TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024153553
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2024034579
出願日
2024-03-07
発明の名称
拡大されたロータ溝に適したダボテール構成を有するタービンブレード及びアセンブリのための方法
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
F01D
5/30 20060101AFI20241022BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】新しくできた大きいロータ溝に適合するダボテールを有する新規のブレードであって、元のブレードよりも重量が重くならない新規のブレードを提供する。
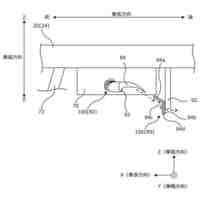
【解決手段】延長挿入体は、ダボテールの端面432に接触するように構成された第1の端部424と、第2の端部426とを含んでいる。少なくとも1つの位置決め脚部428は、挿入体の第2の端部426から軸に対して半径方向内側に向かって延在する。ダボテール404と延長挿入体は、タービンブレード402をロータ412に取り付けるためにロータ溝410に配置されるように構成されている。取付けアーム420は、ロータ溝410の半径方向内側を向くロータフック430に係合し、位置決め脚部428は、ロータ溝410の半径方向外側を向く表面432、及び、位置決め脚部428とロータ溝410の半径方向外側を向く表面432との間に位置する平坦な板状のシムのうちの一方に係合する。
【選択図】図10
特許請求の範囲
【請求項1】
方法であって、
軸を有するロータ(412)に画定されるロータ溝(410)を用意することであって、前記ロータ溝(410)は、半径方向内側を向くロータフック(430)と半径方向外側を向く表面(432)とを含む、ロータ溝(410)を用意すること、
タービンブレードアセンブリ(400)を前記ロータ溝(410)に取り付けること
を含み、
前記タービンブレードアセンブリ(400)は、
エアフォイル(416)と、前記エアフォイル(416)に結合されたダボテール(404)とを含むタービンブレード(402)であって、前記ダボテール(404)は、取付けアーム(420)と、前記軸に対して半径方向内側を向く端面(432)とを含む、タービンブレード(402)と、
前記ダボテール(404)の端面(432)に接触するように構成された第1の端部(424)と、第2の端部(426)とを含む延長挿入体(406)であって、前記第2の端部(426)は、前記軸に対して半径方向内側に向かって延在する少なくとも1つの位置決め脚部(428)を含む、延長挿入体(406)と
を含む、方法。
続きを表示(約 1,300 文字)
【請求項2】
前記取付けアーム(420)は、前記ロータ溝(410)の半径方向内側を向くロータフック(430)に係合し、前記少なくとも1つの位置決め脚部(428)は、前記ロータ溝(410)の半径方向外側を向く表面(432)、及び、前記少なくとも1つの位置決め脚部(428)と前記ロータ溝(410)の半径方向外側を向く表面(432)との間に位置する平坦な板状のシム(440)のうちの一方に係合する、請求項1に記載の方法。
【請求項3】
前記延長挿入体(406)の半径方向の大きさは4ミリメートルより大きく、前記少なくとも1つの位置決め脚部(428)と前記ロータ溝(410)の半径方向外側を向く表面(432)との間に少なくとも1つの平坦な板状のシム(440)を位置決めすることを更に含み、前記少なくとも1つの平坦な板状のシム(440)の半径方向の大きさは、1.5ミリメートルよりも大きくない、請求項1に記載の方法。
【請求項4】
固定要素(450)を使用して、前記タービンブレード(402)のダボテール(404)に対する前記延長挿入体(406)の位置を固定することを更に含む、請求項1に記載の方法。
【請求項5】
前記固定要素(450)は嵌め込み形結合器を含む、請求項4に記載の方法。
【請求項6】
前記嵌め込み形結合器(450)の雌部分(452)は、ダボテール(404)の端面(422)に画定され、前記嵌め込み形結合器(450)の雄部分(454)は、前記延長挿入体(406)の第1の端部(424)から延在し、前記タービンブレード(402)の前記ダボテール(404)に対して前記延長挿入体(406)の位置を固定するために、前記端面(422)の雌部分(452)内に嵌合するように構成されている、請求項5に記載の方法。
【請求項7】
前記固定要素(450)は、前記ダボテール(404)の端面(422)と前記延長挿入体(406)の第1の端部(424)とを結合する締結具(456)を含む、請求項4に記載の方法。
【請求項8】
前記少なくとも1つの位置決め脚部(428)は、前記軸に対して半径方向内側に向かって延在する複数の位置決め脚部(428)を含む、請求項1に記載の方法。
【請求項9】
前記複数の位置決め脚部(428)のうちの少なくとも2つの位置決め脚部は異なる長さを有する、請求項8に記載の方法。
【請求項10】
タービンブレードアセンブリ(400)を前記ロータ溝(410)に取り付ける前に、前記取付けアーム(420)と少なくとも1つの位置決め脚部(428)の半径方向内側端部(438)との間の第1の半径方向距離が、前記ロータ溝(410)の半径方向内側を向くロータフック(430)と半径方向外側を向く表面(432)との間の第2の半径方向距離と一致するように、前記少なくとも1つの位置決め脚部(428)を調整することを更に含む、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般にタービンシステムに関する。より具体的には、本開示は、拡大されたロータ溝に適したダボテール構成を有する、タービンシステム用のタービンブレード及びタービンブレードアセンブリのための方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
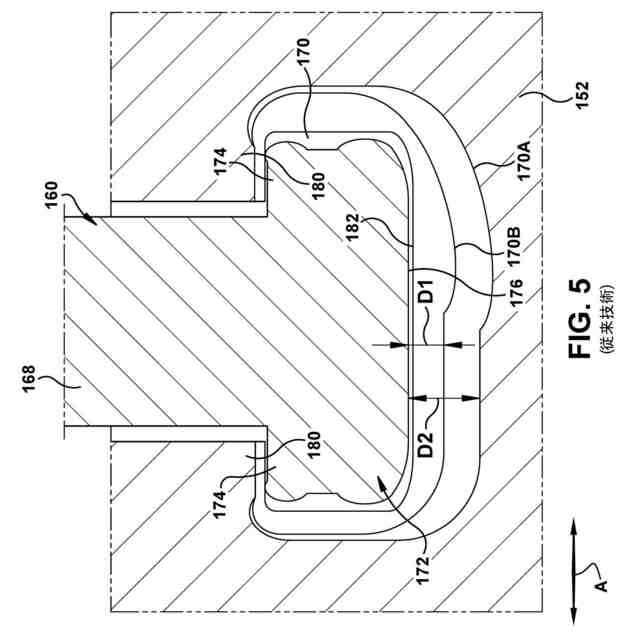
タービンシステムは、ロータに接続された回転ブレードに流体の流れを導く静止ノズルを含んでいる。静止ノズル(エアフォイル)は、典型的には、静止ブレード、ダイヤフラム、又はノズルアセンブリ段と呼ばれている。回転ブレードは、ノズルから蒸気流(例えば、燃焼ガス又は蒸気)を受けて、ブレードがロータを回転させている。ブレードは、一般に、ロータの溝と嵌合するダボテールを有するベースを使ってロータに組み付けられており、ダボテールは、薄い板状のシムによって半径方向外側に押し付けられ、しっかりと固定された(押し固められた)組立体を得るのに役立つ。
【0003】
タービンの電力供給が停止している間に、或る回転ブレード段を交換する必要が生じる場合がある。確実に適切な組立てができるようにするために、ロータ溝をきれいにし、起こり得る損傷(例えば、小さな割れ又は他の変形)が生じないように、ロータ溝の再加工が必要な場合もある。再加工するときのロータ溝の深さは、ロータの寿命消費に依存し、例えば、ロータ上の位置が異なったり、ブレード段が異なったり、タービンシステムが異なると、再加工するときのロータ溝の深さが違ってくる場合がある。ロータ溝の内側を機械加工して、例えば2ミリから15ミリの範囲で削り、割れの入った材料又は年数の経った古い材料を取り除いて、ロータの寿命を延ばすことができる。新しくできた大きいロータ溝に適合するダボテールを有する新規のブレードであって、ロータ溝にかかる遠心力と応力が大きくなるのを回避するために、元のブレードよりも重量が重くならない新規のブレードを提供することは1つの課題である。
【発明の概要】
【0004】
以下に述べる全ての態様、例及び特徴は、技術的に可能な任意の方法で組み合わせることができる。
【0005】
本開示の一態様では、軸を有するロータに画定されたロータ溝に適したタービンブレードアセンブリが提供される。タービンブレードアセンブリは、エアフォイルと、前記エアフォイルに結合されたダボテールとを含むタービンブレードであって、前記ダボテールは、取付けアームと、前記軸に対して半径方向内側を向く端面とを含む、タービンブレードと、前記ダボテールの端面に接触するように構成された第1の端部と、第2の端部とを含む延長挿入体であって、前記第2の端部は、前記軸に対して半径方向内側に向かって延在する少なくとも1つの位置決め脚部を含む、延長挿入体とを含み、前記ダボテール及び前記延長挿入体は、前記タービンブレードを前記ロータに取り付けるために、前記ロータ溝に位置決めされるように構成されている。
【0006】
本開示の別の態様は、上記の態様のうちのいずれかの態様を含み、前記取付けアームは、前記ロータ溝の半径方向内側を向くロータフックに係合し、前記少なくとも1つの位置決め脚部は、前記ロータ溝の半径方向外側を向く表面、及び、前記少なくとも1つの位置決め脚部と前記ロータ溝の半径方向外側を向く表面との間の平坦な板状のシムのうちの一方に係合する。
【0007】
本開示の別の態様は、上記の態様のうちのいずれかの態様を含み、前記延長挿入体の半径方向の大きさは4ミリメートルより大きい。
【0008】
本開示の別の態様は、上記の態様のうちのいずれかの態様を含み、前記少なくとも1つの位置決め脚部と前記ロータ溝の半径方向外側を向く表面との間に少なくとも1つの平坦な板状のシムを更に含み、前記少なくとも1つの平坦な板状のシムの半径方向の大きさは、1.5ミリメートルよりも大きくない。
【0009】
本開示の別の態様は、上記の態様のうちのいずれかの態様を含み、前記タービンブレードのダボテールに対する前記延長挿入体の位置を固定する固定要素を更に含む。
【0010】
本開示の別の態様は、上記の態様のうちのいずれかの態様を含み、前記固定要素は嵌め込み形結合器を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
電気加熱式触媒装置
16日前
ダイハツ工業株式会社
車両構造
1か月前
スズキ株式会社
エンジンの潤滑装置
1か月前
スズキ株式会社
内燃機関の排気浄化装置
16日前
株式会社デンソー
電子制御装置
17日前
フタバ産業株式会社
マフラ
18日前
トヨタ自動車株式会社
車両の制御装置
25日前
株式会社アイシン
発電システム
1か月前
フタバ産業株式会社
排気装置
1か月前
三菱重工業株式会社
蒸気タービン
1か月前
個人
多目的スイングとツイスト3連ピストンエンジン
6日前
三菱重工業株式会社
酸化触媒システム
16日前
日立建機株式会社
締固め機械
1か月前
フタバ産業株式会社
溶接部材の製造方法
26日前
株式会社豊田自動織機
オイル流通構造
1か月前
株式会社豊田自動織機
オイル流通構造
1か月前
三菱自動車工業株式会社
冷却装置
3日前
株式会社SUBARU
排気システム
24日前
トヨタ自動車株式会社
粉塵除去装置
3日前
三菱重工業株式会社
タービン翼及びガスタービン
1か月前
トヨタ自動車株式会社
車両用冷却装置
25日前
トヨタ自動車株式会社
電気加熱式触媒装置
3日前
スズキ株式会社
内燃機関のオイル分離装置
1か月前
三菱重工業株式会社
蒸気タービン翼及び蒸気タービン
24日前
トヨタ自動車株式会社
電気加熱式触媒装置
3日前
スズキ株式会社
内燃機関のスラスト軸受潤滑構造
1か月前
ダイムラー トラック エージー
排ガス誘導構造
24日前
日立Astemo株式会社
内燃機関のバルブタイミング制御装置
17日前
日立Astemo株式会社
内燃機関のバルブタイミング制御装置
17日前
イビデン株式会社
抄造マット及び抄造マットの製造方法
1か月前
イビデン株式会社
抄造マット及び抄造マットの製造方法
1か月前
東芝エネルギーシステムズ株式会社
復水器状態予測装置
18日前
トヨタ車体株式会社
車両用の管材の排水構造
24日前
三菱重工業株式会社
静翼、ガスタービン、及び静翼の製造方法
1か月前
ヤンマーホールディングス株式会社
排気ガス管および排気ガス浄化装置
16日前
株式会社豊田自動織機
クランクケース換気装置およびクランクケースの換気方法
18日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ