TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025096889
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023212864
出願日
2023-12-18
発明の名称
導電部材とその製造方法
出願人
株式会社豊田中央研究所
代理人
個人
,
個人
,
個人
主分類
C25D
7/06 20060101AFI20250623BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】種々の芯材や可溶性銅基材を素材に用いつつ、高導電率または高純度な銅めっき層で被覆された導電部材が得られる製造方法やその導電部材を提供する。
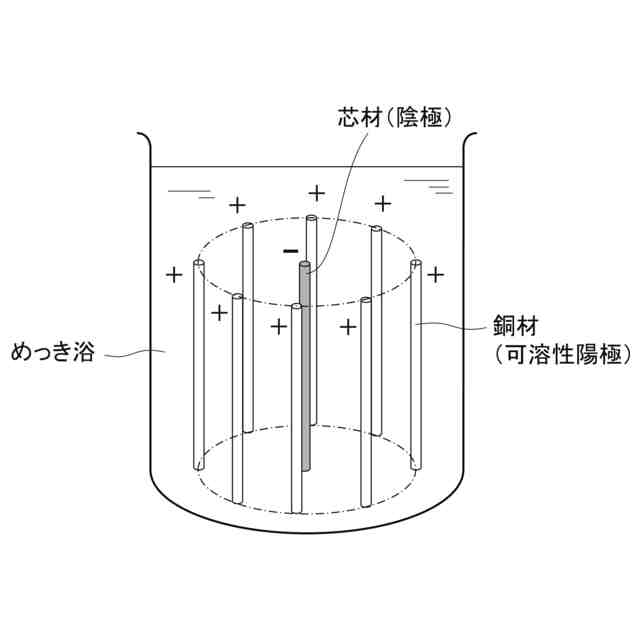
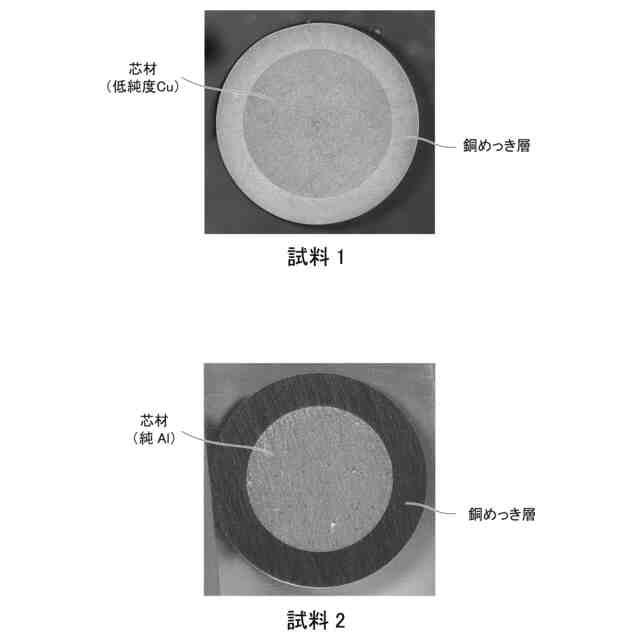
【解決手段】本発明は、芯材と、芯材の外周面を被覆する銅めっき層とを有する導電部材である。その芯材は、例えば、導電率が90%IACS以下である。その銅めっき層は、例えば、導電率が95%IACS以上である。銅めっき層は、その全体に対する銅の純度が、例えば、99.9質量%以上ある。芯材は、例えば、アルミニウム基材、鉄基材または銅基材からなる。めっき工程で用いる陽極となる可溶性銅基材は、例えば、銅の純度が40~85質量%程度のスクラップ材や再生材でもよい。
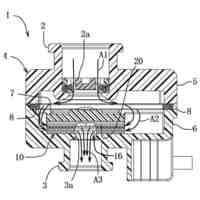
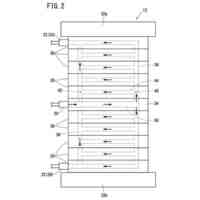
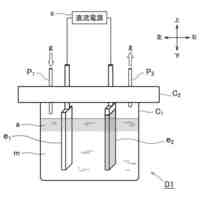
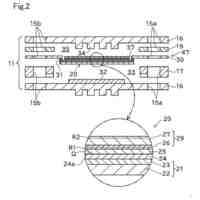
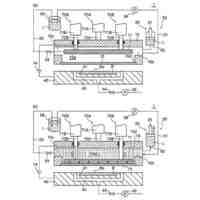
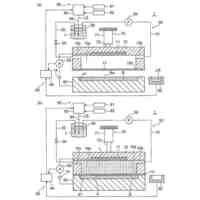
【選択図】図2
特許請求の範囲
【請求項1】
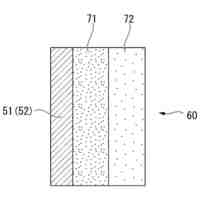
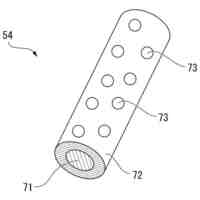
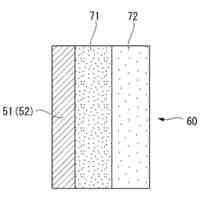
芯材と、該芯材の外周面を被覆する銅めっき層とを有する導電部材であって、
該芯材は、導電率が90%IACS以下であり、
該銅めっき層は、導電率が95%IACS以上である導電部材。
続きを表示(約 490 文字)
【請求項2】
前記銅めっき層は、その全体に対する銅の純度が99.9質量%以上ある請求項1に記載の導電部材。
【請求項3】
前記芯材は、アルミニウム基材、鉄基材または銅基材からなる請求項1に記載の導電部材。
【請求項4】
長手方向全体の平均導電率が40%IACS以上ある請求項1に記載の導電部材。
【請求項5】
前記銅めっき層は、厚さが0.05~5mmある請求項1に記載の導電部材。
【請求項6】
銅イオンを含むめっき浴に浸漬した芯材を陰極にして通電するめっき工程を備え、
請求項1~5のいずれかに記載の導電部材が得られる製造方法。
【請求項7】
前記めっき工程は、銅の純度が20~95質量%である可溶性銅基材を陽極としてなされる請求項6に記載の導電部材の製造方法。
【請求項8】
前記可溶性銅基材は、スクラップ材または再生材からなる請求項7に記載の導電部材の製造方法。
【請求項9】
前記めっき浴は、硫酸銅水溶液からなる請求項6に記載の導電部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、導電部材等に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
配線用ワイヤやコイル用巻き線等を構成する導体は、通常、その全体が純銅(無酸素銅、タフピッチ銅、りん脱酸銅等)からなることが多い。もっとも、ある金属からなる芯線材の外周面を、別な金属で被覆した被覆線も提案されており、関連する記載が下記の特許文献にある。
【先行技術文献】
【特許文献】
【0003】
特開平11-57848
特開2008-229703
特表2018-525519
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1、2は、導線の軽量化等を図れる銅被覆アルミニウム線を提案している。その銅被覆アルミニウム線は、先ず、アルミニウム線を覆う銅テープの長手方向端部を溶接するテープクラッド法や、銅パイプにアルミニウム線を挿入するパイプクラッド法により原材が製造される。被覆線は、その原材をさらに伸線加工や熱処理して、芯材であるアルミニウム線とその外周面にある被覆銅とを密着させて得られる。伸線加工等を前提とする被覆線は、その形態自由度が乏しく、被覆銅の厚み調整も難しいため、用途が限られる。また、その加工時や熱処理時に、導電率を低下させ得る金属間化合物がアルミニウム線と被覆銅の間に形成される恐れもある。さらに、銅テープや銅パイプは高純度銅自体を加工して得られるため、上述したクラッド法では低純度銅等の銅資源を有効活用できない。
【0005】
特許文献3は、銅等からなる円形ワイヤ(コア)の外周面を、銅以外の貴金属でコーティングしたシース層を有するワイヤを提案している。そのシース層は、耐食性を確保等するために設けられている薄膜(膜厚20nm程度)に過ぎず、その内側にあるコア(銅線)が通電を担っている。
【0006】
本発明は、このような事情に鑑みてなされたものであり、十分な導電性を確保しつつ、材質や形態の自由度を確保できる導電部材等を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者が鋭意研究した結果、種々の芯材の外周面を銅めっきすることで、様々な仕様に適した導電部材の提供が可能になることを着想し、これを具現化させた。この成果を発展させることにより、以降に述べる本発明が完成されるに至った。
【0008】
《導電部材》
(1)本発明は、芯材と、該芯材の外周面を被覆する銅めっき層とを有する導電部材であって、該芯材は、導電率が90%IACS以下であり、該銅めっき層は、導電率が95%IACS以上である導電部材である。
【0009】
本発明の導電部材は、導電率が大きい銅めっき層により通電が担われるため、その芯材は必ずしも高純度銅でなくてもよく、まためっき可能な形態であれば足る。このため、芯材には種々の金属材を用いることができ、その断面は一定である必要もない。このため本発明によれば、仕様、製造コスト、環境等に応じて、導電部材の多様化(材質や形態の自由度拡大)を図ることが可能となる。また、高周波数(例えば50Hz以上、100Hz以上、500Hz以上さらには1kHz以上)の通電(電力供給、通信等)がなされる場合なら、表皮効果により、銅めっき層が高導電率な導電部材は十分な性能を発揮し得る。
【0010】
《導電部材の製造方法》
本発明は、導電部材の製造方法としても把握される。例えば、本発明は、銅イオンを含むめっき浴に浸漬した芯材を陰極にして通電するめっき工程を備え、上述した導電部材が得られる製造方法でもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
有限会社 ナプラ
端子
12日前
株式会社カネカ
電解装置
24日前
株式会社ノーリツ
電解水生成装置
11日前
SMD株式会社
めっき処理装置
27日前
大同特殊鋼株式会社
触媒合金
20日前
株式会社東芝
アルマイト処理方法
5日前
本田技研工業株式会社
水電解システム
9日前
本田技研工業株式会社
水電解システム
13日前
本田技研工業株式会社
水電解システム
19日前
トヨタ自動車株式会社
水電解スタック
16日前
本田技研工業株式会社
電気化学スタック
4日前
株式会社村田製作所
電子部品及びその製造方法
1か月前
株式会社SOKEN
電解セル
27日前
睦技研株式会社
バレルめっき装置
26日前
株式会社神戸製鋼所
導電材料およびその製造方法
5日前
東京瓦斯株式会社
水電解システム
27日前
株式会社豊田中央研究所
アルミニウム電析方法
1か月前
東京瓦斯株式会社
水電解システム
27日前
東京瓦斯株式会社
水電解システム
27日前
株式会社SCREENホールディングス
前処理方法およびセル
18日前
株式会社アイシン
水電解装置
1か月前
トヨタ自動車株式会社
水電解セル、水電解スタック
1か月前
株式会社アイシン
電解システム
26日前
日本特殊陶業株式会社
固体酸化物形電解セルおよびその利用
23日前
三井化学株式会社
抗菌部材及び抗菌製品
1か月前
国立研究開発法人理化学研究所
電気化学セル
26日前
国立研究開発法人理化学研究所
電気化学セル
24日前
本田技研工業株式会社
電極転写方法及び電極の位置決め治具
1か月前
トヨタ自動車株式会社
金属皮膜の成膜方法
19日前
トヨタ自動車株式会社
金属皮膜の成膜装置
26日前
三菱重工業株式会社
水素製造プラント及び水素製造方法
1か月前
トヨタ自動車株式会社
電解質膜の煮沸方法
1か月前
東京エレクトロン株式会社
めっき処理方法及びめっき処理装置
11日前
三菱重工業株式会社
電解セル、及び電解装置
26日前
三菱重工業株式会社
電解セル、及び電解装置
1か月前
三菱重工業株式会社
電解セル、及び電解装置
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ