TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024177671
公報種別
公開特許公報(A)
公開日
2024-12-20
出願番号
2024159090,2020181768
出願日
2024-09-13,2020-10-29
発明の名称
合金材料の製造方法およびその利用
出願人
ノリタケ株式会社
代理人
個人
主分類
B22F
7/08 20060101AFI20241213BHJP(鋳造;粉末冶金)
要約
【課題】タングステン部材と他の金属部材との強固かつ信頼性の高い接合を実現する新規な技術を提供する。
【解決手段】ここに開示される製造方法は、タングステン(W)元素を含むW源と、銅(Cu)元素を含むCu源とが接触し、W源とCu源との境界においてWおよびCuが酸化している酸化接触体を準備し、酸化接触体に対して還元雰囲気下で焼成処理を行う。これによって、W元素とCu元素とが相互に拡散した合金材料であるW-Cu合金を製造できる。かかるW-Cu合金を用いることによって、タングステン部材と他の金属部材とを強固に接合できる。
【選択図】なし
特許請求の範囲
【請求項1】
タングステン(W)元素を含むW源と、銅(Cu)元素を含むCu源とが接触し、前記W源と前記Cu源との境界においてWおよびCuが酸化している酸化接触体を準備し、前記酸化接触体に対して還元雰囲気下で焼成処理を行う、合金材料の製造方法。
続きを表示(約 810 文字)
【請求項2】
前記W源は、W元素を含む固形の金属部材である、請求項1に記載の合金材料の製造方法。
【請求項3】
前記W源は、タングステン、窒化タングステン、炭化タングステン、炭窒化タングステン、銅タングステン複合材料、銀タングステン複合材料からなる群から選択される少なくとも一種を含む、請求項2に記載の合金材料の製造方法。
【請求項4】
前記Cu源は、銅元素を含む銅粒子によって実質的に構成されるCu粉体を含む、請求項1~3のいずれか一項に記載の合金材料の製造方法。
【請求項5】
前記Cu粉体は、SEM観察に基づく平均粒子径が10nm以上5000nm以下である、請求項4に記載の合金材料の製造方法。
【請求項6】
前記Cu源は、前記Cu粉体を所定の溶媒に分散させたCuペーストである、請求項4または5に記載の合金材料の製造方法。
【請求項7】
前記W源と前記Cu源とが接触した接触体に対して酸化処理を行うことによって前記酸化接触体を準備する、請求項1~6のいずれか一項に記載の合金材料の製造方法。
【請求項8】
前記酸化処理を実施した後、前記焼成処理を実施する前において、少なくとも、前記W源と接触する前記Cu源の表面から5nm以上の領域に酸化銅が存在している、請求項7に記載の合金材料の製造方法。
【請求項9】
前記酸化処理を実施した後、前記焼成処理を実施する前において、少なくとも、前記Cu源と接触する前記W源の表面から5nm以上の領域に酸化タングステンが存在している、請求項7または8に記載の合金材料の製造方法。
【請求項10】
前記酸化処理において、酸化雰囲気下で前記接触体を加熱する、請求項7~9のいずれか一項に記載の合金材料の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、合金材料の製造方法および当該製造方法によって得られる種々の部材に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
タングステン(W)を含むタングステン部材(以下「W部材」ともいう)は、融点が高く、かつ、熱膨張率が低いという特徴を有し、高温環境での信頼性に優れている。このため、W部材は、ダイバータ、加速器、プラズマ放電装置、高温炉、薄膜形成装置等の高温環境に晒される超高温部品に使用される。一方、タングステンは、希少かつ高価な金属であり、かつ、加工が困難である。このため、W部材と他の金属部材とを接合させた金属接合体が広く使用されている。かかるW部材の接合対象の一例として、銅(Cu)製の部材(以下「Cu部材」ともいう)が挙げられる。
【0003】
しかし、国立研究開発法人 物質・材料研究機構等による無機材料データベース(AtomWork)によると、W部材とCu部材との間では金属元素が相互拡散した合金が生じないとされている。すなわち、W部材とCu部材との接合においては、2つの金属部材の境界に合金を生成して強固な接合部を形成するという接合手段が使用できないと考えられており、合金の生成以外の接合手段が作用されている。かかる他の接合手段の一例として、強い圧力でW部材とCu部材とを加圧しながら加熱するという手段が挙げられる。かかる手段で作製した接合体では、W部材とCu部材との接合界面における非常に薄い領域に金属間結合が生じていると考えられている。また、特許文献1には、W部材とCu部材とを接合した異種金属接合体の製造方法が記載されている。この製造方法では、銅含有バルク材料(Cu部材)とタングステン含有材料(W部材)との間に銅粉末を介在させた後に、所定の雰囲気下で放電プラズマ焼結処理する。特許文献1には、上述の接合手段(製造方法)によって、接合強度に優れ、種々の問題の発生が抑制された異種金属接合体を製造できると記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第6563581号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、近年では、W部材の用途の広がりに伴い、W部材と他の金属部材(例えば、Cu部材)とを接合した金属接合体の接合強度と信頼性を更に高めることが求められている。しかしながら、上述した従来の接合手段では、近年の要求に応えるような強固かつ信頼性の高い接合を実現することが困難であった。本発明は、上述の問題を解決するためにされたものであり、その主な目的は、タングステン部材と他の金属部材との強固かつ信頼性の高い接合を実現する新規な技術を提供することである。
【課題を解決するための手段】
【0006】
本発明者は、上述の課題を解決するために種々の実験と検討を行った結果、W源と、Cu元素を含むCu源とが接触し、当該W源とCu源との境界にW酸化物とCu酸化物が存在している酸化接触体に対して還元雰囲気下で焼成処理を行うと、驚くべきことに、相互拡散しないと考えられていたW元素とCu元素とが相互に拡散した合金材料(W-Cu合金)が生成されることを発見した。そして、本発明者は、このW-Cu合金を用いれば、合金材料を介したW部材と他の金属部材の接合が可能になるため、強固かつ信頼性が高い金属接合体を作製できると考えた。
【0007】
ここに開示される合金材料の製造方法(以下、単に「製造方法」ともいう)は、上述の知見に基づいてなされたものである。すなわち、ここに開示される製造方法は、タングステン(W)元素を含むW源と、銅(Cu)元素を含むCu源とが接触し、W源とCu源との境界においてWおよびCuが酸化している酸化接触体を準備し、酸化接触体に対して還元雰囲気下で焼成処理を行う。これによって、W元素とCu元素とが相互拡散したW-Cu合金を形成できる。そして、このW-Cu合金を介してW部材とCu部材を接合することによって、強固かつ信頼性が高い金属接合体を作製できる。
【0008】
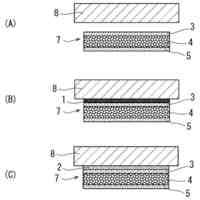
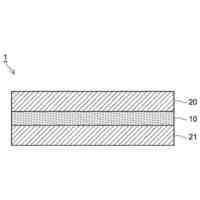
ここに開示される製造方法の一態様では、W源は、W元素を含む固形の金属部材(W部材)である。このようにW部材をW源として使用することによって、当該W部材の表面にW-Cu合金を生成できる。そして、このようにW部材の表面にW-Cu合金が形成された金属積層体は、W部材と他の金属部材とが接合された金属接合体を作製する際に好適に使用できる。
【0009】
ここに開示される製造方法の一態様では、W源は、タングステン、窒化タングステン、炭化タングステン、炭窒化タングステン、銅タングステン複合材料、銀タングステン複合材料からなる群から選択される少なくとも一種を含む。上述のW系材料をW源として使用することによってW-Cu合金を適切に形成できる。
【0010】
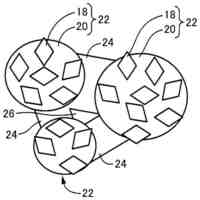
ここに開示される製造方法の一態様では、Cu源は、銅元素を含む銅粒子によって実質的に構成されるCu粉体である。このような粉体のCu源を使用することによって、W元素とCu元素との相互拡散が生じやすくなるため、W-Cu合金の製造効率を向上できる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
加熱炉
1か月前
ノリタケ株式会社
冷却炉
1か月前
ノリタケ株式会社
洗浄装置
1か月前
ノリタケ株式会社
研磨パッド
1か月前
ノリタケ株式会社
棒材切断機
1か月前
ノリタケ株式会社
熱処理容器
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
担体構造体
1か月前
ノリタケ株式会社
熱伝導シート
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
ノリタケ株式会社
導電性ペースト
1か月前
ノリタケ株式会社
ローラ式搬送装置
1か月前
ノリタケ株式会社
焼成冷却システム
1か月前
ノリタケ株式会社
静電容量タッチパネル
1か月前
ノリタケ株式会社
静電容量タッチパネル
1か月前
ノリタケ株式会社
砥材及びその製造方法
1か月前
ノリタケ株式会社
封止用グリーンシート
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
電気化学セル用ペースト
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
焼成用治具およびフレーム
1か月前
ノリタケ株式会社
研磨パッド粗材の加工装置
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
平面研削用レジンボンド砥石
1か月前
ノリタケ株式会社
ロータリーキルン用の炉心管
1か月前
ノリタケ株式会社
電動式コンクリートカッター
17日前
ノリタケ株式会社
ガラス接合材およびその利用
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
研磨パッド及びウェハ研磨方法
1か月前
ノリタケ株式会社
研磨パッド及びウェハ研磨方法
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
組立体の製造方法および組立体
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ