TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091426
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2025036217,2023138826
出願日
2025-03-07,2016-09-12
発明の名称
塑性加工用の金型
出願人
マクセル株式会社
代理人
個人
主分類
C25D
5/02 20060101AFI20250611BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】内部に凸部や凹部を備え、複雑で微細な構造の凹状構造を高精度で成形できる塑性加工用の金型を提供する。
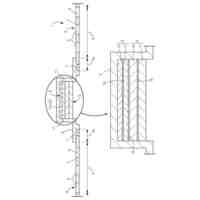
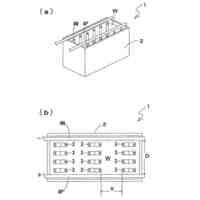
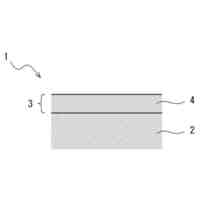
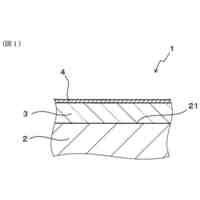
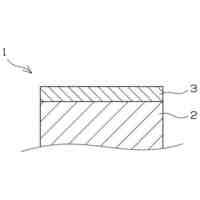
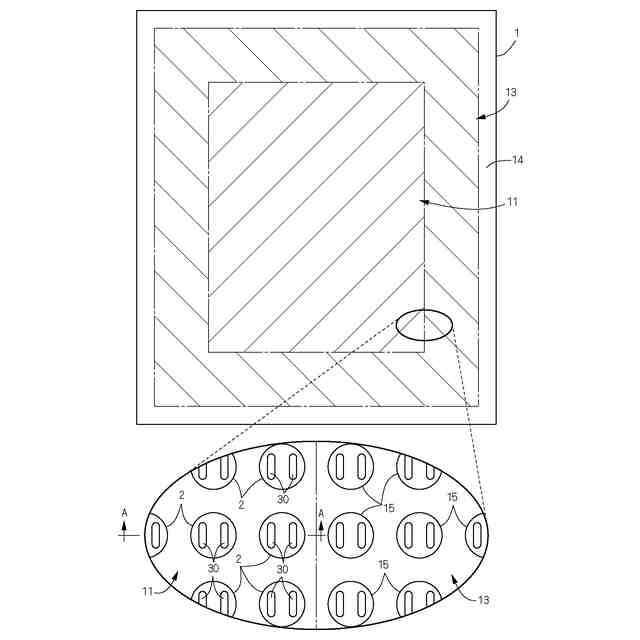
【解決手段】塑性加工用の金型は、加工対象3に凸部や凹部を備えた凹状構造4の一群を成形するための金型である。塑性加工用の金型は、基板1の上面に、凹状構造4を形成するための一群の成形凸部2が設けてある。
【選択図】図1
特許請求の範囲
【請求項1】
基板(1)の上面に、成形凸部(2)を形成して構成されている塑性加工用の金型であって、
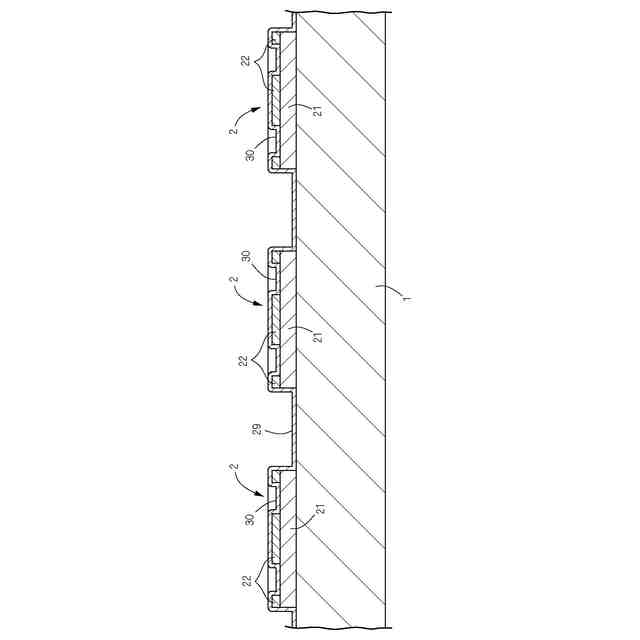
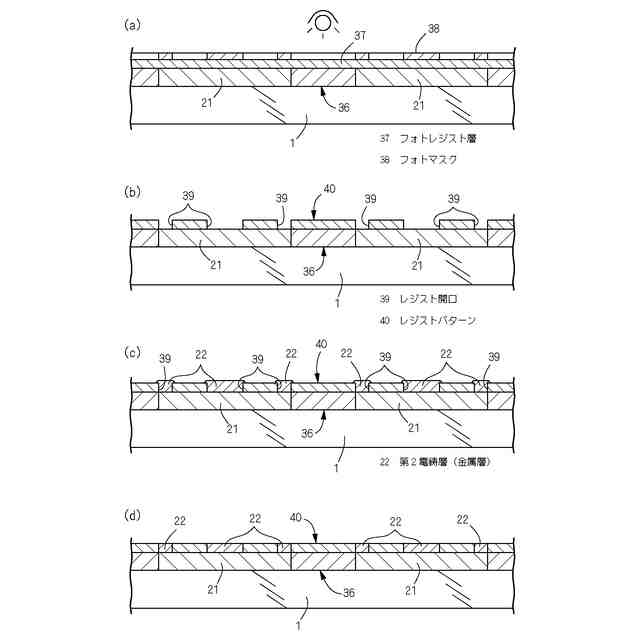
成形凸部(2)は、多段状に積層した複数の金属層で構成され、基板(1)の上面に形成される第1金属層(21)と、該第1金属層(21)の上面に形成される第2金属層(22)とを含み、
第1金属層(21)の上面における第2金属層(22)が形成される領域に、エッチング面を有し、
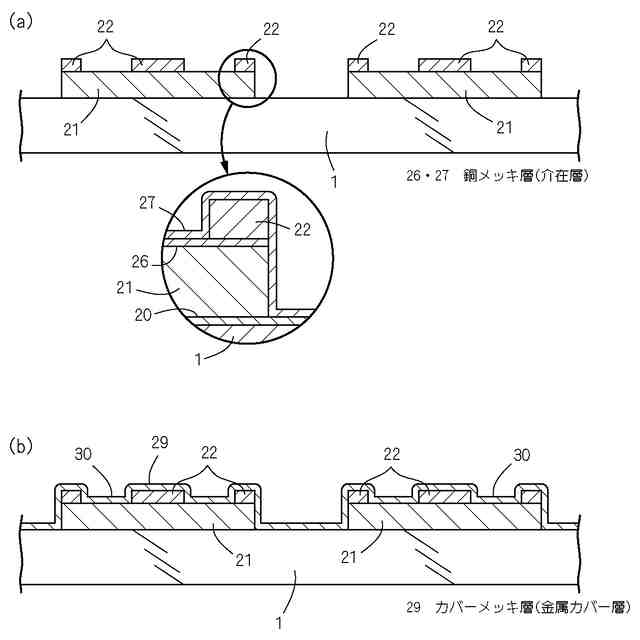
複数の金属層の上面側は、介在層を介して金属カバー層(29)で覆われていることを特徴とする塑性加工用の金型。
続きを表示(約 80 文字)
【請求項2】
第1金属層(21)の上面における介在層が形成される領域に、エッチング面を有することを特徴とする請求項1に記載の塑性加工用の金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形対象に一群の凹状構造を成形するための塑性加工用の金型、なかでも、内部に凸部や凹部を備えている複雑な凹状構造を成形するための塑性加工用の金型に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば、表面実装型のセラミックパッケージの製造方法として、基板にセラミックシートを積層したのち焼成して、片面にキャビティ(凹状構造)を備えたセラミック基板を得ることが特許文献1に開示されている。また、特許文献1には、合計4枚のセラミックシートを積層して、最下層のセラミックシートの中央に向かって階段状に凹むキャビティを形成することが開示されている。
【0003】
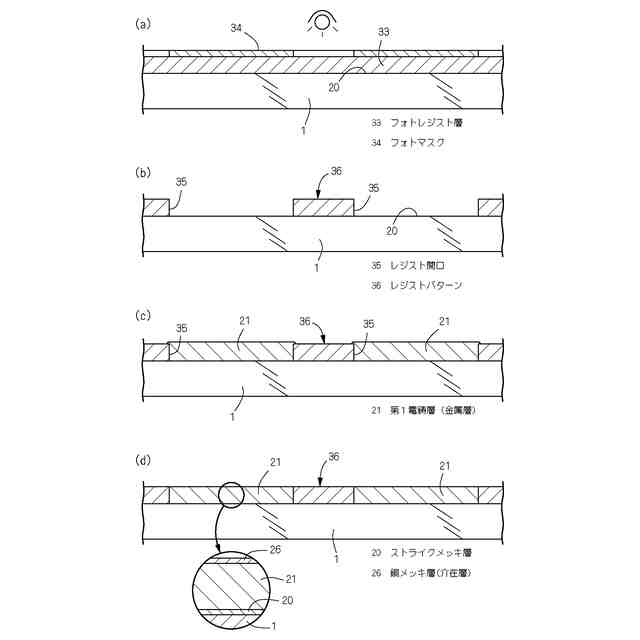
本出願人は、この種の成形金型に関して特許文献2の電鋳メタルを先に提案している。そこでは、銅合金製の基板の表面にニッケルを1次電鋳して電着層を形成し、電着層の表面に、電鋳用の開口部を備えた電着パターンをフォトリソグラフィ法によって形成する。開口部に合致する通口を備えた捨て電着用部材を別途形成しておき、捨て電着用部材を電着パターンの表面に密着した状態で、開口部および捨て電着用部材の表面にニッケルを2次電鋳する。次に、捨て電着用部材を剥離除去し、さらにパターンレジストを除去して、電着層の表面に穿孔用の凸部を形成し、凸部および電着層の表面にメッキ被膜を形成して電鋳メタルを完成する。凸部の厚みは200~300μmである。この電鋳メタルを使用することにより、グリーンシートに微小部品を搭載するための一群の孔を形成することができる。
【先行技術文献】
【特許文献】
【0004】
特開2003-158375公報(段落番号0032~0033、図1)
特開2002-180282公報(段落番号0017~0024、図1)
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、表面実装型のセラミックパッケージの小形化と、低背化(薄形化)とが促進され、その外形サイズはますます小さくなりつつある。例えば、小形化されたセラミックパッケージの縦横寸法は1.6×1.2mmしかなく、そのため装填凹部を成形するための金型は、より高度の寸法精度や位置精度を備えていることが要求される。しかし、特許文献1の多層基板の製造方法においては、焼成前のセラミックシートにパンチング加工を施して開口やビアホールを形成するため、先に述べたような微小サイズのセラミックパッケージに対応した開口やビアホールを高精度に加工することが困難になる。セラミックパッケージが小さくなるのに伴い、加工寸法に対する許容誤差寸法が極端に小さくなるが、パンチング加工用の金型では、加工時のばらつき寸法が先の許容誤差寸法より大きくなるため、要求される精度の塑性加工を行うことは極めて困難になるからである。
【0006】
その点、特許文献2の電鋳メタルでは、電鋳加工によって成形凸部を高精度に形成できるので、グリーンシートに微小部品を搭載するための一群の孔を精密に形成できる。しかし、特許文献2の電鋳メタルは、成形用凸部の厚みが一定であるため、グリーンシートに形成される孔は、凸部の外形形状に合致した一定深さの孔にしかならない。そのため、微小パーツの構造や機能に対応した凹状構造を形成することができない。詳しくは、内部に凸部や凹部を備えている複雑な凹状構造を成形することはできない。
【0007】
本発明の目的は、内部に凸部や凹部を備えている複雑で微細な凹状構造を高精度で成形できる塑性加工用の金型を提供することにある。
【課題を解決するための手段】
【0008】
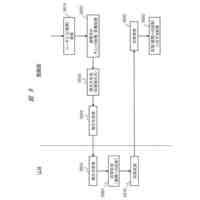
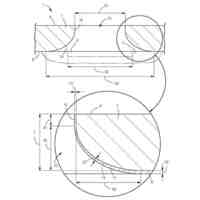
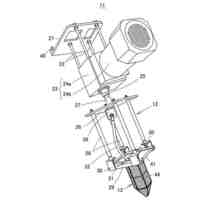
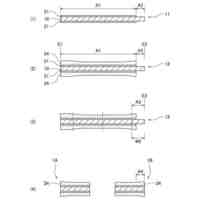
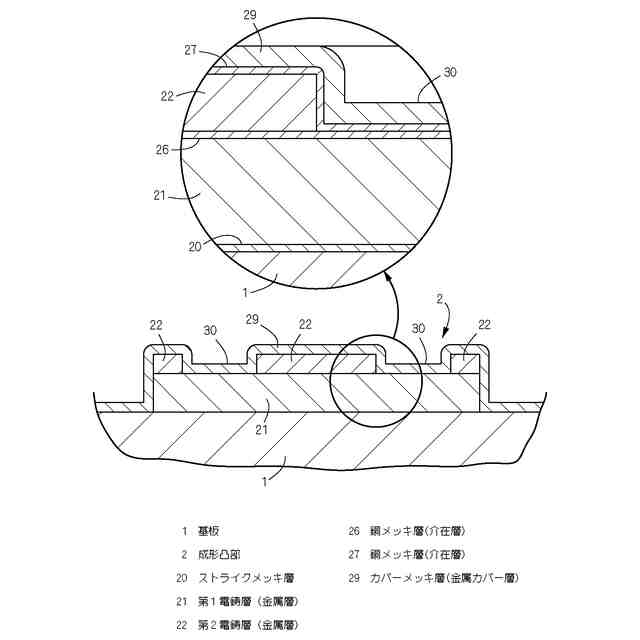
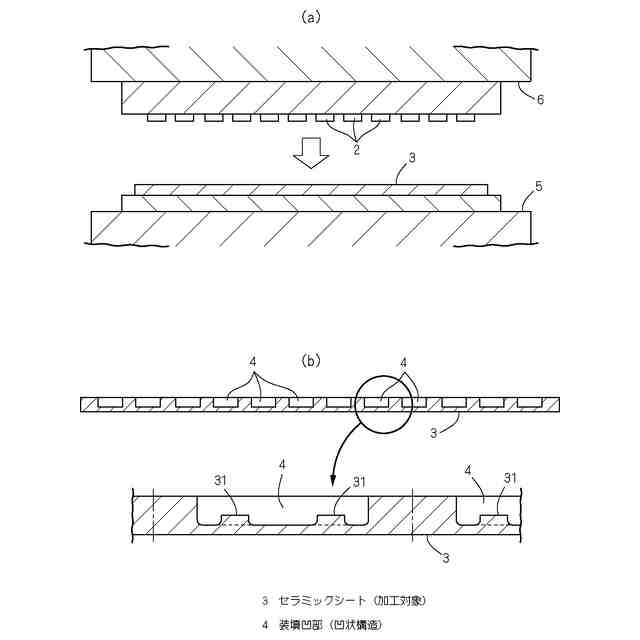
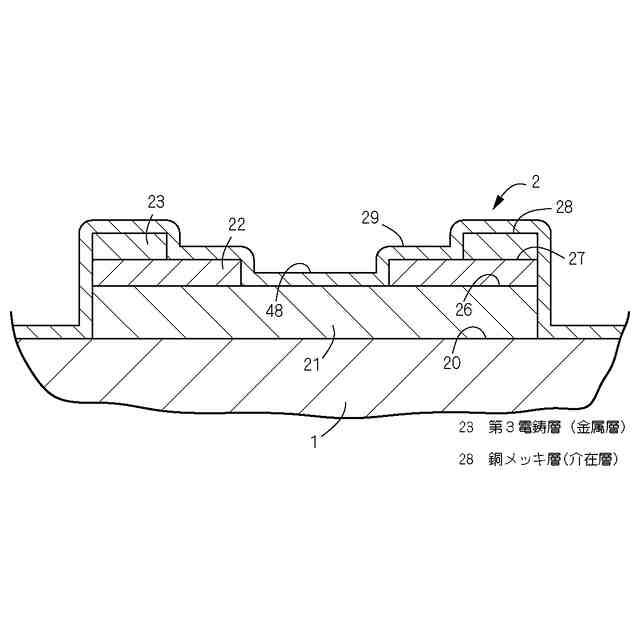
本発明に係る塑性加工用の金型は、加工対象3に凸部や凹部を備えた凹状構造4の一群を成形するための金型である。塑性加工用の金型は、金属製の基板1の上面に、凹状構造4を形成するための一群の成形凸部2が設けられて、一群の成形凸部2の表面が金属カバー層29で覆われている。図1、図14(e)に示すように、成形凸部2は、多段状に積層した複数の金属層で構成する。
【0009】
複数の金属層は電鋳層21・22・23からなる。
【0010】
複数の金属層はメッキ層51・52からなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マクセル株式会社
粘着テープ
今日
マクセル株式会社
応答出力装置
7日前
マクセル株式会社
配列用マスク
16日前
マクセル株式会社
音声信号の再生方法
16日前
マクセル株式会社
電極包装体、積層電極体及び電池
3日前
マクセル株式会社
蒸着マスク
15日前
マクセル株式会社
電子メガネ
17日前
マクセル株式会社
印刷用メタルマスク
17日前
マクセル株式会社
空間浮遊映像表示装置
2日前
マクセル株式会社
コンテンツ保護処理方法
今日
マクセル株式会社
コンテンツ保護処理方法
15日前
マクセル株式会社
アプリケーション起動方法
今日
マクセル株式会社
アプリケーション起動方法
7日前
マクセル株式会社
情報処理端末およびプログラム
15日前
株式会社島谷技研
メッキ被処理物の撹拌装置
1か月前
JFEスチール株式会社
亜鉛回収方法
1か月前
株式会社Eプラス
電気分解方法、電気分解装置
2か月前
株式会社JCU
ニッケル系合金めっき液
22日前
JX金属株式会社
金属材料
2か月前
株式会社JCU
ニッケル系合金めっき液
22日前
日本化薬株式会社
電解質膜及びそれを用いた水電解装置
25日前
住友金属鉱山株式会社
カソードの製造方法
1か月前
旭化成株式会社
電解セル構造体
22日前
ナミックス株式会社
金属部材
1か月前
三菱マテリアル株式会社
Cu多孔質部材
1か月前
株式会社豊田中央研究所
導電部材とその製造方法
1か月前
アップ カタリスト オウ
原料ガスから炭素材料を製造する方法
29日前
日本特殊陶業株式会社
電気化学システム
1か月前
三井化学株式会社
抗菌部材及び抗菌製品
8日前
いすゞ自動車株式会社
酸素生成システム
1か月前
住友重機械工業株式会社
ガス処理装置及びガス処理方法
1か月前
株式会社UACJ
金属部材の製造方法
1か月前
NTN株式会社
硬質膜形成体、機械部品、および軸受
2か月前
本田技研工業株式会社
電極転写方法及び電極の位置決め治具
1日前
住友金属鉱山株式会社
銅張積層板の製造方法
2か月前
日本特殊陶業株式会社
電解セル及び電解装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ