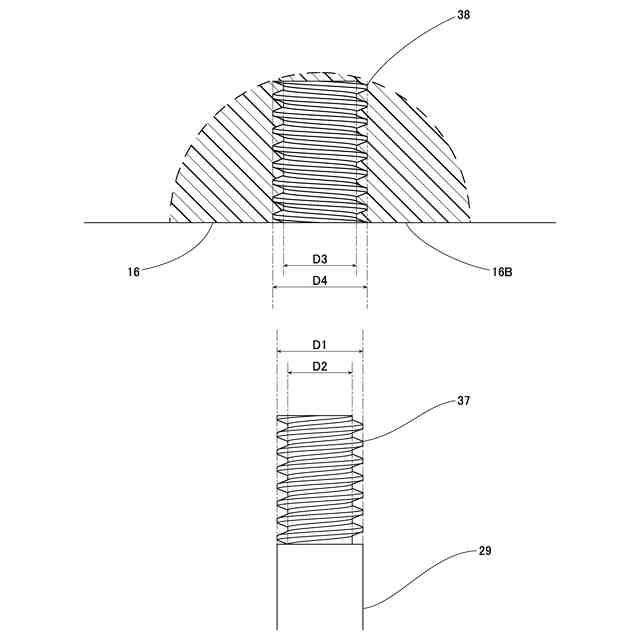
【請求項4】
前記雄ネジ部のネジ山の直径をD1、前記雄ネジ部のネジ谷の直径をD2、前記雌ネジ部のネジ山の直径をD3、前記雌ネジ部のネジ谷の直径をD4とした場合に、
(D3+D4)/2>(D1+D2)/2≧D3
となるように前記雄ネジ部と雌ネジ部を形成することを特徴とする請求項2又は3の何れか一項に記載のフリーピストン型スターリング機関の製造方法。
【請求項5】
前記雄ネジ部のネジ山の直径をD1、前記雌ネジ部のネジ山の直径をD3、前記雌ネジ部のネジ谷の直径をD4とした場合に、
D4>D1≧(D3+D4)/2
となるように前記雄ネジ部と雌ネジ部を形成することを特徴とする請求項2又は3の何れか一項に記載のフリーピストン型スターリング機関の製造方法。
【請求項6】
第一シリンダと、第二シリンダと、前記第一シリンダの軸方向に往復動可能なディスプレイサーと、前記第二シリンダの軸方向に往復動可能なディスプレイサードライブと、接着剤によって一端が前記ディスプレイサーに固定されると共に接着剤によって他端が前記ディスプレイサードライブに固定されるロッドと、を有するフリーピストン型スターリング機関の製造方法において、
前記ロッドの一端と前記ディスプレイサーとの間に前記接着剤を配し、前記ディスプレイサードライブと前記ロッドの他端との間に前記接着剤を配し、これらの接着剤が硬化する前に前記ディスプレイサーを前記第一シリンダ内に挿入すると共に前記ディスプレイサードライブを前記第二シリンダ内に挿入し、前記接着剤を前記第一シリンダ及び第二シリンダ内で硬化させることで、前記ディスプレイサーとロッドとディスプレイサードライブとを接続することを特徴とするフリーピストン型スターリング機関の製造方法。
【請求項7】
前記ロッドの一端と前記ディスプレイサーとの一方に雄ネジ部を、他方に雌ネジ部を形成し、前記ロッドの他端と前記ディスプレイサードライブとの一方に雄ネジ部を、他方に雌ネジ部を形成し、これら雄ネジ部と雌ネジ部の間にそれぞれ前記接着剤を配し、これら雄ネジ部と雌ネジ部を軽く螺合させた後、前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ディスプレイサードライブを前記第二シリンダ内に挿入することを特徴とする請求項6記載のフリーピストン型スターリング機関の製造方法。
【請求項8】
前記ディスプレイサー及びディスプレイサードライブにそれぞれ貫通孔を形成し、前記ロッドの両端に雌ネジ部を形成し、前記貫通孔を通して前記雌ネジ部にそれぞれ螺合可能な雄ネジ部を有するビスを前記雌ネジ部に対応して設け、前記ディスプレイサーの貫通孔とロッドの雌ネジ部とビスの雄ネジ部との間、及び前記ディスプレイサードライブの貫通孔とロッドの雌ネジ部とビスの雄ネジ部との間にそれぞれ前記接着剤を配し、前記ビスの雄ネジ部を前記ロッドの雌ネジ部に軽く螺合させ、前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ディスプレイサードライブを前記第二シリンダ内に挿入することを特徴とする請求項6記載のフリーピストン型スターリング機関の製造方法。
【請求項9】
前記雄ネジ部のネジ山の直径をD1、前記雄ネジ部のネジ谷の直径をD2、前記雌ネジ部のネジ山の直径をD3、前記雌ネジ部のネジ谷の直径をD4とした場合に、
(D3+D4)/2>(D1+D2)/2≧D3
となるように前記雄ネジ部と雌ネジ部を形成することを特徴とする請求項7又は8の何れか一項に記載のフリーピストン型スターリング機関の製造方法。
【請求項10】
前記雄ネジ部のネジ山の直径をD1、前記雌ネジ部のネジ山の直径をD3、前記雌ネジ部のネジ谷の直径をD4とした場合に、
D4>D1≧(D3+D4)/2
となるように前記雄ネジ部と雌ネジ部を形成することを特徴とする請求項7又は8の何れか一項に記載のフリーピストン型スターリング機関の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フリーピストンスターリング機関の製造方法に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、この種のフリーピストンスターリング機関としては、シリンダ(本願発明の第一シリンダに該当する)と、このシリンダの軸方向に往復動可能なディスプレイサーと、一端がこのディスプレイサーに固定されるロッドとを有するものが知られている。そして、これらのフリーピストンスターリング機関では、前記ディスプレイサーに雌ネジ部を形成し、この雌ネジ部に前記ロッドの一端に形成された雄ネジ部を螺合させることで、前記ディスプレイサーとロッドとを固定していた(特許文献1参照)。そして、前記雄ネジと雌ネジが緩まないよう、両者は接着剤によって固定されていた。なお、前記ディスプレイサーとロッドは、前記シリンダに挿入される前に、雄ネジと雌ネジを螺合させると共に接着することで、予め組み立てられた状態にしていた。
【先行技術文献】
【特許文献】
【0003】
特許第7197615号
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、例えばβ型のフリーピストンスターリング機関では、ディスプレイサーと同軸状にピストンが設けられる。従って、このようなβ型のフリーピストンスターリング機関では、ロッドとピストンの同軸度が重要になる。即ち、前記ディスプレイサーに対し前記ロッドが正確に同軸に接続されていなければ、前記ロッドが前記ピストンの貫通孔と接触してしまう虞がある。
【0005】
一方、γ型のフリーピストンスターリング機関では、前記ロッドの他端側に、ディスプレイサードライブとよばれる往復動要素が設けられると共に、このディスプレイサードライブが挿入される第二のシリンダを有する。従って、このようなγ型のフリーピストンスターリング機関では、第一のシリンダとディスプレイサーとの同軸度、及び第二のシリンダとディスプレイサードライブとの同軸度が重要になる。即ち、前記第一のシリンダとディスプレイサーが正確に同軸になるように、且つ前記第二のシリンダとディスプレイサードライブが正確に同軸になるように、前記ディスプレイサーとディスプレイサードライブが前記ロッドによって正確に接続されていなければ、前記ディスプレイサーが前記第一のシリンダに接触したり、前記ディスプレイサードライブが前記第二のシリンダに接触したりしてしまう虞がある。
【0006】
しかしながら、β型のフリーピストンスターリング機関では、前記ディスプレイサーに形成された雌ネジ部、ロッドの雄ネジ部、前記ピストンの貫通孔の寸法や角度等に公差があるため、これらを組んだ状態で前記ピストンとロッドの同軸度が許容範囲外となってしまう虞があった。同様に、γ型のフリーピストンスターリング機関でも、前記ディスプレイサー及びディスプレイサードライブに形成された雌ネジ部及びロッドの雄ネジ部の寸法や角度等に公差があるため、これらを組んだ状態で前記ディスプレイサーと第一シリンダ、及びディスプレイサードライブと第二シリンダの同軸度が許容範囲外となってしまう虞があった。
【0007】
本発明は以上の問題点を解決し、フリーピストンスターリング機関を精度よく製造可能にすることを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に記載のフリーピストンスターリング機関の製造方法は、第一シリンダと、第二シリンダと、前記第一シリンダの軸方向に往復動可能なディスプレイサーと、前記第二シリンダの軸方向に往復動可能なピストンと、接着剤によって一端が前記ディスプレイサーに固定されると共に前記ピストンを軸方向に貫通するロッドと、を有するフリーピストンスターリング機関の製造方法において、前記ロッドの一端と前記ディスプレイサーとの間に前記接着剤を配し、この接着剤が硬化する前に前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ロッドが前記ピストンを貫通するようにこのピストンを前記第二シリンダ内に挿入すると共に、前記接着剤を前記第一シリンダ内で硬化させることで、前記ディスプレイサーとロッドとを接続することを特徴とする。
【0009】
また、本発明の請求項2に記載のフリーピストンスターリング機関の製造方法は、請求項1において、前記ロッドの一端と前記ディスプレイサーとの一方に雄ネジ部を、他方に雌ネジ部を形成し、これら雄ネジ部と雌ネジ部の間に前記接着剤を配し、これら雄ネジ部と雌ネジ部を軽く螺合させた後、前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ピストンを前記第二シリンダ内に挿入することを特徴とする。
【0010】
また、本発明の請求項3に記載のフリーピストンスターリング機関の製造方法は、請求項1において、前記ディスプレイサーに貫通孔を形成し、前記ロッドの一端に雌ネジ部を形成し、前記貫通孔を通して前記雌ネジ部に螺合可能な雄ネジ部を有するビスを設け、前記ディスプレイサーの貫通孔とロッドの雌ネジ部とビスの雄ネジ部との間に前記接着剤を配し、前記ビスの雄ネジ部を前記ロッドの雌ネジに軽く螺合させ、前記ディスプレイサーを前記第一シリンダ内に挿入し、前記ピストンを前記第二シリンダ内に挿入することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
内燃機関
7日前
ダイハツ工業株式会社
車両
1か月前
ダイハツ工業株式会社
制御装置
9日前
ダイハツ工業株式会社
制御装置
2日前
トヨタ自動車株式会社
内燃機関
1日前
ダイハツ工業株式会社
制御装置
1か月前
ソレイユラアラ株式会社
燃焼システム
1か月前
スズキ株式会社
内燃機関の制御装置
15日前
ダイハツ工業株式会社
内燃機関
4日前
トヨタ自動車株式会社
車両の制御装置
9日前
本田技研工業株式会社
鞍乗型車両
23日前
東洋電装株式会社
スロットル装置
14日前
株式会社SUBARU
エンジン制御装置
1か月前
ダイハツ工業株式会社
燃料供給システム
1か月前
トヨタ自動車株式会社
内燃機関の制御装置
9日前
トヨタ自動車株式会社
内燃機関の吸気構造
3日前
トヨタ自動車株式会社
内燃機関の制御装置
1か月前
トヨタ自動車株式会社
内燃機関の制御装置
1か月前
トヨタ自動車株式会社
エンジンの制御装置
3日前
トヨタ自動車株式会社
車両の制御装置
1か月前
株式会社SUBARU
ポンプの固着防止装置
16日前
トヨタ自動車株式会社
車両の制御装置
9日前
トヨタ自動車株式会社
エンジン異常診断装置
1か月前
Astemo株式会社
エンジン制御装置
1か月前
マツダ株式会社
エンジンの燃焼制御装置
1か月前
マツダ株式会社
エンジンの燃焼制御装置
1か月前
トヨタ自動車株式会社
内燃機関の制御装置
1か月前
フタバ産業株式会社
キャニスタ
1か月前
トヨタ自動車株式会社
内燃機関の制御装置
29日前
株式会社クボタ
エンジン及びエンジンの診断方法
10日前
本田技研工業株式会社
EGRバルブ制御装置
2日前
本田技研工業株式会社
EGRバルブ制御装置
2日前
トヨタ自動車株式会社
内燃機関の燃料供給装置
9日前
極東開発工業株式会社
特装車
今日
トヨタ自動車株式会社
内燃機関の燃料供給装置
1か月前
トヨタ自動車株式会社
水素エンジンの制御装置
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ