TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077231
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189275
出願日
2023-11-06
発明の名称
ステータ
出願人
ニデック株式会社
代理人
弁理士法人 佐野特許事務所
主分類
H02K
11/25 20160101AFI20250512BHJP(電力の発電,変換,配電)
要約
【課題】製造コストを削減しながら温度検知部の温度検知精度を向上可能なステータを提供する。
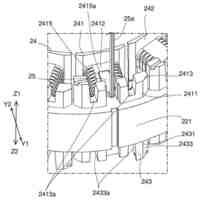
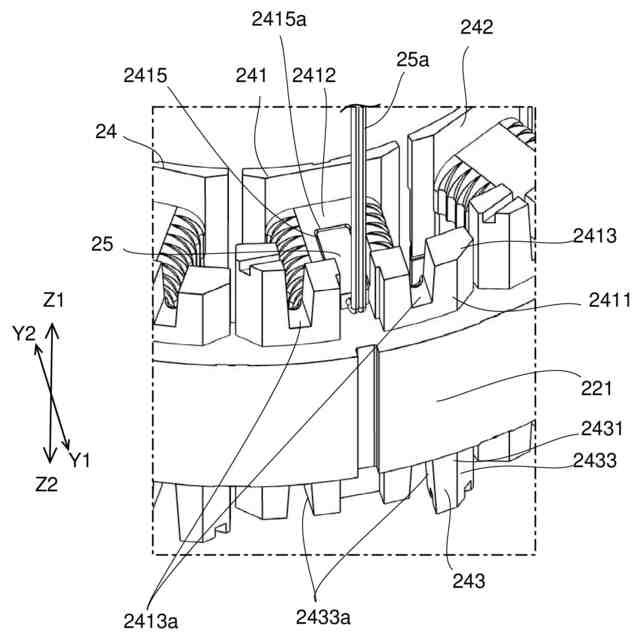
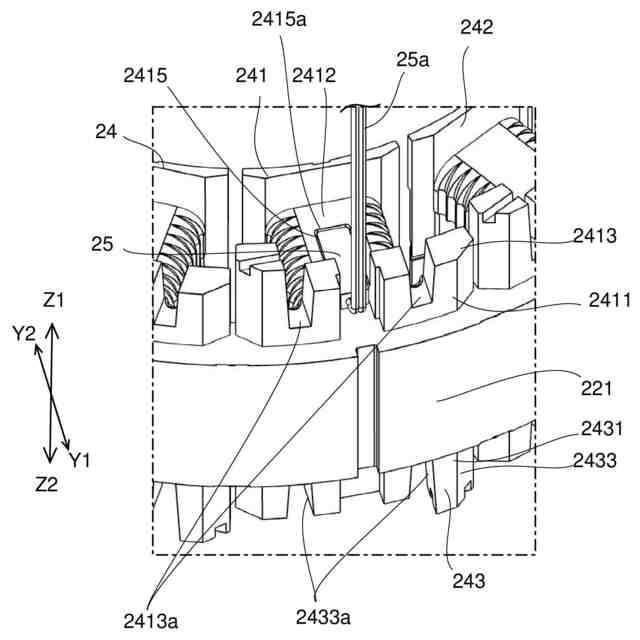
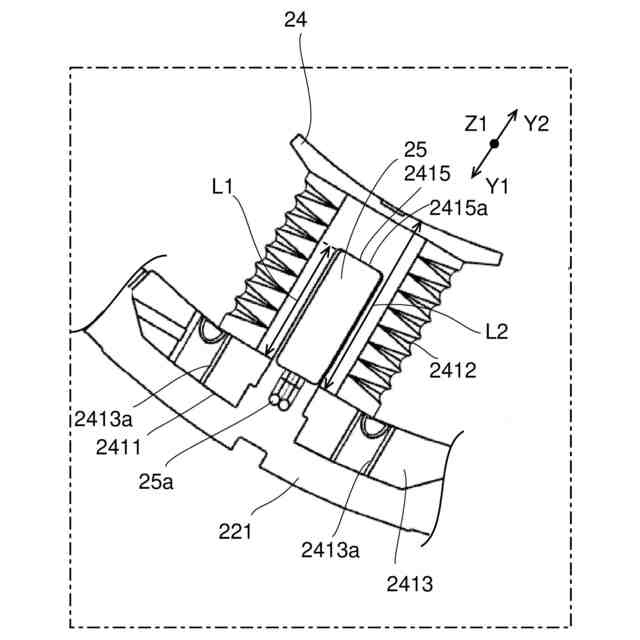
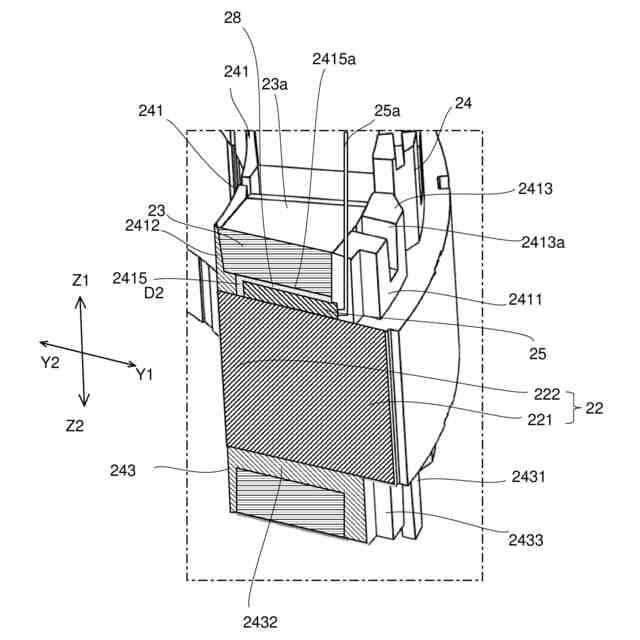
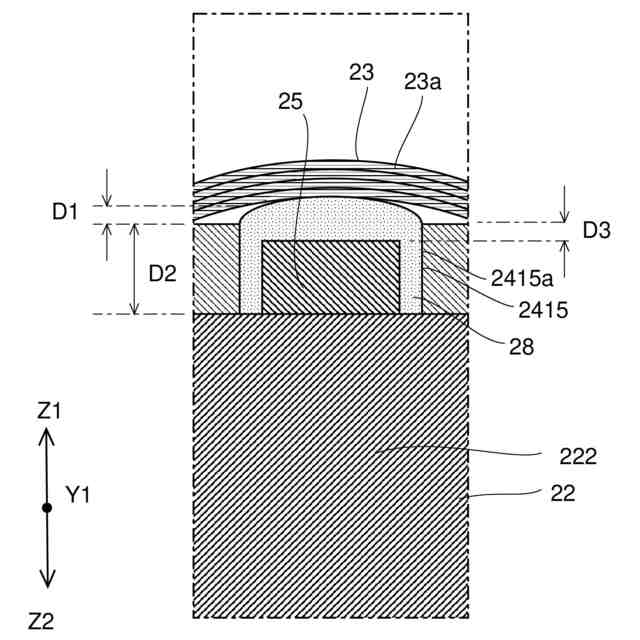
【解決手段】ステータは、ステータコアと、インシュレータ24と、コイルと、温度検知部25と、を備える。温度検知部は、コイルの温度を検知する。インシュレータは、コアバックカバー部2411と、ティースカバー部2412と、を有する。インシュレータは、溝部2415を有する。溝部は、インシュレータの軸方向一方の端面から軸方向に凹むとともにコアバックカバー部とティースカバー部とに跨って径方向に延びる。溝部は、径方向一方の端部が開放されて内部に温度検知部を収容する。ティースカバー部に形成された溝部の内壁2415aの軸方向一方の端からコイルまでの軸方向の最短距離は、ティースカバー部に形成された溝部の軸方向の最大深さよりも短い。
【選択図】図4
特許請求の範囲
【請求項1】
中心軸を周方向に囲む環状のコアバックと、前記コアバックから径方向に突出して周方向に複数配置されるティースと、を有するステータコアと、
前記コアバックと前記ティースとを覆うインシュレータと、
前記ティースの周囲に前記インシュレータを介して巻かれた導線により形成されるコイルと、
前記コイルの温度を検知する温度検知部と、を備えるステータであって、
前記インシュレータは、
前記コアバックの軸方向一方の端面を覆うコアバックカバー部と、
前記ティースの軸方向一方の端面を覆うティースカバー部と、を有し、
前記インシュレータは、
軸方向一方の端面から軸方向に凹むとともに前記コアバックカバー部と前記ティースカバー部とに跨って径方向に延びる溝部を有し、
前記溝部は、径方向一方の端部が開放されて内部に前記温度検知部を収容し、
前記ティースカバー部に形成された前記溝部の内壁の軸方向一方の端から前記コイルまでの軸方向の最短距離は、前記ティースカバー部に形成された前記溝部の軸方向の最大深さよりも短い、ステータ。
続きを表示(約 560 文字)
【請求項2】
前記ティースカバー部に形成された前記溝部の内壁の軸方向一方の端は、前記温度検知部の軸方向一方の端よりも軸方向一方に位置する、請求項1に記載のステータ。
【請求項3】
前記ティースカバー部に形成された前記溝部の径方向の長さは、前記ティースカバー部の径方向全体の長さの半分よりも長い、請求項1又は請求項2に記載のステータ。
【請求項4】
前記溝部は、軸方向他方の端部が開放されて前記ステータコアが露出している、請求項1又は請求項2に記載のステータ。
【請求項5】
前記温度検知部と前記導線との軸方向の隙間に熱伝導性部材が配置されている、請求項1又は請求項2に記載のステータ。
【請求項6】
前記コアバックを径方向外側から覆う筒状のハウジングをさらに備え、
前記ティースは、前記コアバックから径方向内側に延び、
前記温度検知部に接続される接続線は、前記コアバックカバー部に形成された前記溝部から軸方向一方に引出される、請求項1又は請求項2に記載のステータ。
【請求項7】
前記溝部の周方向の幅は、開放された径方向一方の端部から径方向他方に向かうに従って狭くなる、請求項1又は請求項2に記載のステータ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来のステータは、ステータコアと、インシュレータと、コイルと、温度検知部と、を備える。ステータコアは、環状のコアバックと、ティースと、を有する。コアバックは、中心軸を周方向に囲む。ティースは、コアバックから径方向に延びて周方向に複数配置される。インシュレータは、コアバックとティースとを覆う。コイルは、ティースの周囲にインシュレータを介して巻かれた導線により形成される。温度検知部は、コイルの軸方向外側に配置され、コイルの温度を検知する(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2015-226447号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のステータでは、温度検知部を固定するために部品点数が増えて製造コストが上昇する可能性があった。また、温度検知部が、コイルに対して離れて配置され、温度検知精度が低下する可能性があった。
【0005】
本発明は、製造コストを削減しながら温度検知部の温度検知精度を向上可能なステータを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の例示的なステータは、ステータコアと、インシュレータと、コイルと、温度検知部と、を備える。ステータコアは、環状のコアバックと、ティースと、を有する。コアバックは、中心軸を周方向に囲む。ティースは、コアバックから径方向に延びて周方向に複数配置される。インシュレータは、コアバックとティースとを覆う。コイルは、ティースの周囲にインシュレータを介して巻かれた導線により形成される。温度検知部は、コイルの温度を検知する。インシュレータは、コアバックカバー部と、ティースカバー部と、を有する。コアバックカバー部は、コアバックの軸方向一方の端面を覆う。ティースカバー部は、ティースの軸方向一方の端面を覆う。インシュレータは、溝部を有する。溝部は、インシュレータの軸方向一方の端面から軸方向に凹むとともにコアバックカバー部とティースカバー部とに跨って径方向に延びる。溝部は、径方向一方の端部が開放されて内部に温度検知部を収容する。ティースカバー部に形成された溝部の内壁の軸方向一方の端からコイルまでの軸方向の最短距離は、ティースカバー部に形成された溝部の軸方向の最大深さよりも短い。
【発明の効果】
【0007】
例示的な本発明によれば、製造コストを削減しながら温度検知部の温度検知精度を向上可能なステータを提供することができる。
【図面の簡単な説明】
【0008】
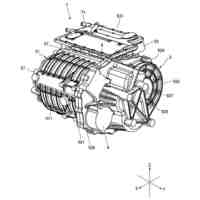
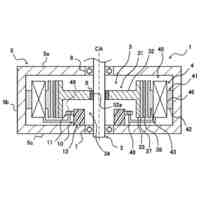
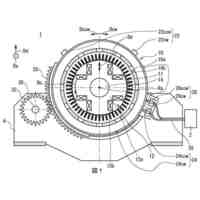
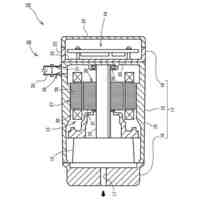
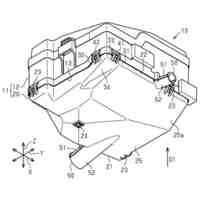
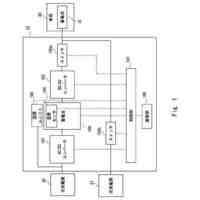
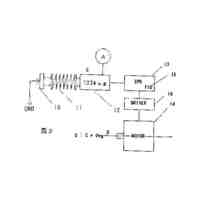
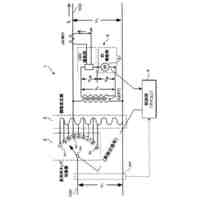
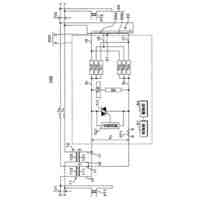
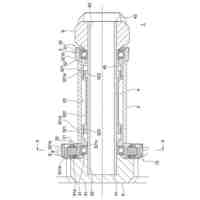
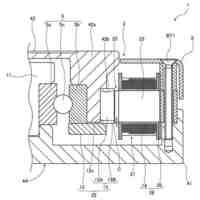
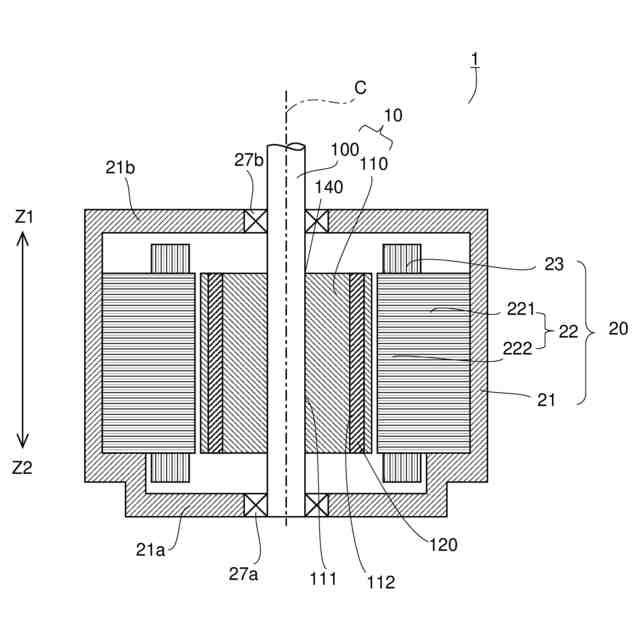
図1は、本発明の実施形態に係るステータを備えるモータを模式的に示す縦断面図である。
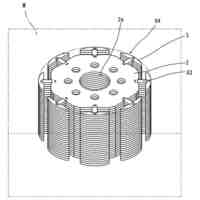
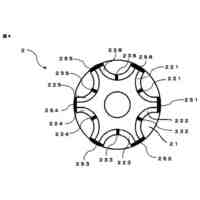
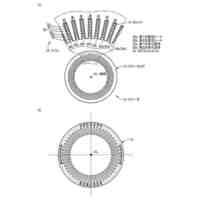
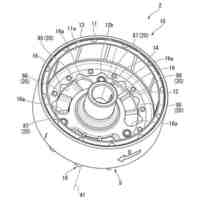
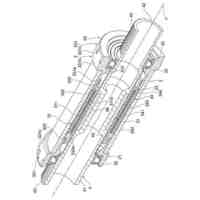
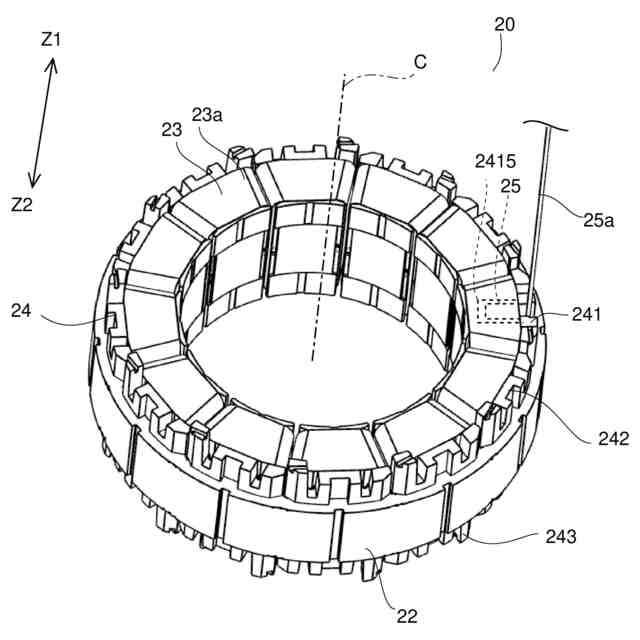
図2は、本発明の実施形態に係るステータの斜視図である。
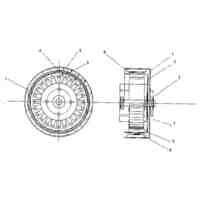
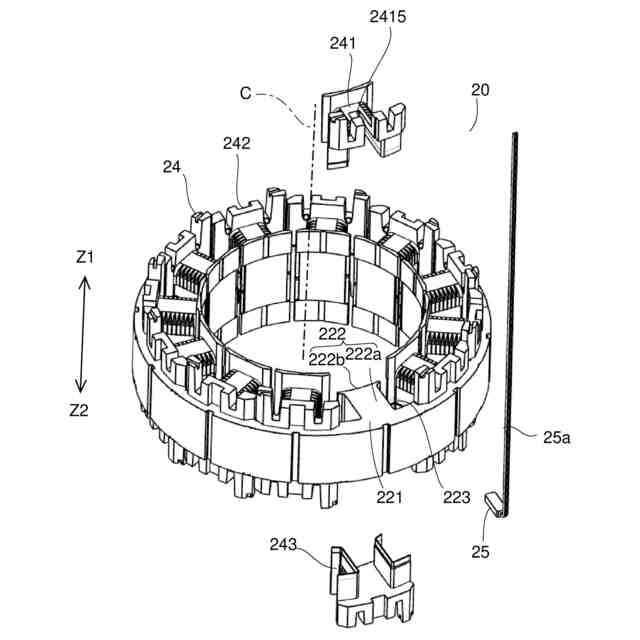
図3は、本発明の実施形態に係るステータの分解斜視図である。
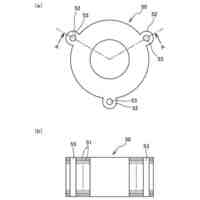
図4は、本発明の実施形態に係るステータの一部を拡大して示す斜視図である。
図5は、本発明の実施形態に係るステータの一部を拡大して示す上面図である。
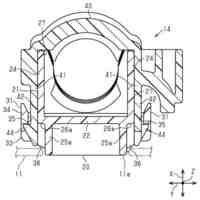
図6は、本発明の実施形態に係るステータの一部を拡大して示す縦断面斜視図である。
図7は、本発明の実施形態に係るステータの一部を拡大して示す縦断面図である。
図8は、本発明の実施形態に係るステータの一部を拡大して示す分解斜視図である。
【発明を実施するための形態】
【0009】
以下、本発明の例示的な実施形態について、図面を参照しながら詳細に説明する。なお、本明細書では、モータ1の回転軸を「中心軸」と呼び、中心軸Cと平行な方向を「軸方向」と呼ぶ。また、モータ1の中心軸Cに直交する方向を「径方向」、モータ1の中心軸Cを中心とする円弧に沿う方向を「周方向」、とそれぞれ呼ぶ。また、本願では、軸方向を上下方向とし、ステータコア22に対して温度検知部25を上として、各部の形状や位置関係を説明する。なお、上下方向は単に説明のための用いられる名称であって、実際の位置関係及び方向を限定しない。
【0010】
(1.モータの構成)
本発明の例示的な一実施形態のモータ1について説明する。図1は、本発明の実施形態に係るモータ1を模式的に示す縦断面図である。図2は、ステータ20の斜視図であり、図3は、ステータ20の分解斜視図である。なお、図1ではインシュレータ24及びハウジング21を図示しない。また、図3ではコイル23及びハウジング21を図示しない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニデック株式会社
ステータ
5日前
ニデック株式会社
ロータ製造方法及びロータ
9日前
ニデック株式会社
ロータ及びそれを備えるモータ
11日前
ニデック株式会社
モータユニット
9日前
個人
発電機
26日前
個人
発電システム
9日前
ニデック株式会社
モータ
22日前
マグネデザイン株式会社
ロータ
2日前
西芝電機株式会社
回転電機
12日前
株式会社豊田自動織機
モータ冷却装置
2日前
株式会社ダイヘン
充電装置
4日前
日産自動車株式会社
発電機
8日前
富士電機株式会社
半導体装置
1か月前
住友電装株式会社
電気接続箱
9日前
マツダ株式会社
電力変換装置
9日前
住友電装株式会社
電気接続箱
9日前
トヨタ自動車株式会社
充電システム
11日前
ダイハツ工業株式会社
モータ製造装置
15日前
ミネベアミツミ株式会社
モータ
11日前
トヨタ自動車株式会社
ステータ
9日前
新光電子株式会社
発振器
11日前
株式会社アイドゥス企画
負荷追従電動モータ
16日前
株式会社ダイヘン
電圧調整装置
22日前
株式会社ミツバ
回転電機
9日前
株式会社ダイヘン
電圧調整装置
4日前
株式会社アイドゥス企画
磁力トルクコンバータ
16日前
株式会社アイシン
回転電機用ステータ製造方法
17日前
ミネベアミツミ株式会社
発電装置
11日前
ミネベアミツミ株式会社
発電装置
11日前
トヨタ紡織株式会社
磁石挿入装置
22日前
株式会社ゲットクリーンエナジー
発電機
23日前
株式会社デンソー
電気機器
11日前
株式会社アイシン
回転電機用ステータ製造方法
17日前
日本精工株式会社
モータ
10日前
株式会社デンソー
携帯機
2日前
トヨタ自動車株式会社
電磁鋼板の成形方法
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ