TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102829
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2025045597,2023571498
出願日
2025-03-19,2021-05-21
発明の名称
歪みを軽減するように金属ワークピースを製造するためのマウントシステム、ピン支持システム、指向性エネルギー堆積の方法及び指向性エネルギー堆積用のシステム
出願人
ノルスク・チタニウム・アーエス
,
NORSK TITANIUM AS
代理人
個人
,
個人
,
個人
主分類
B23K
37/04 20060101AFI20250701BHJP(工作機械;他に分類されない金属加工)
要約
【課題】基板上で物体、特にチタン及びチタン合金物体を指向性エネルギー堆積によって製造するためのシステムを提供する。
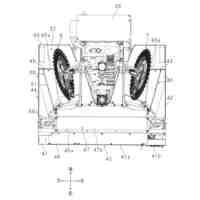
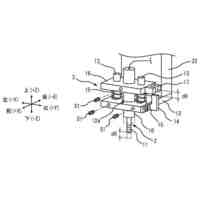
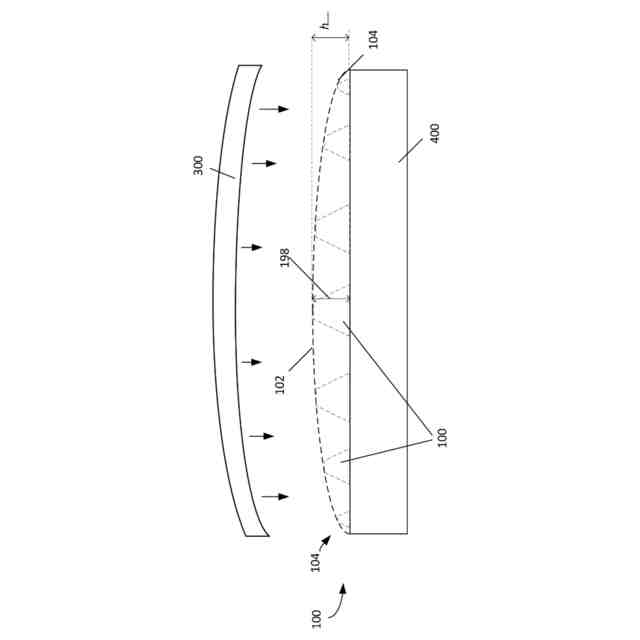
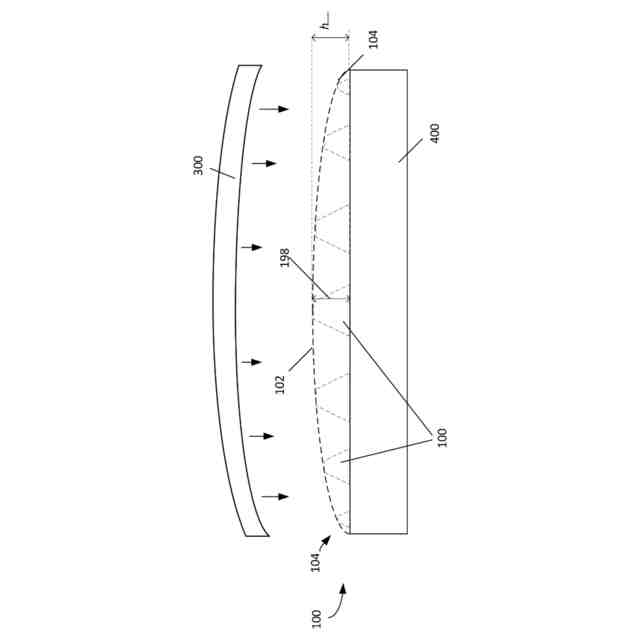
【解決手段】基板300上で物体、特にチタン及びチタン合金物体を指向性エネルギー堆積によって製造するためのマウントシステム100、並びにマウントシステム100を使用するシステム及び方法に関する。本方法は、その上で物体が製造される基板300を熱的に予備的に曲げて、予備的に曲げられた基板300を形成することと、マウントシステム100を下に横たわる支持体として使用して治具に予備的に曲げられた基板300を取り付けることと、基板300を予備加熱することと、指向性エネルギー堆積技術を使用して、予備加熱された予備的に曲げられた基板300上で物体を形成することとを含む。
【選択図】図2A
特許請求の範囲
【請求項1】
溶接治具とインターフェースするように構成された第1の側と、
湾曲プロファイルを画定し、基板とインターフェースするように構成された第2の側とを備え、前記第2の側は、
前記第2の側がインターフェースするように構成された前記基板の表面に対応するサイズの基板界面エリアと、
前記第2の側が前記基板とインターフェースするときに前記マウントシステムが前記基板と物理的に接触するように構成された基板接触エリアとを備え、
前記基板接触エリアは前記基板界面エリアの0.1~20パーセントを構成する、
マウントシステム。
続きを表示(約 1,400 文字)
【請求項2】
前記基板接触エリアによって構成される前記基板界面エリアのパーセントが、
a)0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、又は1以上、及び1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、又は20以下、
b)0.1~15、0.1~10、0.1~5、又は0.1~1の範囲内、
c)0.1~15、0.1~10、0.1~5、又は0.1~1の範囲内、
d)0.2~20、0.2~15、0.2~10、0.2~5、又は0.2~1の範囲内、
e)0.3~20、0.3~15、0.3~10、0.3~5、又は0.3~1の範囲内、
f)0.4~20、0.4~15、0.4~10、0.4~5、又は0.4~1の範囲内、
g)0.5~20、0.5~15、0.5~10、0.5~5、又は0.5~1の範囲内、
h)0.6~20、0.6~15、0.6~10、0.6~5、又は0.6~1の範囲内、
i)0.7~20、0.7~15、0.7~10、0.7~5、又は0.7~1の範囲内、
j)0.8~20、0.8~15、0.8~10、0.8~5、又は0.8~1の範囲内、又は、
k)0.9~20、0.9~15、0.9~10、0.9~5、又は0.9~1の範囲内、
である、請求項1に記載のマウントシステム。
【請求項3】
非磁性金属、又は1350℃以上の融点を有する金属をさらに含む、請求項1又は2に記載のマウントシステム。
【請求項4】
前記金属がオーステナイト系ステンレス鋼を含む、請求項3に記載のマウントシステム。
【請求項5】
前記オーステナイト系ステンレス鋼が、炭素、クロム、銅、マンガン、モリブデン、ニッケル、窒素、リン、ケイ素、又はそれらの任意の2つ以上の組み合わせを含む、請求項4に記載のマウントシステム。
【請求項6】
前記オーステナイト系ステンレス鋼が、少なくとも18%のクロムを含む、請求項4に記載のマウントシステム。
【請求項7】
前記オーステナイト系ステンレス鋼が、300系ステンレス鋼である、請求項4に記載のマウントシステム。
【請求項8】
前記オーステナイト系ステンレス鋼が、304系ステンレス鋼、309系ステンレス鋼、310系ステンレス鋼、316系ステンレス鋼、318系ステンレス鋼、321系ステンレス鋼又は330系ステンレス鋼を含む、請求項4に記載のマウントシステム。
【請求項9】
セラミックコーティングが、二酸化ジルコニウム、酸化イットリウムの添加によって安定化された二酸化ジルコニウム、酸化イットリウムアルミニウム、アルカリ土類金属ケイ酸塩、ZrV
2
O
7
、Mg
3
(VO
4
)
2
、又はそれらの組み合わせを含む、請求項1~8のいずれか一項に記載のマウントシステム。
【請求項10】
約3mm~約35mmの公称湾曲プロファイルたわみをさらに含む、請求項1~9のいずれか一項に記載のマウントシステム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、固体自由形状製造(solid freeform fabrication)としても知られる指向性エネルギー堆積積層造形プロセスを用いて製造された金属物体、特にチタン及びチタン合金物体における歪みを軽減するためのデバイス及び方法に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
チタン又はチタン合金で作られたものなどの構造金属部品は、鋳造、鍛造、又は中実ビレットからの機械加工などの従来の製造方法によって作られる。これらの技術には、しばしば、削り出される高価なチタン金属の多量の材料廃棄物、及び金属部品の製造に関連する長いリードタイムという欠点がある。
【0003】
全体的に高密度な物理的物体は、指向性エネルギー堆積法(DED:Directed Energy Deposition)、ラピッドプロトタイピング、ラピッドマニュファクチャリング、レイヤードマニュファクチャリング(layered manufacturing)、アディティブレイヤーマニュファクチャリング(additive layer manufacturing)、成形金属堆積(shaped metal deposition)、又は積層造形(additive manufacturing)として知られる製造技術によって作ることができる。金属のDEDは、集束された熱エネルギーを使用して材料を溶融によって融着させて、堆積させる積層造形プロセスである。積層造形法は、ニアネットシェイプ製品を層状に積み上げるため、製造の自由度がより高く、コストを削減する可能性がある。また、同じ確立された金属合金を利用しながら、鍛造などの従来のバルク成形プロセスの材料特性と一致させることが望ましい。DEDは、補修、ラピッドプロトタイピング、及び少量/多量の部品製造に使用される。
【0004】
DEDシステムには、レーザービーム(LB)、電子ビーム(EB)、又はプラズマアーク(PA)、ガスタングステンアーク(GTA)、ガス金属アーク(GMA)などのアークベースのエネルギー源の1つ又は組み合わせを使用する複数のカテゴリーの機械が含まれる。DEDシステムで使用される金属原料は、通常、粉末及び/又はワイヤの形態の金属を含む。DEDは通常、不活性ガス下(例えば、アークベース又はLBシステムを使用するDED)又は真空(EBシステム)雰囲気下で実施される。これらは実際に採用されている主な方法であるが、他のエネルギー源、原料、及び雰囲気を任意に組み合わせて使用することもできる。
【0005】
残留応力は、熱的及び/又は機械的などの外部負荷がない場合でも弾性体内に存在する自己平衡応力として定義することができる。熱源が金属材料を溶融し、それぞれの新しい金属層を堆積させ、先に固化した金属層を再溶融させる局所的な加熱と冷却のサイクルにより、金属プリフォームのDED中に大量の溶接誘起残留応力が発生し、蓄積する可能性がある。加工領域近傍の不均一な熱負荷によって引き起こされる金属のDED中に発生する適合性のない弾性及び/又は塑性ひずみ場は、層積み重ね式に製造する間に複雑な熱誘起残留応力と歪みの必然的な蓄積をもたらす。熱膨張と熱収縮は、DED中に存在し得る過渡的な熱膨張と急な熱勾配の結果として発生し得る。金属のDED中の残留応力の形成と緩和は、加工ゾーンに隣接する領域で望ましくない塑性変形を引き起こす可能性があり、この変形は堆積されたままのプリフォームに持ち越される可能性がある。堆積されたままのDEDプリフォーム内に留められた残留応力は、ワークピースの公差の永久的な損失につながる可能性がある。これは、クランプ式固定プラットフォーム又は治具から解放されたときに、ワークピースが構造内に依然として存在する残留応力場を自己平衡化するためである。残留応力に誘起される変形は、より大きな構成要素ほど懸念される。DEDビルドアッププロセスに沿ってより大きな温度差が共存するためである。設計された構成要素における残留応力の不適切な分布は、すなわち破断及び疲労しやすい高引張応力の領域において、予期せぬ故障又は早期故障につながる可能性もある。応力緩和熱処理は一般的に、DED製造シーケンスによって堆積されたままのプリフォーム内に留められたままの応力を緩和するために使用される。しかしながら、公差損失は、ほとんどのDEDプロセスにおける主要な懸念事項の1つであることに変わりはない。
【0006】
金属のDED中の残留応力は、一般に、製造される部品の異なる領域が異なる熱膨張及び熱収縮のサイクルを経験するという事実に起因する。結果として生じる熱応力は、不可逆的な材料変形の不均一な分布を引き起こす可能性があり、この変形の一部は、材料が冷却された後も残る可能性があり、この結果、ワークピース内に内部の完全に自己平衡化した応力場が生じる。この自己平衡化により、歪みや反りによって幾何学的に公差から外れた金属構造が生じることがある。すべての形態のDED処理は、適切に融着した界面を達成するために、新しい堆積層の頂部(熱源に曝される)、新しく堆積した層と前の層との界面、及び/又は基板への大量の局所的な熱供給を伴う。
【0007】
一般に、DED製造プロセスでは、急速加熱を発生させるために高熱濃度の熱源が使用される。発生した熱は、降伏強度の漸減を伴う材料の熱膨張を引き起こす可能性がある。熱源により発生した熱は、粉末及び/又はワイヤ原料を溶融し、ワークピースの一部に溶接プールを形成するために利用される。この局所的に加えられるエネルギーにより、溶接エリアは、全体を通して比較的低温のままである周辺エリアに対して急激に加熱され、局所的に融着する。溶融した材料は荷重を支えないため、熱源下の応力はゼロに近い。エネルギー適用エリアから少し離れたところ、すなわち溶融プールのすぐ近くの材料やその下のビルド層では、材料は加熱の結果として膨張するが、隣接する材料やその下のより低い温度の材料によって制限され、弾性的な圧縮ひずみが生じる。その結果、熱源に隣接するエリアの応力は圧縮される。熱源に隣接するエリアの温度は高く、材料の降伏強度は低いため、これらのエリアの応力は、対応する温度における材料の降伏強度と同じくらい高くなる可能性がある。熱エネルギー源がエネルギー適用エリアから遠ざかるにつれて、加熱された溶融材料は冷却され、固体として収縮するが、収縮する金属は、隣接する下層の材料によって機械的に抑制される。冷却が継続すると、物体内の残留応力が分散され、一般的に、材料が収縮を阻止された最上層では大きな引張応力を示し、下層では平衡圧縮応力を示す。適用によっては、最上層で発生する引張応力が材料の降伏強度に近づくこともある。平衡圧縮力については、それらが含む歪みと圧縮荷重が臨界座屈荷重を超えると、金属構造部材の座屈が発生する可能性がある。
【0008】
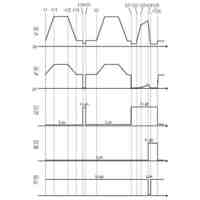
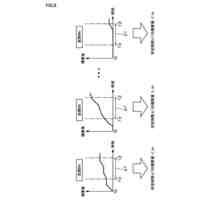
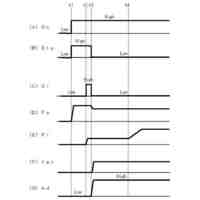
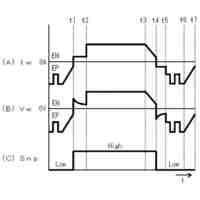
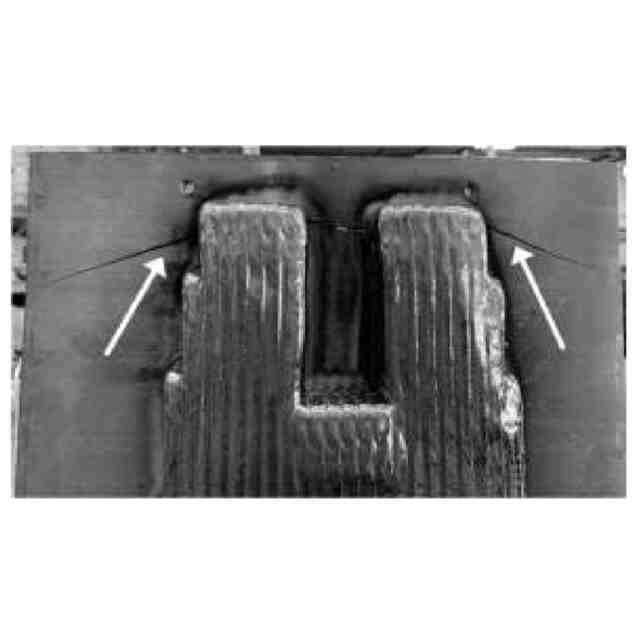
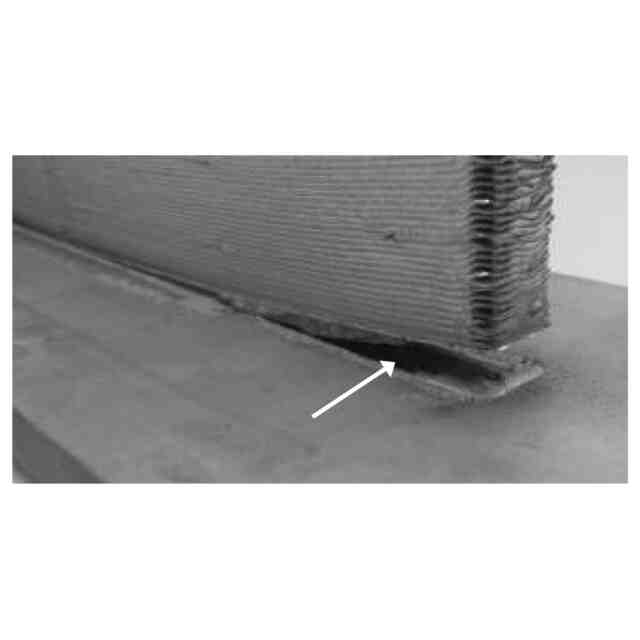
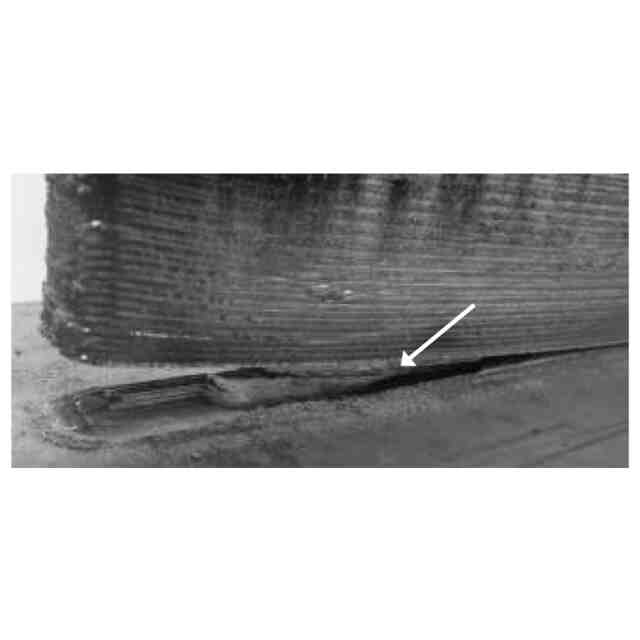
DEDプロセスの層ごとの性質のために、各連続層によって課される加熱及び冷却負荷の差は、材料の膨張と収縮との間の空間的な競争を引き起こし、最終的に、製造される物体に残留応力の蓄積をもたらす。溶融金属の高温層は、積み上げられる物体の前のより低温の層上に堆積されるため、熱源からの熱がワークピースを横切る際に、局所的に大きな熱勾配と大きな収縮が生じる可能性があり、適合性のないひずみ場によって生じる残留応力がワークピースに導入される。層の上で層を固化する間に発生する縦方向及び横方向の縮みは、堆積されたままのプリフォーム内の残留応力の蓄積を増幅する可能性がある。この応力は、材料の引張弾性率、熱膨張係数、及び冷却時の縮み率の関数である。このような適合性のないひずみから生じる応力が完成品に残り、緩和されない場合、残留応力が結合して反応し、物体の曲げ、座屈、回転など、物体の望ましくない歪みを引き起こす内部力が発生する可能性がある。従来の積層造形プロセス中に形成され得る残留応力は、時として、積層造形された物体に著しい歪み、不整合、裂け、又は応力誘起亀裂の形成を引き起こすのに十分な大きさである(図1A~1H参照)。
【0009】
成形品における応力誘導を測定する、又は予測するためにモデル化するための方法は、当該技術分野において知られている(例えば、(特許文献1)(Sidhuら(2017));(特許文献2)(Nguyenら(2018))参照)。これらの欠点に対処するために開発された先行技術は、限られた成功しか収めていない。例えば、後続層の形成前に統合された材料を塑性変形させるための溶接後高圧機械圧延が使用されてきた(例えば、Colegroveら、英国特許出願(特許文献3)(2012)参照)。(特許文献4)(Sidhuら(2015))で教示されているものなどのピーニングプロセスは、付加層で製造される部品の構築中に堆積された各金属層の歪みを緩和するのに有用であると教示されている。これらのプロセスでは、1つ又は複数の衝撃処理装置が、冷却後に堆積層の少なくとも一部を塑性変形させるために、ワークピース上の共通点をピーニングすなわち打撃するために使用される。各衝撃処理装置は、ワークピースを1回又は複数回打撃し得、最大20Hzの頻度で打撃することができる。レーザピーニングもまた、ワークピースに残留圧縮応力を付与するために使用されてきた((特許文献5)Kramerら(2014)参照)。これらの方法は、複雑な形状の部品向けにピーニング工具又は圧延工具がアクセスできないエリアの残留応力を緩和するのに適していない。また、これらの方法は、ワークピースを製造するための時間と複雑さを増加させる可能性があり、したがって、利用するには過度にコストがかかるか、又は実用的でない可能性がある。
【0010】
これらの方法はまた、層間の待ち時間を増加させ、生産性に悪影響を及ぼし、製造の自由度を制限する可能性がある。層堆積間の過度の冷却もまた、層間の温度差を増大させ、残留応力の発生をさらに悪化させる可能性がある。堆積された層を物理的に加工する方法の場合、積層プロセスにおいて最終製品の層間に汚染物が入り込む可能性があるため、工具からの汚染物も懸念される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
7日前
株式会社ダイヘン
溶接電源装置
22日前
株式会社ダイヘン
溶接電源装置
20日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
キヤノン電子株式会社
加工システム
2日前
大見工業株式会社
ドリル
15日前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
有限会社 ナプラ
ソルダペースト
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接マスク
1か月前
住友重機械工業株式会社
加工装置
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
波形抽出装置
1か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社タマリ工業
レーザ加工装置
1日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
14日前
DMG森精機株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
ワーク位置決め治具
21日前
株式会社IHI
支持機構
1か月前
株式会社MOLDINO
被覆切削工具
15日前
株式会社ジャノメ
インサート挿入装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社向洋技研
プロジェクション溶接部材
1か月前
西日本商工株式会社
熱風噴出装置
1か月前
日本アビオニクス株式会社
半田付け装置
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ