TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093381
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023208994
出願日
2023-12-12
発明の名称
カソードの製造方法
出願人
住友金属鉱山株式会社
代理人
個人
,
個人
主分類
C25C
7/02 20060101AFI20250617BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】内部応力が適切に除去された種板を使用したカソードを製造することができるカソードの製造方法を提供する。
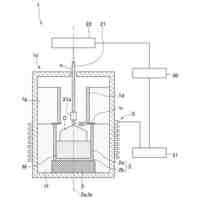
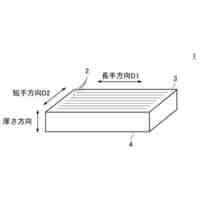
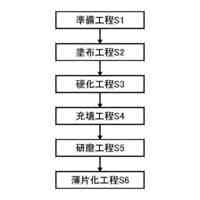
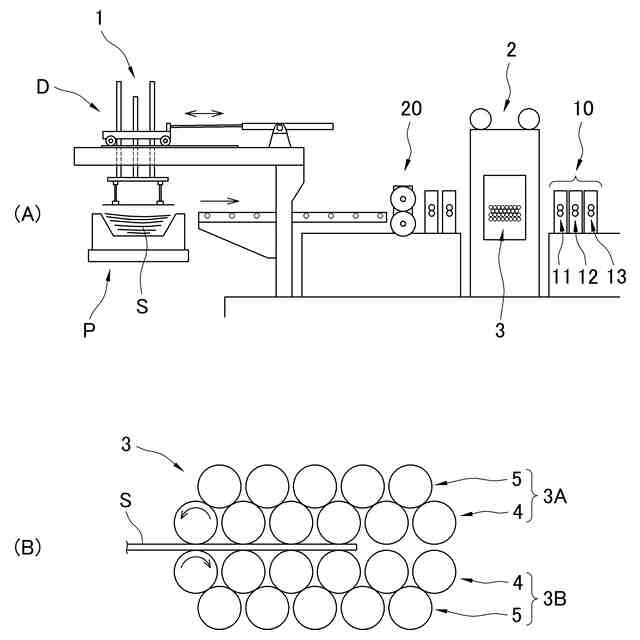
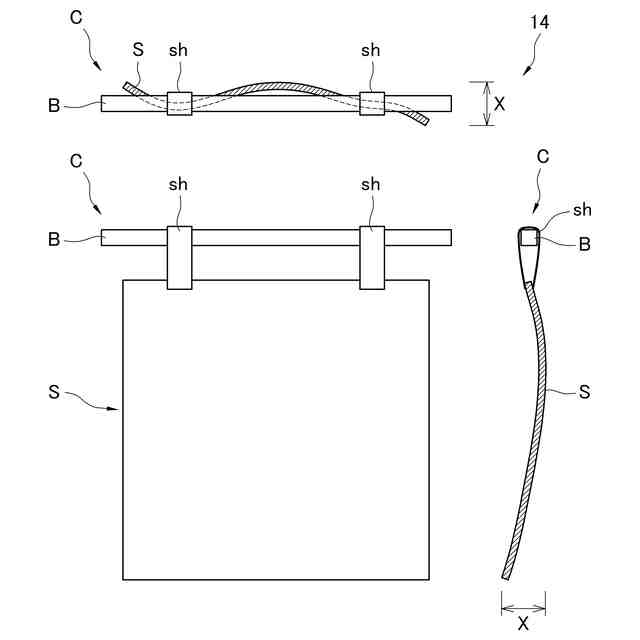
【解決手段】カソード仕上げ機1によって種板Sを有するカソードCを作製する方法であって、カソード仕上げ機1に搬入される種板Sの重量を測定する重量測定工程と、重量測定工程において重量が測定された種板Sを、カソード仕上げ機1の上下に配置されたワークローラー4を有するレベラー部3に供給し、レベラー部3の上下のワークローラー4によって種板Sを挟んで搬送しながら種板Sを厚さ方向に曲げて種板Sの内部応力を除去する内部応力除去工程と、を有しており、重量測定工程で重量が測定された種板Sをレベラー部3に供給する前に、重量測定工程において測定された種板Sの重量に基づいて、レベラー部3の上下のワークローラー4の隙間を調整するクリアランス調整工程を行う。
【選択図】図1
特許請求の範囲
【請求項1】
カソード仕上げ機によって種板を有するカソードを作製するカソードの製造方法であって、
前記カソード仕上げ機に搬入される前記種板の重量を測定する重量測定工程と、
該重量測定工程において測定された前記種板の重量に基づいて、前記カソード仕上げ機のレベラー部の上下に配置されたワークローラーの隙間を調整するクリアランス調整工程と、
前記カソード仕上げ機のレベラー部の上下のワークローラーによって前記種板を挟んで搬送しながら該種板の内部応力を除去する内部応力除去工程と、を行う
ことを特徴とするカソードの製造方法。
続きを表示(約 810 文字)
【請求項2】
前記重量測定工程では、複数枚の前記種板の重量である総重量を測定し、
該重量測定工程で測定された総重量を用いて種板一枚当たりの重量を算出し、
予め設定された基準重量と種板一枚当たりの重量とが等しい場合に設定される前記レベラー部の上下のワークローラーの隙間を基準隙間とし、
前記クリアランス調整工程では、
前記算出された種板一枚当たりの重量が前記基準重量より重い場合には、前記レベラー部の前記クリアランス調整部によって前記レベラー部の上下のワークローラーの隙間を前記基準隙間よりも広くし、前記算出された種板一枚当たりの重量が前記基準重量より軽い場合には、前記レベラー部の前記クリアランス調整部によって前記レベラー部の上下のワークローラーの隙間を前記基準隙間よりも狭くする
ことを特徴とする請求項1記載のカソードの製造方法。
【請求項3】
前記重量測定工程では、複数枚の前記種板の重量である総重量を測定し、
該重量測定工程で測定された総重量を用いて種板一枚当たりの重量を算出し、
前記クリアランス調整工程では、
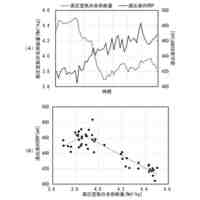
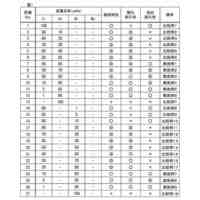
所定のカソード歪となる種板一枚当たりの重量と前記レベラー部の上下のワークローラーの隙間との関係に基づいて前記算出された種板一枚当たりの重量に合わせて前記レベラー部の上下のワークローラーの隙間を調整する
ことを特徴とする請求項1記載のカソードの製造方法。
【請求項4】
以下の多項式曲線に基づいて前記レベラー部の上下のワークローラーにおける前記種板が供給される側の隙間を調整する
ことを特徴とする請求項3記載のカソードの製造方法。
y=-0.30×x
2
+4.94×x-21.38
y:ワークローラーの隙間
x:算出された種板一枚当たりの重量
発明の詳細な説明
【技術分野】
【0001】
本発明は、カソードの製造方法に関する。さらに詳しくは、非鉄金属などの電解工程に使用されるカソードの歪を抑制するカソードの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
非鉄金属精錬の電解工程では、アノード(粗金属板)とカソードとを、電解槽に懸垂させた状態で交互に並べて電解槽の電解液に浸漬し、その状態でアノードとカソードとの間に通電することによって、カソード表面上に高純度の金属を電着させ製品を作製している。
【0003】
かかる電解工程において使用される電力は、アノードとカソードとの距離、つまり、アノードとカソードの間隔に大きく影響される。例えば、アノードとカソードの間隔を狭くすれば、電解液の電気抵抗を小さくできるので、電解工程に使用される電力を小さくできる。しかし、アノードとカソードの間隔を狭くし過ぎれば、電着が進むことによってカソードに電着した金属がアノードと接触する可能性があり、かかる接触(ショート)が生じれば、アノードからカソードに電流が直接流れて電力が空費される。かといって、アノードとカソードの間隔を広くすれば、アノードとカソードの接触は避けることができても、電解液の電気抵抗が大きくなり大きな電力を要してしまう。したがって、アノードとカソードの間隔は、ショートが生じない範囲でできるだけ狭くすることが望ましい。
【0004】
また、電解工程では、複数のアノードと複数のカソードとを交互に並べているが、アノードとカソードの間隔にバラつきがあれば、電解槽内において、アノードとカソードとの間に流れる電流にばらつきが生じる。すると、カソードに電着される金属の状態にバラつきが生じ、製品の品質にもバラつきが生じる可能性がある。したがって、アノードとカソードの間隔は均一にすることが必要である。
【0005】
しかし、アノードやカソードに曲がりやねじれが生じていれば、アノードとカソードを間隔が均一になるように並べても、曲がりやねじれが生じている部分では、アノードとカソードの間隔が狭くなったり広くなったりする。すると、間隔が狭くなっている個所では、電流が集中しアノードとカソードが当初接触していなくても、電着の進行によってショートが発生する可能性がある。一方、間隔が広くなっている個所では、カソードに十分に電着できない可能性がある。したがって、アノードとカソードの間隔を均一にするためには、アノードやカソードは、曲がりやねじれが少なくその形状(平坦度など)が整った形状、つまり、電解槽に懸垂させた状態における垂直性が高い形状とすることが望ましい。
【0006】
金属電解に用いるカソードは、カソード仕上機によって以下の工程で作製される(特許文献1~3参照)。
【0007】
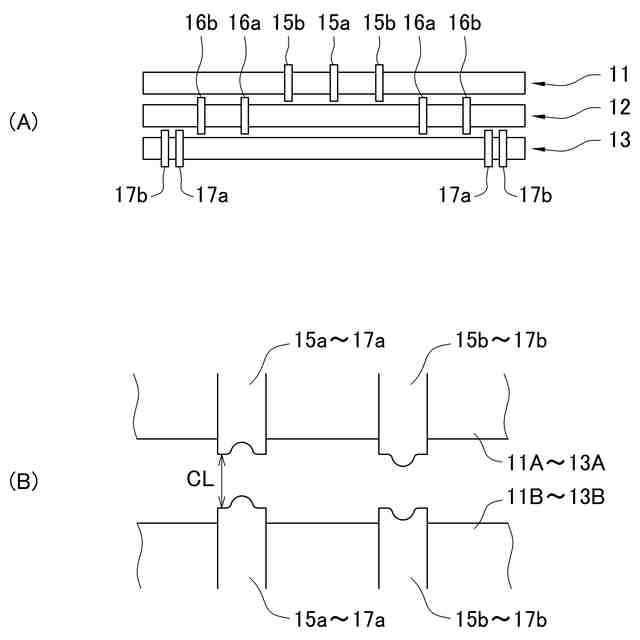
まず、種板電解において精製した薄い電気銅(以下種板という)を作製し、作製された種板はカソード仕上機に搬送される。カソード仕上機に搬送された種板は、上下千鳥状の配置に設けられた多数のワークローラーを有するローラーレベラーに供給される。ローラーレベラーでは、多数のワークローラーによって挟まれることによって種板は繰り返し曲げられる。すると、種板は、内部応力が除去されるとともに、反りや凹凸幅が小さくなるように加工される。ローラーレベラーで加工された種板は、上側溝付けローラーと下側溝付けローラーとの間に供給され、種板の先頭から後尾へ沿って溝状の変形が加えられる。そして、溝状の変形が加えられた種板には、上部に短冊状の金属板をU字形に折り曲げた吊り手が取り付けられ、この吊り手にカソードビームを挿し込むことによってカソードが完成する。
【先行技術文献】
【特許文献】
【0008】
特開平8-176880号公報
特開2001-192879号公報
特開2004-360050号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ここで、カソード仕上機に供給される種板は、種板電解によって、1日4000枚から5000枚が作製され、専用容器(いわゆるパレット)に100枚から150枚程度が積載された状態で保管される。そして、種板はパレットの状態でカソード仕上機(図1(A)参照)に供給され、パレットから一枚づつ種板がカソード仕上機に供給される。しかし、種板はある程度の範囲で厚みにバラツキを有している。このため、ローラーレベラーの上下ワークロール間の間隔を一定(固定)にした状態で操業を行っていると、板厚によって種板の矯正を十分に行えない可能性がある。例えば、上下ワークロール間の間隔を一定(固定)にした場合、板厚が同じであれば種板に一定の力を加えて同等の矯正を行うことができる。一方、種板の板厚が変化すると種板の強度が変わってくるため、上下ワークロール間の間隔が一定の場合、全ての種板を十分に矯正できない可能性がある。とくに他の種板と比べて厚みが薄い種板の場合、ワークロールによる曲げ応力が小さくなりすぎることにより種板に対する矯正が不足し、内部応力を十分に除去できないという問題が生じる。
【0010】
本発明は上記事情に鑑み、内部応力が適切に除去された種板を使用したカソードを製造することができるカソードの製造方法を提供することを目的とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友金属鉱山株式会社
結晶育成装置
1か月前
住友金属鉱山株式会社
金粉の製造方法
8日前
住友金属鉱山株式会社
タンク設置用基礎
1か月前
住友金属鉱山株式会社
評価方法及び評価装置
19日前
住友金属鉱山株式会社
金粉及びその製造方法
18日前
住友金属鉱山株式会社
タリウム化合物の製造方法
8日前
住友金属鉱山株式会社
金属硫化物の加圧酸化浸出方法
8日前
住友金属鉱山株式会社
連続発酵方法及び連続発酵装置
22日前
住友金属鉱山株式会社
磁歪部材及び磁歪部材の製造方法
1か月前
住友金属鉱山株式会社
透過型電子顕微鏡用試料の作製方法
2日前
住友金属鉱山株式会社
透過型電子顕微鏡用試料の作製方法
2日前
住友金属鉱山株式会社
水素生成活性光触媒及びその製造方法
17日前
住友金属鉱山株式会社
塩化ニッケル水溶液の酸化中和処理方法
19日前
住友金属鉱山株式会社
塩化ニッケル水溶液の酸化中和処理方法
19日前
住友金属鉱山株式会社
二酸化炭素還元光触媒粒子及びその製造方法
22日前
住友金属鉱山株式会社
二酸化炭素還元光触媒粒子及びその製造方法
22日前
住友金属鉱山株式会社
結晶配向膜、構造体、結晶配向膜の製造方法
1か月前
住友金属鉱山株式会社
二酸化炭素還元光触媒粒子及びその製造方法
16日前
住友金属鉱山株式会社
二酸化炭素還元光触媒粒子及びその製造方法
1か月前
住友金属鉱山株式会社
遠心分離装置の運転方法、遠心分離装置およびプログラム
1か月前
住友金属鉱山株式会社
被覆付きリチウム二次電池用正極活物質、リチウム二次電池
1か月前
住友金属鉱山株式会社
発酵方法及び連続発酵方法、並びに、発酵装置及び連続発酵装置
22日前
住友金属鉱山株式会社
複合タングステン酸化物微粒子の表面へのケイ素化合物膜の被覆方法
18日前
住友金属鉱山株式会社
スペクトルシミュレーション装置、学習システム、スペクトルシミュレーション方法およびプログラム
17日前
有限会社 ナプラ
端子
25日前
株式会社カネカ
電解装置
1か月前
株式会社ノーリツ
電解水生成装置
24日前
SMD株式会社
めっき処理装置
1か月前
大同特殊鋼株式会社
触媒合金
1か月前
本田技研工業株式会社
電解装置
9日前
株式会社東芝
アルマイト処理方法
18日前
株式会社JCU
ニッケル系合金めっき液
2か月前
株式会社JCU
ニッケル系合金めっき液
2か月前
本田技研工業株式会社
水電解システム
22日前
本田技研工業株式会社
水電解システム
1か月前
本田技研工業株式会社
水電解システム
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ