TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088990
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203893
出願日
2023-12-01
発明の名称
基板処理装置および基板処理方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
21/20 20060101AFI20250605BHJP(研削;研磨)
要約
【課題】処理テープの巻体の外径に基づいて、処理テープを適切なテープ引張力でテープ巻き取りリールに巻き取ることができる基板処理装置および基板処理方法を提供する。
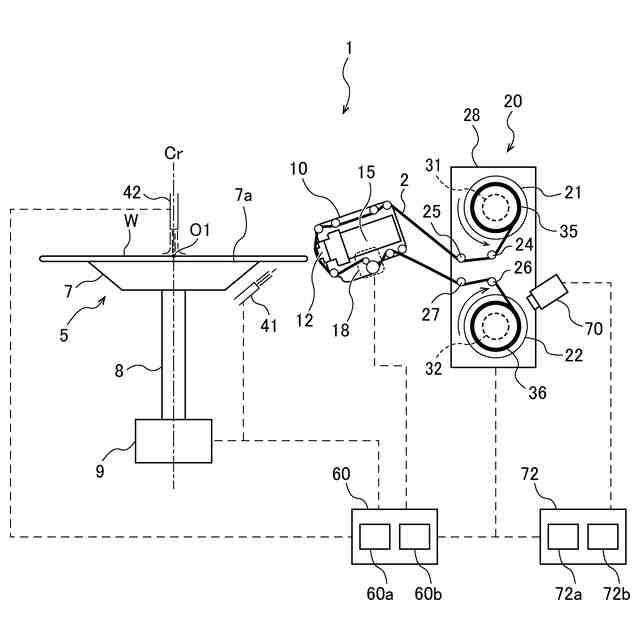
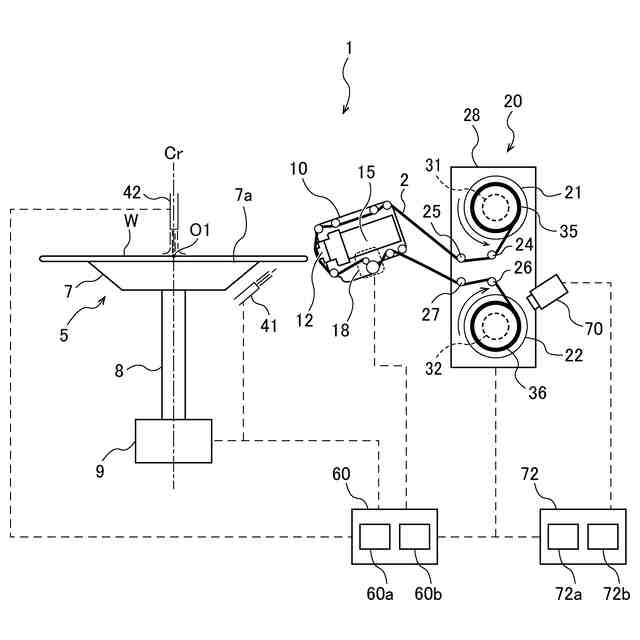
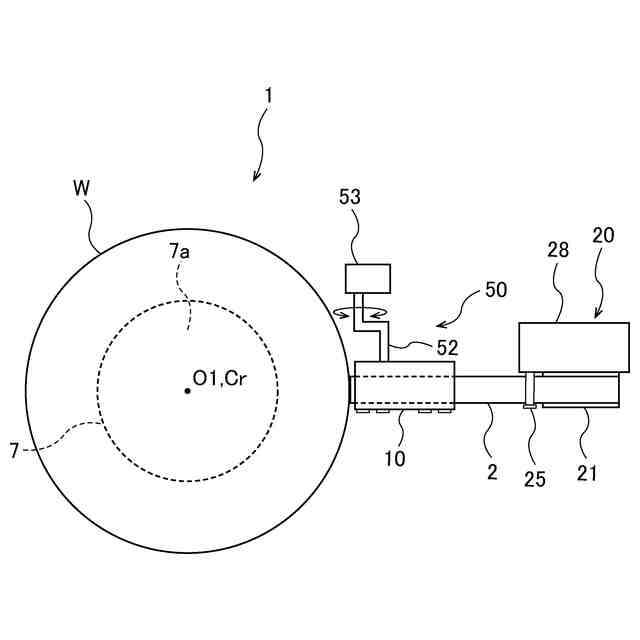
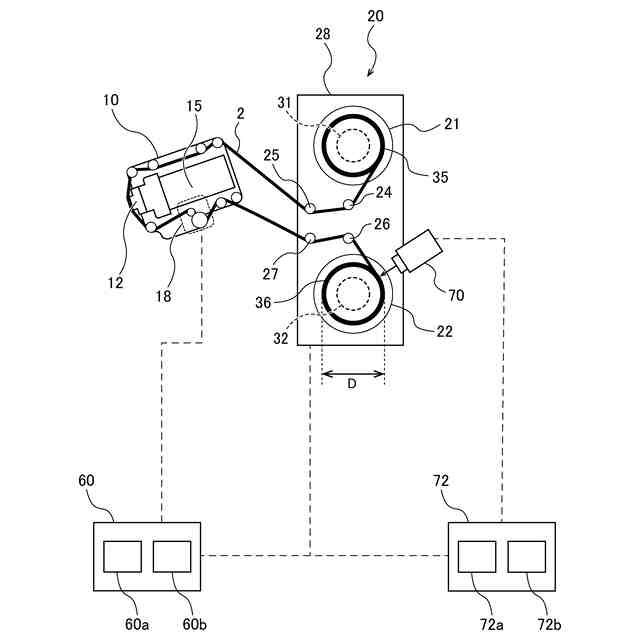
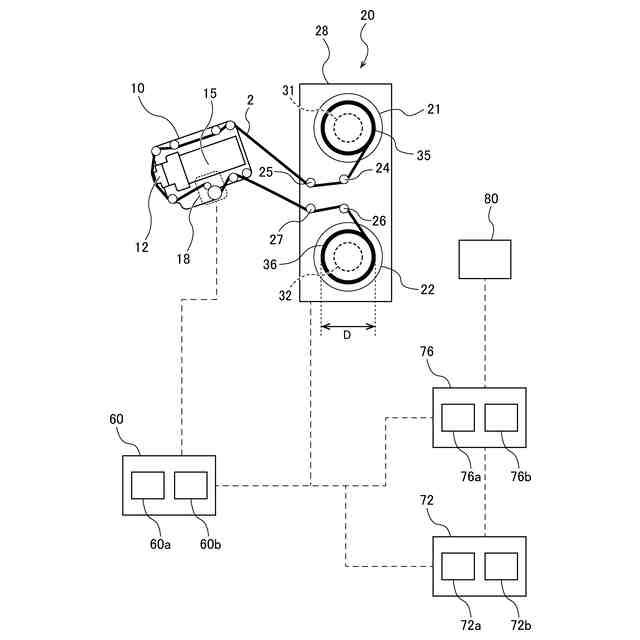
【解決手段】基板処理装置1は、基板保持部5と、処理ヘッド10と、処理テープ2を巻き取るテープ巻き取りリール22と、テープ巻き取りリール22を回転させる巻き取りリール回転機構32と、テープ巻き取りリール22に巻き取られた処理テープ2の巻体36の外径を取得するテープ外径取得機構70と、取得された外径に基づいて、テープ巻き取りリール22が予め定められたテープ引張力で処理テープ2を巻き取るために必要な回転トルクを算出する回転トルク算出部72と、巻き取りリール回転機構32の動作を制御する動作制御部60を備えている。動作制御部60は、巻き取りリール回転機構32に算出された回転トルクでテープ巻き取りリール22を回転させるように構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
基板を保持し、回転させる基板保持部と、
前記基板に処理テープを押し付けて、前記基板を処理する処理ヘッドと、
前記基板の処理に使用された前記処理テープを巻き取るテープ巻き取りリールと、
前記テープ巻き取りリールを回転させる巻き取りリール回転機構と、
前記テープ巻き取りリールに巻き取られた前記処理テープの巻体の外径を取得するテープ外径取得機構と、
前記取得された外径に基づいて、前記テープ巻き取りリールが予め定められたテープ引張力で前記処理テープを巻き取るために必要な回転トルクを算出する回転トルク算出部と、
前記巻き取りリール回転機構の動作を制御する動作制御部を備え、
前記動作制御部は、前記巻き取りリール回転機構に指令を与えて、前記算出された回転トルクで前記テープ巻き取りリールを回転させるように構成されている、基板処理装置。
続きを表示(約 1,400 文字)
【請求項2】
前記テープ外径取得機構は、前記巻体の外径を測定する外径測定装置であり、
前記回転トルク算出部は、前記測定された外径に基づいて、前記回転トルクを算出するように構成されている、請求項1に記載の基板処理装置。
【請求項3】
前記テープ外径取得機構は、
前記処理テープの厚さを測定する厚さ測定装置と、
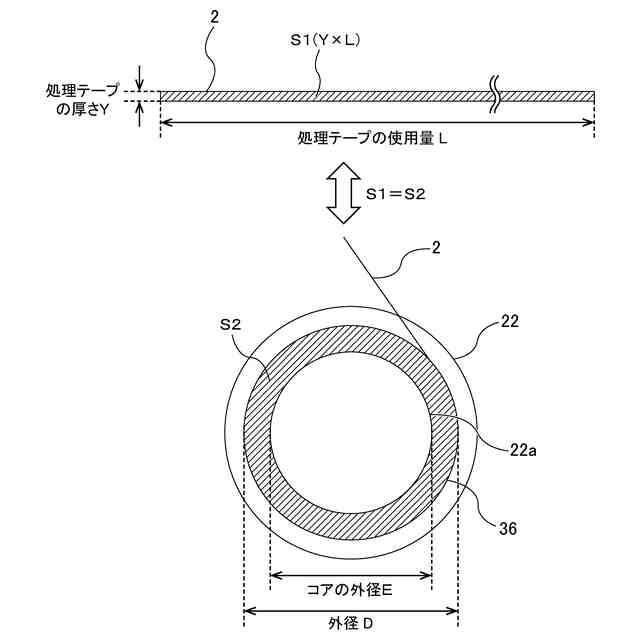
前記測定された前記処理テープの厚さと、前記処理テープの使用量に基づいて、前記巻体の外径を算出する外径算出部を備え、
前記回転トルク算出部は、前記算出された外径に基づいて、前記回転トルクを算出するように構成されている、請求項1に記載の基板処理装置。
【請求項4】
前記テープ外径取得機構は、
入力装置を介して入力された前記処理テープの厚さと、前記処理テープの使用量に基づいて、前記巻体の外径を算出する外径算出部を備え、
前記回転トルク算出部は、前記算出された外径に基づいて、前記回転トルクを算出するように構成されている、請求項1に記載の基板処理装置。
【請求項5】
前記処理テープは、研磨面を有する研磨テープであり、
前記処理ヘッドは、前記基板に前記研磨面を押し付けて、前記基板を研磨する研磨ヘッドである、請求項1乃至4のいずれか一項に記載の基板処理装置。
【請求項6】
基板を保持し、回転させて、処理ヘッドで処理テープを前記基板に押し付けて、前記基板を処理し、
巻き取りリール回転機構によりテープ巻き取りリールを回転させて、前記基板の処理に使用された前記処理テープを前記テープ巻き取りリールに巻き取り、
前記テープ巻き取りリールに巻き取られた前記処理テープの巻体の外径を取得し、
前記取得された外径に基づいて、前記テープ巻き取りリールが予め定められたテープ引張力で前記処理テープを巻き取るために必要な回転トルクを算出し、
前記算出された回転トルクで前記テープ巻き取りリールを前記巻き取りリール回転機構により回転させることで、前記処理テープを前記テープ巻き取りリールに巻き取る、基板処理方法。
【請求項7】
前記巻体の外径を取得することは、外径測定装置により前記巻体の外径を測定することであり、
前記回転トルクを算出することは、前記測定された外径に基づいて、前記回転トルクを算出することである、請求項6に記載の基板処理方法。
【請求項8】
前記巻体の外径を取得することは、厚さ測定装置により前記処理テープの厚さを測定し、前記測定された前記処理テープの厚さと、前記処理テープの使用量に基づいて、前記巻体の外径を算出することであり、
前記回転トルクを算出することは、前記算出された外径に基づいて、前記回転トルクを算出することである、請求項6に記載の基板処理方法。
【請求項9】
前記巻体の外径を取得することは、入力装置を介して入力された前記処理テープの厚さと、前記処理テープの使用量に基づいて、前記巻体の外径を算出することであり、
前記回転トルクを算出することは、前記算出された外径に基づいて、前記回転トルクを算出することである、請求項6に記載の基板処理方法。
【請求項10】
前記基板を処理することは、研磨ヘッドで前記基板に研磨テープの研磨面を押し付けて、前記基板を研磨することである、請求項6乃至9のいずれか一項に記載の基板処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハなどの基板を処理する基板処理装置および基板処理方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
半導体デバイスの製造における歩留まり向上の観点から、基板の表面状態の管理が近年注目されている。半導体デバイスの製造工程では、種々の材料がシリコンウェーハ上に成膜される。このため、基板の周縁部には不要な膜や表面荒れが形成される。近年では、基板の周縁部のみをアームで保持して基板を搬送する方法が一般的になってきている。このような背景のもとでは、周縁部に残存した不要な膜が種々の工程を経ていく間に剥離して基板に形成されたデバイスに付着し、歩留まりを低下させてしまう。そこで、基板の周縁部に形成された不要な膜を除去するために、研磨装置を用いて基板の周縁部の研磨が行われている。
【0003】
この種の研磨装置は、研磨テープを基板の周縁部に摺接させることで基板の周縁部を研磨する。より具体的には、基板を基板保持部により保持し、回転させながら、研磨ヘッドによって研磨テープを基板の周縁部に押し付けることによって基板の周縁部を研磨する。基板の研磨中、研磨テープは、処理テープ供給機構によってテープ巻き出しリールから研磨ヘッドを経由してテープ巻き取りリールに送られる。
【先行技術文献】
【特許文献】
【0004】
特開2008-87136号公報
特開2018-46189号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
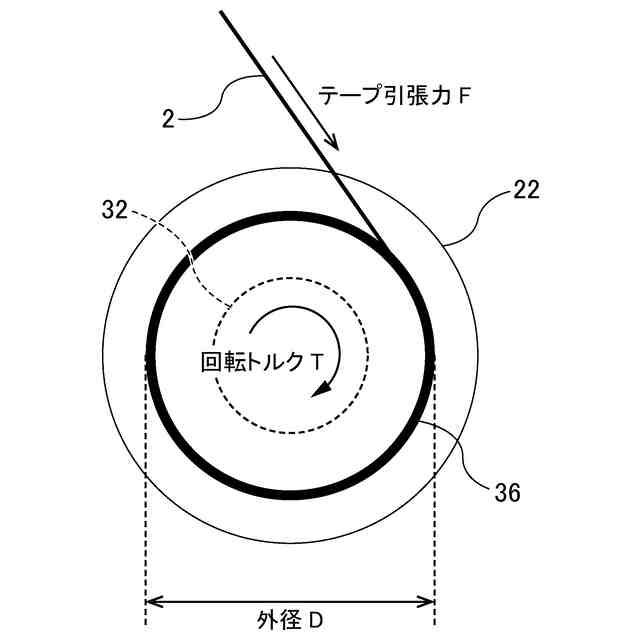
テープ巻き取りリールに巻き取られた研磨テープの巻体の外径は、研磨テープの使用量とともに大きくなる。厚さの大きい研磨テープや、全長が長い研磨テープが用いられる場合には、研磨テープの巻き始めと巻き終わりでの巻体の外径の差が顕著に大きくなる。
【0006】
通常、テープ巻き取りリールは一定の回転トルクで回転されるため、研磨テープを巻き取るためのテープ引張力は、巻き取られた研磨テープの巻体の外径に反比例する。このため、研磨テープの巻体の外径が大きくなるにつれて、テープ引張力が小さくなり、テープ巻き取りリールが研磨テープを正常に巻き取れないことがある。研磨テープの巻体の外径が大きくなったときに研磨テープを正常に巻き取れるように、大きな一定の回転トルクでテープ巻き取りリールを回転させることも考えられる。しかしながら、大きい回転トルクでは、特に研磨テープの巻き始めで過大なテープ引張力が付与されるため、研磨テープに負荷がかかる。結果として、研磨テープの破損や、研磨テープの送り速度への影響などの問題が生じることがある。
【0007】
そこで、本発明は、処理テープの巻体の外径が大きく変化する場合でも、処理テープを適切なテープ引張力でテープ巻き取りリールに巻き取ることができる基板処理装置および基板処理方法を提供する。
【課題を解決するための手段】
【0008】
一態様では、基板を保持し、回転させる基板保持部と、前記基板に処理テープを押し付けて、前記基板を処理する処理ヘッドと、前記基板の処理に使用された前記処理テープを巻き取るテープ巻き取りリールと、前記テープ巻き取りリールを回転させる巻き取りリール回転機構と、前記テープ巻き取りリールに巻き取られた前記処理テープの巻体の外径を取得するテープ外径取得機構と、前記取得された外径に基づいて、前記テープ巻き取りリールが予め定められたテープ引張力で前記処理テープを巻き取るために必要な回転トルクを算出する回転トルク算出部と、前記巻き取りリール回転機構の動作を制御する動作制御部を備え、前記動作制御部は、前記巻き取りリール回転機構に指令を与えて、前記算出された回転トルクで前記テープ巻き取りリールを回転させるように構成されている、基板処理装置が提供される。
【0009】
一態様では、前記テープ外径取得機構は、前記巻体の外径を測定する外径測定装置であり、前記回転トルク算出部は、前記測定された外径に基づいて、前記回転トルクを算出するように構成されている。
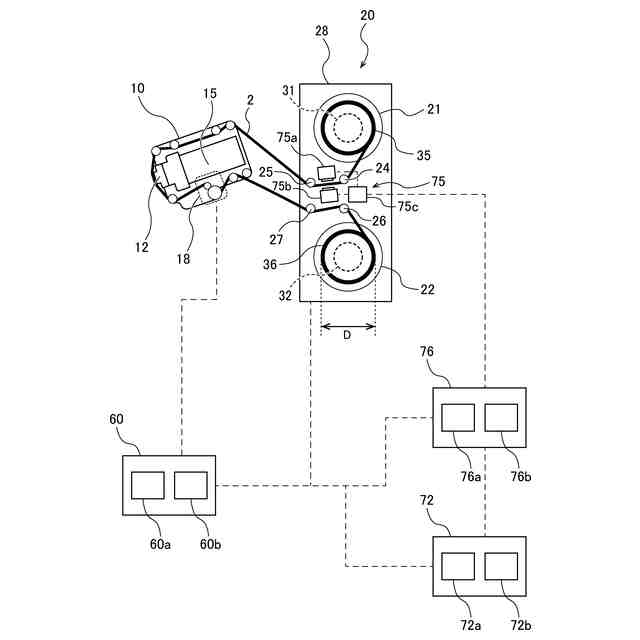
一態様では、前記テープ外径取得機構は、前記処理テープの厚さを測定する厚さ測定装置と、前記測定された前記処理テープの厚さと、前記処理テープの使用量に基づいて、前記巻体の外径を算出する外径算出部を備え、前記回転トルク算出部は、前記算出された外径に基づいて、前記回転トルクを算出するように構成されている。
一態様では、前記テープ外径取得機構は、入力装置を介して入力された前記処理テープの厚さと、前記処理テープの使用量に基づいて、前記巻体の外径を算出する外径算出部を備え、前記回転トルク算出部は、前記算出された外径に基づいて、前記回転トルクを算出するように構成されている。
一態様では、前記処理テープは、研磨面を有する研磨テープであり、前記処理ヘッドは、前記基板に前記研磨面を押し付けて、前記基板を研磨する研磨ヘッドである。
【0010】
一態様では、基板を保持し、回転させて、処理ヘッドで処理テープを前記基板に押し付けて、前記基板を処理し、巻き取りリール回転機構によりテープ巻き取りリールを回転させて、前記基板の処理に使用された前記処理テープを前記テープ巻き取りリールに巻き取り、前記テープ巻き取りリールに巻き取られた前記処理テープの巻体の外径を取得し、前記取得された外径に基づいて、前記テープ巻き取りリールが予め定められたテープ引張力で前記処理テープを巻き取るために必要な回転トルクを算出し、前記算出された回転トルクで前記テープ巻き取りリールを前記巻き取りリール回転機構により回転させることで、前記処理テープを前記テープ巻き取りリールに巻き取る、基板処理方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
給水装置
3日前
株式会社荏原製作所
養殖装置
5日前
株式会社荏原製作所
給水装置
17日前
株式会社荏原製作所
磁気軸受装置および圧縮機
5日前
株式会社荏原製作所
研磨用スラリー及び研磨方法
17日前
株式会社荏原製作所
基板処理装置および基板処理方法
11日前
株式会社荏原製作所
振動センサの設置システムおよび設置方法
26日前
株式会社荏原製作所
養殖装置
5日前
株式会社荏原製作所
Fe基合金、及び耐腐食摩耗性及び耐摩耗性のFe基合金皮膜
6日前
株式会社荏原製作所
基板吸着部材、トップリング、基板処理装置、および基板吸着部材の製造方法
今日
株式会社荏原製作所
データ処理システム、運転状態の評価方法、運転状態評価システム、データ収集装置、運転状態の評価方法、運転状態評価システム、プログラム提供方法、メンテナンス計画方法、メンテナンス計画の提供方法及び課金方法
10日前
個人
包丁研ぎ器具
21日前
個人
両軸回転ヤスリ
7か月前
個人
研磨体
2か月前
株式会社タカトリ
研削装置
7か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
7か月前
株式会社村田製作所
切削装置
2か月前
株式会社リブラ
ブラスト加工装置
4か月前
不二空機株式会社
可搬型動力工具
2か月前
シンクス株式会社
ボード切断装置
2か月前
株式会社ニッチュー
ブラスト装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
トヨタ自動車株式会社
回転砥石の製造方法
14日前
株式会社ディスコ
砥石
2か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社IHI
ブラストガン
5か月前
株式会社精工技研
研磨装置および研磨方法
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
13日前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ