TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088709
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2024152768
出願日
2024-09-04
発明の名称
深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法
出願人
天津大学
代理人
個人
主分類
B23K
9/02 20060101AFI20250604BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法を開示する。
【解決手段】母材の壁厚さに応じて所定温度でT/K/Yジョイントを予熱し、異なる溶接プロセスに対して異なる溶接パラメータを設定し、被覆アーク溶接プロセスにより予熱したT/K/Yジョイントに対してルート溶接を行い、その後、ガスシールドメタルアーク溶接プロセスにより盛上げ溶接を行い、最後に、ガスシールドメタルアーク溶接プロセスにより仕上げ溶接を行い、ここで、ルート溶接は対応する溶接棒を使用し、仕上げ溶接はアンダーマッチ原則に従って溶接ワイヤを選択し、盛上げ溶接はイーブンマッチ原則に従って溶接ワイヤを選択し、任意の溶接棒及び任意の溶接ワイヤの拡散性水素量は、いずれも所定の拡散性水素量以下である。
【選択図】図1
特許請求の範囲
【請求項1】
下記のステップS1からS3を含む、深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法であって、
S1:母材の壁厚さに応じて所定温度でT/K/Yジョイントを予熱し、ここで、母材の壁厚さが38mmより大きく、
S2:異なる溶接プロセスに対して異なる溶接パラメータを設定し、ここで、母材の壁厚さWが38mm<W≦50mmを満たした場合、前記予熱温度は、65℃から150℃であり、母材の壁厚さWが50mm<W≦80mmを満たした場合、前記予熱温度は、110℃から150℃であり、
S3:被覆アーク溶接プロセスにより予熱したT/K/Yジョイントに対してルート溶接(root weld)を行い、その後、ガスシールドメタルアーク溶接プロセスにより盛上げ溶接(filling weld)を行い、最後に、ガスシールドメタルアーク溶接プロセスにより仕上げ溶接(capping weld)を行い、ここで、ルート溶接では、アンダーマッチ原則に従って溶接棒を選択し、溶接電流が90Aから120A、アーク電圧が20Vから23V、溶接速度が65mm/minから90mm/minであり;仕上げ溶接では、アンダーマッチ原則に従って第1溶接ワイヤを選択し、溶接電流が175Aから190A、溶接電圧が22Vから24V、溶接速度が300mm/minから500mm/min、ワイヤ送給速度が8m/minから9m/minであり;盛上げ溶接は、イーブンマッチ原則に従って第2溶接ワイヤを選択し、溶接電流が160Aから190A、溶接電圧が18Vから24V、溶接速度が300mm/minから500mm/min、ワイヤ送給速度が6m/minから9m/minであり、
ステップS3において、溶接棒、第1溶接ワイヤ及び第2溶接ワイヤの拡散性水素量は、いずれも所定の拡散性水素量以下であり、盛上げ溶接及び/又は仕上げ溶接を行うときに使用されるシールドガスは、82%のAr及び18%のCO
2
からなり、好ましくは、溶接するときのシールドガスの流量は、20L/minから25L/minであることを特徴とする、溶接方法。
続きを表示(約 540 文字)
【請求項2】
前記所定の拡散性水素量は、5.0ml/100gであることを特徴とする、請求項1に記載の溶接方法。
【請求項3】
前記溶接棒、前記第1溶接ワイヤ及び/又は前記第2溶接ワイヤの拡散性水素量は、同じであっても異なってもよいことを特徴とする、請求項
2
に記載の溶接方法。
【請求項4】
前記第1溶接ワイヤ及び/又は前記第2溶接ワイヤの直径は、1mm又は1.2mmであることを特徴とする、請求項1に記載の溶接方法。
【請求項5】
前記第1溶接ワイヤ及び/又は前記第2溶接ワイヤのドライエクステンションは、いずれもそれぞれの直径の10倍から12倍であることを特徴とする、請求項4に記載の溶接方法。
【請求項6】
前記第1溶接ワイヤと前記第2溶接ワイヤは、降伏強度、引張強度及び/又は衝撃靭性が同じであっても異なってもよいことを特徴とする、請求項1に記載の溶接方法。
【請求項7】
異なる溶接プロセスに対応する溶接パラメータは、隣接する溶接層の層間距離が3mmから5mm、隣接する溶接層の層間温度が250℃未満であるように設定されることを特徴とする、請求項1に記載の溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接の技術分野に属し、より具体的には、深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
海洋石油工学用の固定式ジャケットプラットフォームは、深水領域の石油およびガス資源の採掘で最も一般的に使用される構造形式である。大型パイプの交差ジョイント(TKYジョイント)は、最も主要な溶接構造である。TKYジョイントは、海洋工学における主な耐力構造として、構造や設備などの自重や波、嵐などの極度の荷重により、本管と支管の接続箇所に高い応力集中が発生し、交番負荷と海水腐食の相互作用により、溶接部で腐食、疲労、破壊損傷が容易に発生しやすい。したがって、海洋プラットフォームの長期利用に応えるため、TKYジョイントが優れた低温靭性、気耐腐食耐性、海水腐食耐性を備えることが求められている。高強度鋼の溶接品質はTKY継手の性能に直接影響する。無理な溶接を行うと低温割れが発生したり、靭性が低下したりすることがある。溶接熱サイクルの作用により、溶接部の両側の母材の構造と特性が大きく変化し、溶接熱影響部が軟化または脆化し、TKY 溶接継手の性能が低下する。一般的に使用される溶接方法に関する現在の研究は、溶接熱影響部への悪影響を軽減するために、溶接入熱の制御と溶接熱サイクルの最適化に主に焦点を当てている。さらに、溶加材の組成と溶接の熱サイクルの作用により、溶接金属は通常、継手の弱い領域であり、特に溶接ルートの位置では、母材の希釈によりその組成が大きく変化し、溶接金属の局所的な脆化を容易に引き起こすことがある。
【0003】
海洋工学の分野では、ガスシールド溶接とサブマージアーク溶接が最も広く使用されている溶接方法である。例えば、中国特許CN108453340Bには、鋼構造TKYジョイントの溶接方法が開示されており、その焦点は溶接の形成と欠陥の解決にある。CN112935601Aには、低合金高強度鋼の厚板多層多パス溶接法が開示されており、ガスシールド溶接とサブマージアーク溶接の組み合わせにより溶接部強度不足の問題を解決している。CN109128550Bには、高引張強度の橋梁鋼のガスシールド溶接プロセスが開示されており、2つの異なる溶接ワイヤを組み合わせ、CO
2
ガスシールド溶接プロセスにより、溶接継手全体が高いプラスチック靭性を有することが保証されている。CN116765665Aには、500MPa級耐候性鋼の溶接プロセスが開示されており、フラックス入りワイヤと冷間金属遷移溶接プロセスを組み合わせることで、溶接継手の低温衝撃性能が向上する。上記の従来技術は、様々な目的に応じて高強度鋼の溶接プロセスを最適化し、溶接部の性能をある程度改善したが、上記方法を用いて海洋プラットフォーム構造物用鋼の溶接プロセスを最適化することは困難である。不適切な溶接プロセスや標準以下の溶接部性能によって引き起こされる高強度鋼の溶接継手の破損は、深水プラットフォームの安全性に重大な影響を及ぼす。
【0004】
そのため、複雑な海洋環境に対して、溶接部全体の引張強度が基準を満たし、溶接部のルート及びキャップが高靭性及び高耐食性を有することを保証するとともに、TKYジョイントの溶接厚肉構造が不安定破壊耐性と高耐食性能の総合性能を有する溶接プロセスが必要である。
【発明の概要】
【0005】
従来技術の欠陥に対して、本発明の目的は、深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法を提供することにより、従来の深水プラットフォームジャケット用TKYジョイントの溶接プロセスにより溶接継手の靭性が低く、耐食性が悪く、低温割れが発生しやすいとの問題を解決することである。
【0006】
上述した目的を達成するために、本発明は、深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法を提供する。以下のステップを含む。
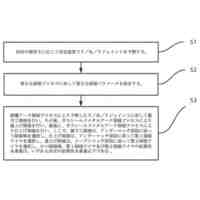
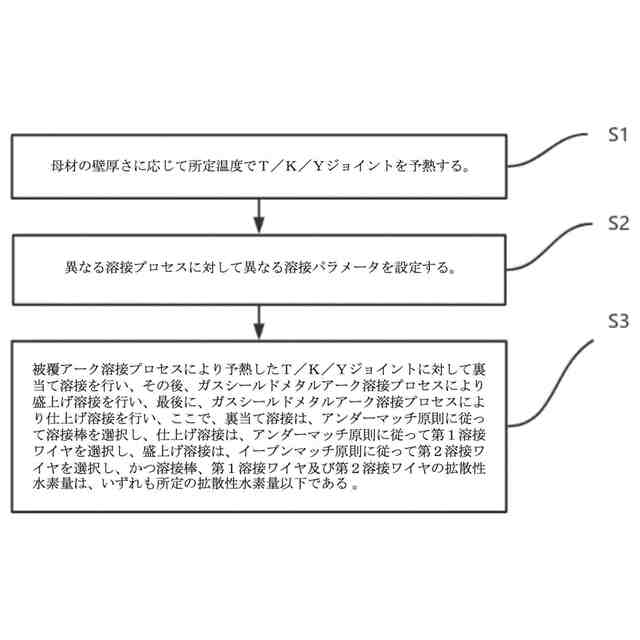
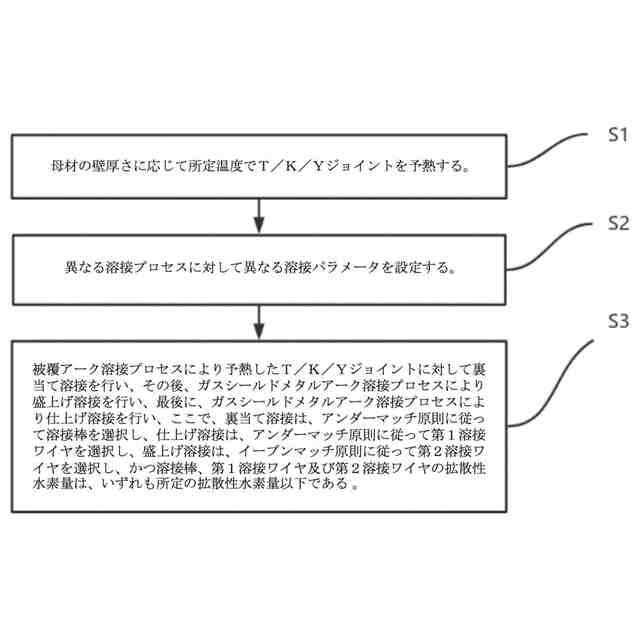
S1:母材の壁厚さに応じて所定の温度でT/K/Yジョイントを予熱し、
S2:異なる溶接プロセスに対して異なる溶接パラメータを設定し、
S3:被覆アーク溶接プロセス及び溶接棒により予熱したT/K/Yジョイントに対してルート溶接を行い、その後、ガスシールドメタルアーク溶接プロセス及び溶接ワイヤにより盛上げ溶接を行い、最後に、ガスシールドメタルアーク溶接プロセスにより仕上げ溶接を行う。ここで、ルート溶接は、アンダーマッチ原則に従って溶接棒を選択し、仕上げ溶接は、アンダーマッチ原則に従って第1溶接ワイヤを選択し、盛上げ溶接は、イーブンマッチ原則に従って第2溶接ワイヤを選択し、溶接棒、第1溶接ワイヤ及び第2溶接ワイヤの拡散性水素量は、いずれも所定の拡散性水素量以下である。
【0007】
さらに、母材の壁厚さWが38mm<W≦50mmを満たした場合、前記予熱温度は、65℃から150℃の範囲内である。
【0008】
さらに、母材の壁厚さWが50mm<W≦80mmを満たした場合、前記予熱温度は、110℃から150℃の範囲内である。
【0009】
さらに、前記所定の拡散性水素量は、5.0ml/100gであり、好ましくは、前記溶接棒、前記第1溶接ワイヤ及び/又は前記第2溶接ワイヤの拡散性水素量は、同じであっても異なってもよい。
【0010】
さらに、前記第1溶接ワイヤ及び/又は前記第2溶接ワイヤの直径は、1mm又は1.2mmである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
天津大学
NiTi形状記憶合金の製造方法
11か月前
天津大学
インホイールモーター用一体型冷却器
3か月前
天津大学
ビスフェノールAの製造方法及び装置
4か月前
天津大学
ビスフェノールA合成用樹脂触媒の前処理方法
3日前
天津大学
樹脂法による合成ビスフェノールAの製造方法及び装置
6か月前
天津大学
ビスフェノールAの反応系における副生成物を低減する方法
14日前
天津大学
深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法
4か月前
天津大学
ステンレス鋼管の溶接部の耐孔食性を迅速かつ総合的に評価する方法
4か月前
天津大学
照射下金属材料中のヘリウムバブルの進化を予測する方法及びシステム
5か月前
天津大学
パイプライン鋼等価湿潤硫化水素環境水素チャージモデルの構築方法及びその使用
7か月前
個人
タップ
6か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
29日前
株式会社北川鉄工所
回転装置
4か月前
キヤノン電子株式会社
加工装置
今日
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
3日前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
28日前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
2か月前
個人
型枠製造装置のフレーム
1か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ