TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075648
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186957
出願日
2023-10-31
発明の名称
数値制御装置、制御方法、及び制御プログラムを記憶した記憶媒体
出願人
ブラザー工業株式会社
代理人
個人
主分類
G05B
19/18 20060101AFI20250508BHJP(制御;調整)
要約
【課題】工作機械の工具交換動作における異常状態の発生の有無を判定する上で誤検出する可能性があるか否かを判断できる数値制御装置、制御方法、及び制御プログラムを記憶した記憶媒体を提供する。
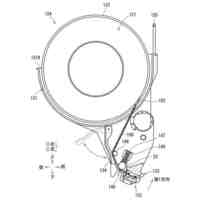
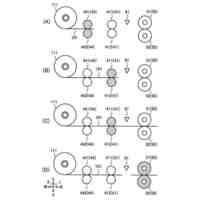
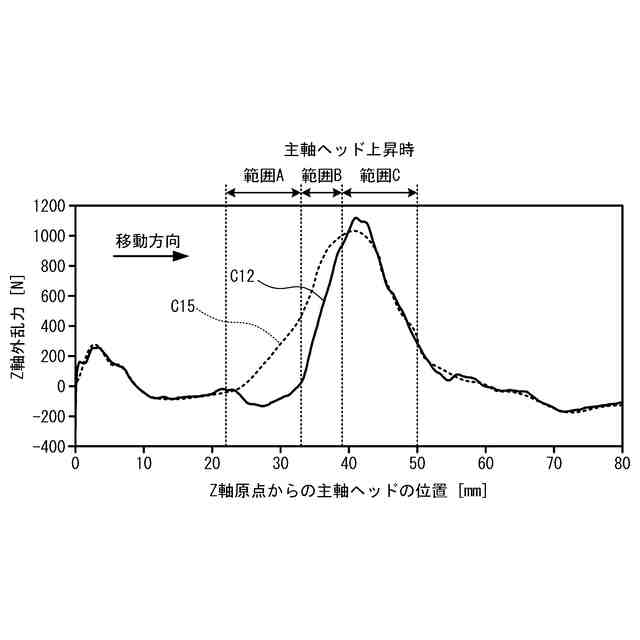
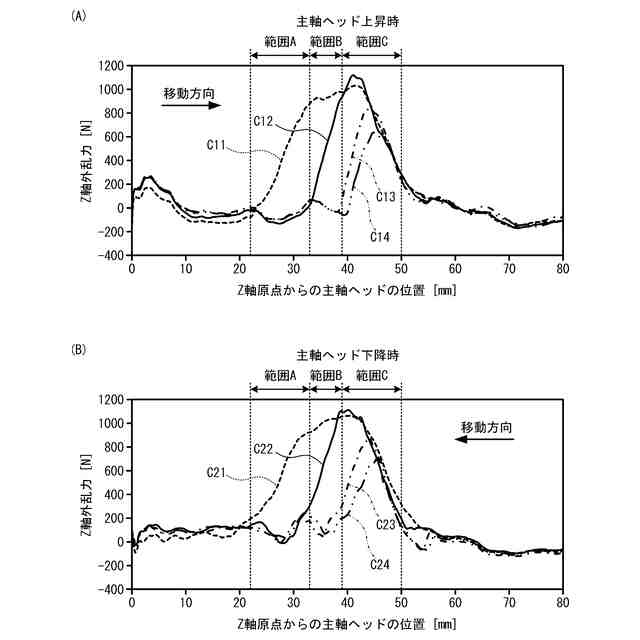
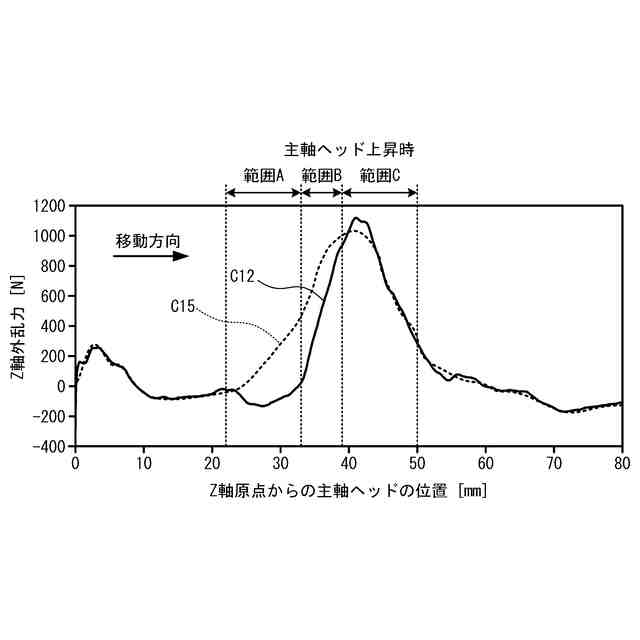
【解決手段】脱離動作時、完全装着状態においてZ軸外乱力の増加量(変化量)が最大となる範囲は範囲Bであり、未装着状態においてZ軸外乱力の増加量(変化量)が最大となる範囲は範囲Aである。経年変化に因り、完全装着状態においてZ軸外乱力の増加量(変化量)が最大となる範囲が、例えば範囲A寄りにずれる場合がある。数値制御装置は、完全装着状態で工具交換動作を行い、範囲BにおけるZ軸外乱力の増加量と、範囲AにおけるZ軸外乱力の増加量との比率が予め設定した余裕率以下となった場合、完全装着状態であっても未装着状態と誤判定する可能性があると判断する。
【選択図】図6
特許請求の範囲
【請求項1】
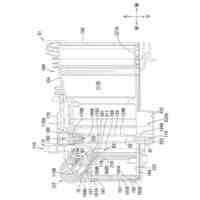
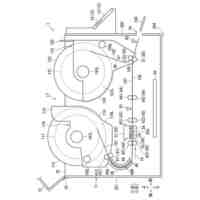
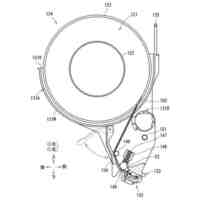
主軸に装着した工具と作業台に固定した被削材を相対的に移動して前記被削材を加工する工作機械を制御する数値制御装置であって、
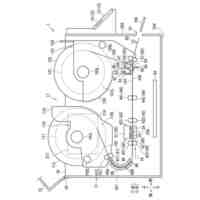
前記主軸に装着する前記工具の交換を行う工具交換動作の過程で前記主軸及び前記作業台を移動する駆動力を伝達する為の駆動軸に対して作用する外乱力を検出する検出器から出力される検出値を、前記駆動軸に対する前記主軸又は前記作業台の位置に関連する情報に応じて取得する取得部と、
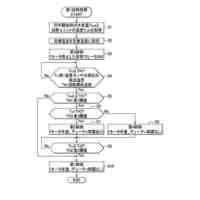
前記取得部が取得する前記検出値の変化量が最大となる変化点が含まれる前記主軸又は前記作業台の位置に関連する情報に基づいて、前記工具交換動作における異常状態の発生の有無を判定する異常判定部と、
前記取得部が取得する複数の前記検出値のうち、前記主軸又は前記作業台の位置に関連する情報の範囲であって二つの異なる範囲の夫々において取得した前記検出値に基づいて、前記異常判定部が、前記工具交換動作において異常状態が発生したと誤判定する可能性があるか否かを判断する誤判定判断部と
を備えたことを特徴とする数値制御装置。
続きを表示(約 1,700 文字)
【請求項2】
前記誤判定判断部は、
前記二つの異なる範囲の一方である第一範囲における前記検出値の差分である第一差分値を演算する第一演算部と、
前記二つの異なる範囲の他方である第二範囲における前記検出値の差分である第二差分値を演算する第二演算部と、
前記第一差分値と前記第二差分値との比率である差分比率を、予め設定した余裕率と比較する比較部と
を備え、
前記差分比率が前記余裕率以下の場合、前記異常判定部が誤判定する可能性があると判断すること
を特徴とする請求項1に記載の数値制御装置。
【請求項3】
前記異常判定部が前記工具交換動作における異常状態の発生の有無を判定する上で対象とする範囲は複数あり、
前記二つの異なる範囲は、前記対象とする範囲のうちの二つの範囲の組合せによるものであり、
前記余裕率は、前記二つの異なる範囲の組合せごとに、夫々設定されること
を特徴とする請求項2に記載の数値制御装置。
【請求項4】
前記工作機械は、
前記駆動軸を駆動するモータと、
前記モータの駆動時のトルク値を検出するトルク計測器と
を備え、
前記取得部は、前記工具交換動作の過程で前記トルク計測器が検出する前記モータの前記トルク値を前記検出値として前記主軸又は前記作業台の位置に関連する情報に応じて取得すること
を特徴とする請求項1に記載の数値制御装置。
【請求項5】
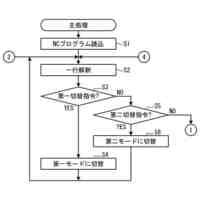
前記工作機械の動作を制御する為に実行される加工プログラムに記述された指令に応じて前記誤判定判断部の有効化又は無効化を設定する設定部を備えたこと
を特徴とする請求項1に記載の数値制御装置。
【請求項6】
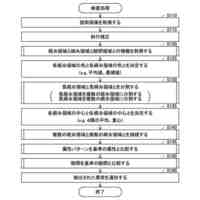
主軸に装着した工具と作業台に固定した被削材を相対的に移動して前記被削材を加工する工作機械を制御する制御方法であって、
前記主軸に装着する前記工具の交換を行う工具交換動作の過程で前記主軸及び前記作業台を移動する駆動力を伝達する為の駆動軸に対して作用する外乱力を検出する検出器から出力される検出値を、前記駆動軸に対する前記主軸又は前記作業台の位置に関連する情報に応じて取得する取得工程と、
前記取得工程において取得される前記検出値の変化量が最大となる変化点が含まれる前記主軸又は前記作業台の位置に関連する情報に基づいて、前記工具交換動作における異常状態の発生の有無を判定する異常判定工程と、
前記取得工程において取得される複数の前記検出値のうち、前記主軸又は前記作業台の位置に関連する情報の範囲であって二つの異なる範囲の夫々において取得された前記検出値に基づいて、前記異常判定工程で、前記工具交換動作において異常状態が発生したと誤判定される可能性があるか否かを判断する誤判定判断工程と
を備えたことを特徴とする制御方法。
【請求項7】
主軸に装着した工具と作業台に固定した被削材を相対的に移動して前記被削材を加工する工作機械を制御する為、
前記主軸に装着する前記工具の交換を行う工具交換動作の過程で前記主軸及び前記作業台を移動する駆動力を伝達する為の駆動軸に対して作用する外乱力を検出する検出器から出力される検出値を、前記駆動軸に対する前記主軸又は前記作業台の位置に関連する情報に応じて取得する取得工程と、
前記取得工程において取得される前記検出値の変化量が最大となる変化点が含まれる前記主軸又は前記作業台の位置に関連する情報に基づいて、前記工具交換動作における異常状態の発生の有無を判定する異常判定工程と、
前記取得工程において取得される複数の前記検出値のうち、前記主軸又は前記作業台の位置に関連する情報の範囲であって二つの異なる範囲の夫々において取得された前記検出値に基づいて、前記異常判定工程で、前記工具交換動作において異常状態が発生したと誤判定される可能性があるか否かを判断する誤判定判断工程と
をコンピュータに実行させる為の制御プログラムを記憶した記憶媒体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、数値制御装置、制御方法、及び制御プログラムを記憶した記憶媒体に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
工作機械の主軸に装着する工具の装着状態を検出可能な数値制御装置が公知である。特許文献1は、工具交換時に主軸を駆動するモータのトルクを時系列で取得し、トルクの変化量が最も大きい変化点が含まれる判定範囲に基づいて、工具の装着状態の異常の有無を検出する。工作機械は、組み付け方によってトルクの変化点に個体差を生じ得る。故に変化点が含まれるかを判定する判定範囲は、数値制御装置が備える自動調整機能によって、機械ごとに設定される。
【先行技術文献】
【特許文献】
【0003】
特許第7226301号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
判定範囲は経年変化によっても変わる為、数値制御装置は、自動調整機能によって、経年変化に応じた判定範囲を設定する。しかしながら、経年変化によって、モータのトルクや変化量にも変化が生ずる場合があり、判定範囲が自動調整されたとしても、変化点の検出において経年変化の影響が生じた場合、工具の装着状態の異常が誤検出される可能性があった。
【0005】
本発明の目的は、工作機械の工具交換動作における異常状態の発生の有無を判定する上で誤検出する可能性があるか否かを判断できる数値制御装置、制御方法、及び制御プログラムを記憶した記憶媒体を提供することである。
【課題を解決するための手段】
【0006】
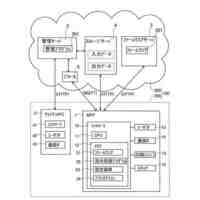
本発明の第一態様によれば、主軸に装着した工具と作業台に固定した被削材を相対的に移動して前記被削材を加工する工作機械を制御する数値制御装置であって、前記主軸に装着する前記工具の交換を行う工具交換動作の過程で前記主軸及び前記作業台を移動する駆動力を伝達する為の駆動軸に対して作用する外乱力を検出する検出器から出力される検出値を、前記駆動軸に対する前記主軸又は前記作業台の位置に関連する情報に応じて取得する取得部と、前記取得部が取得する前記検出値の変化量が最大となる変化点が含まれる前記主軸又は前記作業台の位置に関連する情報に基づいて、前記工具交換動作における異常状態の発生の有無を判定する異常判定部と、前記取得部が取得する複数の前記検出値のうち、前記主軸又は前記作業台の位置に関連する情報の範囲であって二つの異なる範囲の夫々において取得した前記検出値に基づいて、前記異常判定部が、前記工具交換動作において異常状態が発生したと誤判定する可能性があるか否かを判断する誤判定判断部とを備えたことを特徴とする数値制御装置が提供される。
【0007】
経年変化等により、駆動軸に作用する外乱力の大きさや得られる範囲が変化した場合、異常判定部は、異常状態の有無を誤判定する可能性がある。誤判定判断部は、二つの異なる範囲の夫々において取得した検出値に基づき判断することで、異常判定部が誤判定する可能性があるか否かを判断することができる。故に数値制御装置は、異常判定部の誤判定によって工作機械の生産性が低下することを抑制できる。
【0008】
第一態様の前記誤判定判断部は、前記二つの異なる範囲の一方である第一範囲における前記検出値の差分である第一差分値を演算する第一演算部と、前記二つの異なる範囲の他方である第二範囲における前記検出値の差分である第二差分値を演算する第二演算部と、前記第一差分値と、前記第二差分値との比率である差分比率を、予め設定した余裕率と比較する比較部とを備え、前記差分比率が前記余裕率以下の場合、前記異常判定部が誤判定する可能性があると判断してもよい。誤判定判断部は、二つの異なる範囲において夫々得られた第一差分値と第二差分値との差分比率を、予め設定した余裕率と比較することで、異常判定部が誤判定する可能性があるか否かを判断することができる。故に数値制御装置は、異常判定部の誤判定によって工作機械の生産性が低下することを抑制できる。
【0009】
第一態様において、前記異常判定部が前記工具交換動作における異常状態の発生の有無を判定する上で対象とする範囲は複数あり、前記二つの異なる範囲は、前記対象とする範囲のうちの二つの範囲の組合せによるものであり、前記余裕率は、前記二つの異なる範囲の組合せごとに、夫々設定されてもよい。誤判定判断部は、異常判定部が異常状態の発生の有無を判定する上で対象とする複数の範囲から二つの異なる範囲を組合せることで、複数の組合せに対し、夫々、異常判定部が誤判定する可能性があるか否かを判断できる。故に誤判定判断部は、より正確に、異常判定部が誤判定する可能性があるか否かを判断できる。故に数値制御装置は、異常判定部の誤判定によって工作機械の生産性が低下することを、より確実に抑制できる。
【0010】
第一態様の前記工作機械は、前記駆動軸を駆動するモータと、前記モータの駆動時のトルク値を検出するトルク計測器とを備え、前記取得部は、前記工具交換動作の過程で前記検出器が検出する前記モータの前記トルク値を前記検出値として前記主軸又は前記作業台の位置に関連する情報に応じて取得してもよい。外乱力の検出を駆動軸を駆動するモータのトルク値の検出によって行うことで、誤判定判断部は、より正確に、異常判定部が誤判定する可能性があるか否かを判断できる。故に数値制御装置は、異常判定部の誤判定によって工作機械の生産性が低下することを、より確実に抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ブラザー工業株式会社
タンク
1日前
ブラザー工業株式会社
記録装置
5日前
ブラザー工業株式会社
記録装置
5日前
ブラザー工業株式会社
画像形成装置
5日前
ブラザー工業株式会社
画像形成装置
5日前
ブラザー工業株式会社
画像形成装置
5日前
ブラザー工業株式会社
画像形成装置
今日
ブラザー工業株式会社
媒体処理装置
5日前
ブラザー工業株式会社
残量管理装置
5日前
ブラザー工業株式会社
通信デバイス
6日前
ブラザー工業株式会社
通信デバイス
6日前
ブラザー工業株式会社
カートリッジ
5日前
ブラザー工業株式会社
液体消費装置
1日前
ブラザー工業株式会社
画像形成装置
1日前
ブラザー工業株式会社
カートリッジ
5日前
ブラザー工業株式会社
ラミネート装置
5日前
ブラザー工業株式会社
ドラムユニット
6日前
ブラザー工業株式会社
シート搬送装置
5日前
ブラザー工業株式会社
ラミネート装置
5日前
ブラザー工業株式会社
ドラムユニット
6日前
ブラザー工業株式会社
ラミネート装置
5日前
ブラザー工業株式会社
ラミネート装置
5日前
ブラザー工業株式会社
ラベルプリンタ
7日前
ブラザー工業株式会社
情報処理システム
5日前
ブラザー工業株式会社
現像カートリッジ
6日前
ブラザー工業株式会社
記録装置および記録方法
5日前
ブラザー工業株式会社
タンクおよび液体消費装置
1日前
ブラザー工業株式会社
プログラム、および、検出装置
7日前
ブラザー工業株式会社
プログラム、および、検出装置
7日前
ブラザー工業株式会社
通信装置及び通信処理プログラム
6日前
ブラザー工業株式会社
ドラムユニットおよび画像形成装置
4日前
ブラザー工業株式会社
媒体処理装置、及び、媒体搬送ユニット
5日前
ブラザー工業株式会社
数値制御装置、制御方法、及び記憶媒体
6日前
ブラザー工業株式会社
媒体搬送ユニット、及び、媒体処理システム
5日前
ブラザー工業株式会社
ヘッドシステム、制御方法、及びプログラム
5日前
ブラザー工業株式会社
数値制御装置、システム、制御方法、及びプログラム
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ