TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034455
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140845
出願日
2023-08-31
発明の名称
脊椎固定用チタン合金ロッド及びその製造方法
出願人
学校法人上智学院
,
高周波熱錬株式会社
代理人
個人
,
個人
,
個人
主分類
C22C
14/00 20060101AFI20250306BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】骨に固定した器具にかかる荷重を小さくすることにより、骨にかかる荷重を大きくして、骨への力学的刺激を向上させると共に、ロッドの耐久性を向上させることができる脊椎固定用チタン合金製ロッドを提供する。
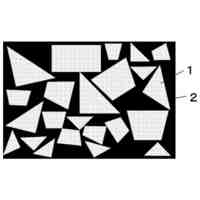
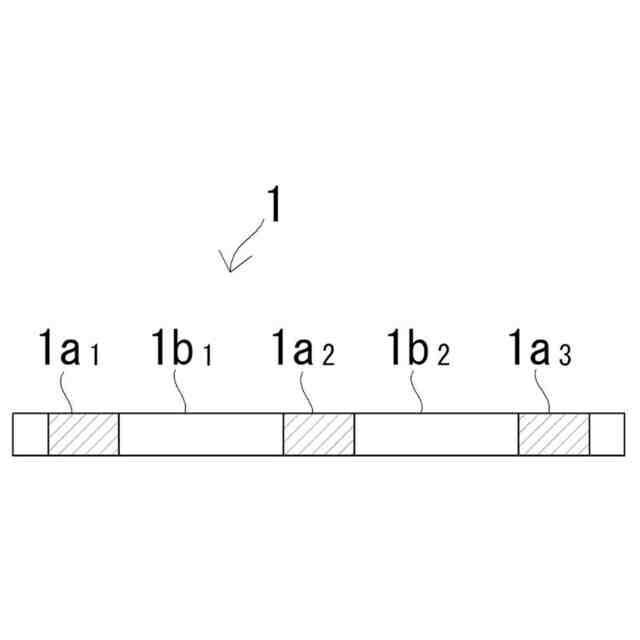
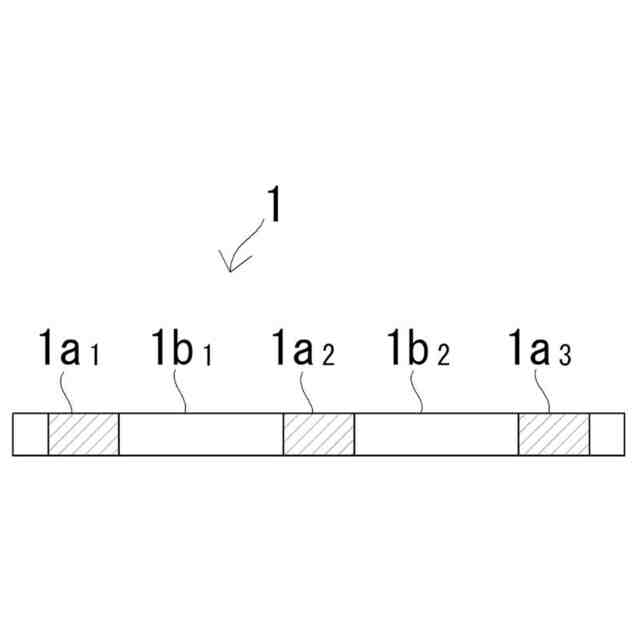
【解決手段】チタン合金ロッドの軸方向に強度差のあるα+β相領域1b(1b
1
、1b
2
)とα’相又はα’+β相領域1a(1a
1
、1a
2
、1a
3
)が存在し、かつ、α’相又はα’+β相領域1a間にα+β相領域1bが存在し、強度が高いα’相又はα’+β相領域1aをスクリュー及びプラグとの接触部とし、強度の低いα+β相領域1bを前記スクリューおよびプラグとの非接触部とする、脊椎固定用チタン合金ロッド。
【選択図】図2
特許請求の範囲
【請求項1】
チタン合金ロッドの軸方向に強度差のあるα+β相領域とα’相又はα’+β相領域が存在し、かつ、前記α’相又はα’+β相領域間にα+β相領域が存在し、強度の高いα’相又はα’+β相領域をスクリュー及びプラグとの接触部とし、強度の低いα+β相領域を前記スクリューおよびプラグとの非接触部とする、脊椎固定用チタン合金ロッド。
続きを表示(約 250 文字)
【請求項2】
前記チタン合金ロッドの軸方向に、前記α’相又はα’+β相領域が3箇所以上、前記α+β相の領域が2箇所以上存在する、請求項1に記載の脊椎固定用チタン合金ロッド。
【請求項3】
請求項1又は2に記載の脊椎固定用チタン合金ロッドの製造方法であって、α+β相領域を有するチタン合金ロッドの前記α+β相領域内の前記スクリュー及びプラグとの接触部に対して高周波を印加して焼入れ処理を行うことで前記接触部をα’相又はα’+β相領域とする、脊椎固定用チタン合金ロッドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、脊椎固定用チタン合金ロッド及びその製造法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
脊椎変形疾患等の治療のために、脊椎インプラントであるチタン合金製のロッドとスクリューを用いた脊椎固定手術が行われているが、これに用いる脊椎固定用チタン合金ロッド等が開発されている(例えば、特許文献1及び2参照)。
【0003】
特許文献1には、「Nb:25~37質量%、Ta:Nb+0.8Taで36~45質量%、Zr:2~6質量%、O:0~1.0質量%、残部がTiと不可避的不純物からなり、β相中にα相が析出した第1領域と、β相からなる第2領域とを有する、脊椎固定用チタン合金ロッド。」(請求項1)が記載され、「この構成によって、脊椎固定用矯正ロッドに求められる高強度と低剛性をより高いレベルで両立できる」(段落[0012])、「Ti合金ロッド10中の第1領域11および第2領域12の位置は、Ti合金ロッドの使用方法に応じて定めることができる。通常の脊椎固定手術では、尾側に特に高い強度が求められ、頭側に低い剛性が求められるので、Ti合金ロッドの一端を第1領域11が占め、他端を第2領域12が占めることが好ましい。これにより、図6(本明細書に添付した図7参照)を参照して、尾側Cに第1領域を充て、頭側Hに第2領域を充てることができる。」(段落[0037])と記載されている。
【0004】
また、特許文献1には、「組成G2について、上記実験と同様に、熱間圧延された径20mmの丸棒の黒皮を除去し、800℃で1時間保持して溶体化処理を行い、水冷によって室温まで冷却し、スウェージ加工により径5mmまで縮径して、400℃で24hの時効処理を行った。さらに、得られた棒材(長さ約100mm)の一端から約半分の長さに高周波を印加して加熱し、高周波部分焼入れを行い、実施例のTi合金ロッドを作製した。」、「実施例のTi合金ロッドを径方向に2分割し、光学顕微鏡を用いて、第1領域と第2領域の境界部分の断面を観察した。その結果、第2領域は単一の相からなり、第1領域は二相からなることを確認した。また、第1領域と第2領域の境界部は、組織が連続的に変化する傾斜構造を有していることを確認した。」、「さらに、第1領域と第2領域の境界部分の断面について、ビッカース硬さHvの長さ方向の変化を測定した。ビッカース硬さHvは、試験力4.903N、保持時間10秒で測定した。結果を図5に示す。図5(本明細書に添付した図6参照)の左側が第1領域、右側が第2領域である。ビッカース硬さHvは、第1領域から第2領域にかけて徐々に低下しており、境界における傾斜構造が3~3.5mmにわたって形成されていることが分かった。」(段落[0064]、[0066]、[0067])と記載されている。
【0005】
特許文献2には、「前記α+β型チタン合金が、Ti-6Al-7Nb、Ti-6Al-4V、又はTi-6Al-4V
ELIである、請求項4~請求項6のいずれか1項に記載の生体用チタン合金加工品。」(請求項7)、「生体用チタン合金加工品が、・・・脊椎固定器具、又は骨固定器具である、請求項4~請求項7のいずれか1項に記載の生体用チタン合金加工品。」(請求項2)が記載され、また、「α+β型チタン合金は、軽量で、磁化率が低く、細胞毒性も低く、耐食性及び組織適合性に優れることから、体内留置型医療用品に好適である。α+β型チタン合金は、具体的には、Ti-6Al-4V、Ti-6Al-4V ELI、Ti-6Al-7Nb、Ti-3Al-2.5V、Ti-5Al-2.5Feである。」(段落[0014])と記載されている。
【0006】
また、人工骨等の生体材料製品に用いるチタン合金を硬度の高いα’マルテンサイト相を含むものとすることも公知である(特許文献3参照)。
特許文献3には、「チタン合金の積層構造を有する基材と、・・・α相で構成された第2硬化層と、前記第2硬化層の内層に設けられたα’マルテンサイト相と準安定β相で構成された第3硬化層と、を有するチタン合金造形物。」(請求項1)が記載され、また、「従来、α+β型チタン合金を、1kHz~400kHzの周波数による高周波誘導加熱により、1秒~600秒未満の時間および800℃~1200℃の温度で短時間加熱した後、急冷してα’相を生成させることで、α+β型チタン合金の降伏強度、引張強度および疲労強度を向上させる高周波熱処理方法が記載されている・・・」(段落[0002])、「チタン合金は、・・・例えば、各ユーザの骨格形状に適合した人工骨等の生体材料製品に好適に用いることが可能となる。」(段落[0012])、「この硬さが高くなる理由としては、上述した高周波誘導加熱時に、大気雰囲気に含まれる酸素や窒素が被処理材の表面20から内層方向に向かって第3硬化層30cまで拡散すると共に急冷の効果により、α’マルテンサイト相と準安定β相で構成された第3硬化層30cが形成されたためと推察される。」(段落[0026])と記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2020-139179号公報
特開2016-59951号公報
特開2023-69501号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
金属製の医療器具は、骨に固定した器具にかかる荷重が大きいと、骨にかかる荷重が小さくなり、その結果、骨への力学的刺激が低下し、再生と破壊のバランスが崩れ、骨が脆弱化する課題がある。
特許文献1に記載の脊椎固定用チタン合金ロッドは、β相からなる第2領域ではロッドの強度が低い(図6の右側参照)ため、段落[0037]に記載されているように図7に示す頭側Hに第2領域12(図5参照)を充てた場合、骨に固定した器具にかかる荷重は小さくなり、骨にかかる荷重は大きくなるが、頭側Hでは、スクリュー及びプラグを固定した部位のロッドの強度も低いから、強度が高いスクリュー及びプラグと組み合わせて使用すると、当該部位の耐久性が低下する恐れがある。
【0009】
特許文献2には、脊椎固定器具として用いるα+β型チタン合金が記載されているが、α+β型チタン合金の強度をさらに上げることは記載されていない。
特許文献3には、人工骨等の生体材料製品に好適に用いることができるα+β型チタン合金を、高周波誘導加熱により、短時間加熱した後、急冷してα’+β相とすることで硬さを高くして、疲労強度(耐久性)を向上させることが示唆されているが、チタン合金ロッドを、部分加熱して、ロッドの軸方向に強度差のある領域を形成することは記載されていない。
【0010】
本発明は、骨に固定した器具にかかる荷重を小さくすることにより、骨にかかる荷重を大きくして、骨への力学的刺激を向上させると共に、ロッドの耐久性を向上させることができる脊椎固定用チタン合金ロッドを提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
学校法人上智学院
核酸塩基検出剤
5か月前
学校法人上智学院
生物の管理方法
7か月前
学校法人上智学院
固体高分子電解質形燃料電池
2か月前
学校法人上智学院
固体高分子電解質形燃料電池
4か月前
野村マイクロ・サイエンス株式会社
分析装置及び分析方法
4か月前
野村マイクロ・サイエンス株式会社
エンドトキシン検出試薬製造用中間体の製造方法、エンドトキシン検出試薬の製造方法、及びエンドトキシン検出試薬
4か月前
個人
銅鉄合金の製造
3か月前
宏幸株式会社
金属回収方法
7か月前
個人
高強度せん断補強筋用の鋼材
7か月前
株式会社神戸製鋼所
鋼材
6か月前
JX金属株式会社
鉛の回収方法
1か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
銅合金
16日前
古河電気工業株式会社
銅線
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
日本製鉄株式会社
線材
4か月前
日本製鉄株式会社
鋼線
4か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
7か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼材
3か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
大同メタル工業株式会社
摺動材料
3か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
日本製鉄株式会社
鋼部品
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ