TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024131519
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041835
出願日
2023-03-16
発明の名称
ウェーハの研削装置及び研削方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
49/14 20060101AFI20240920BHJP(研削;研磨)
要約
【課題】面内厚み差を小さく抑えてウェーハを全面に亘って均一な厚みに研削することができるウェーハの研削方法を提供すること。
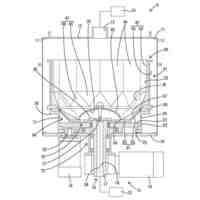
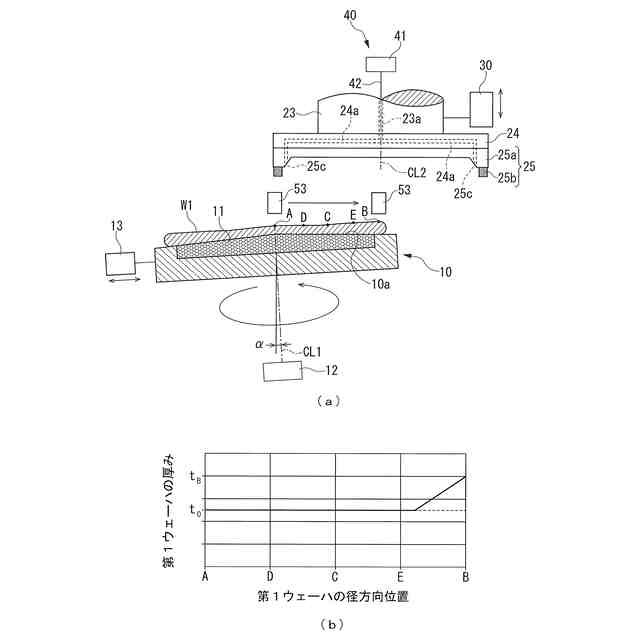
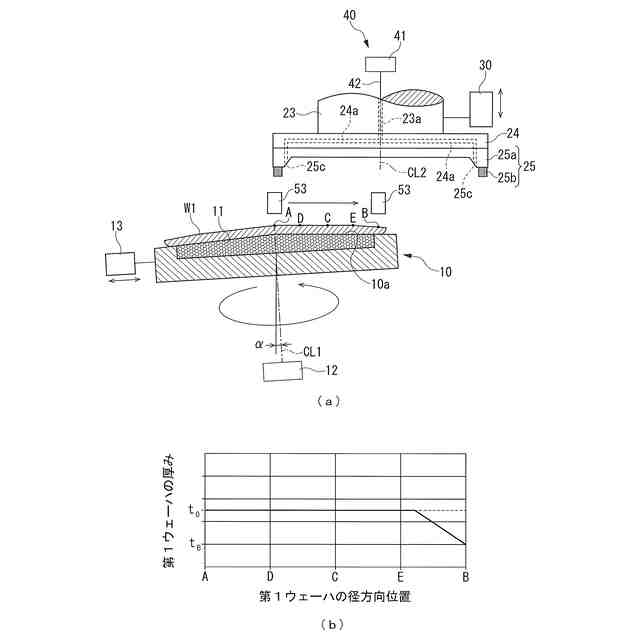
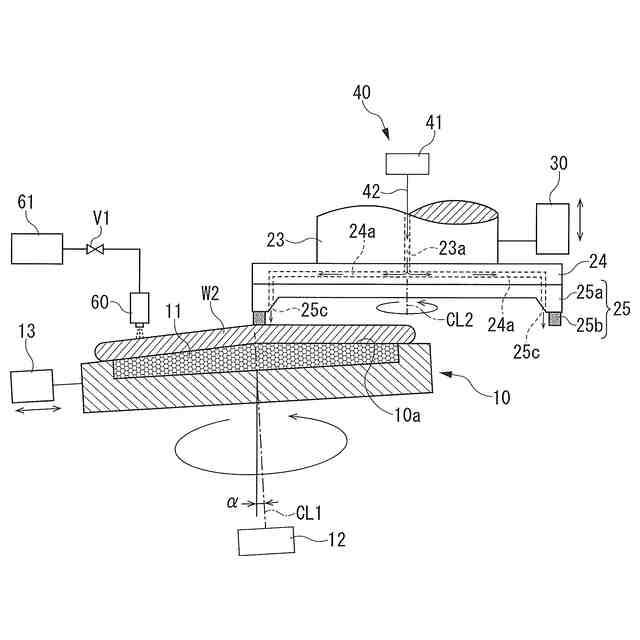
【解決手段】チャックテーブル10に保持されたテスト用の第1ウェーハW1を仕上げ厚みに研削する第1研削工程と、該第1研削工程において研削された第1ウェーハW1の厚みを半径方向の複数箇所で測定する厚み測定工程と、該厚み測定工程において測定した第1ウェーハW1の複数箇所での厚みのうち、予め設定した基準厚みよりも大きな厚み部分または小さな厚み部分の直上に噴射ノズル60を位置づけるノズル位置づけ工程と、チャックテーブル10に次に保持された第2ウェーハW2に噴射ノズル60から冷水または温水を噴射しながら該第2ウェーハW2を研削する第2研削工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
中心を頂点とする円錐状の保持面によってウェーハを保持するチャックテーブと、
該頂点を通るテーブル回転軸心とする軸で該チャックテーブルを回転させるテーブル回転機構と、
環状の研削砥石の中心を通る砥石回転軸心とする軸で該研削砥石を回転させてウェーハを研削する研削ユニットと、
該研削ユニットを該保持面に接近及び離間する方向に昇降させる昇降機構と、
該研削ユニットによって研削されたウェーハの厚みを測定する厚み測定器と、
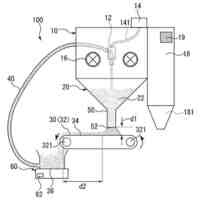
該研削砥石の内側に研削水を供給する研削水供給手段と、
を備え、該ウェーハの半径部分に接触させた該研削砥石の下面で該ウェーハを研削するウェーハの研削装置であって、
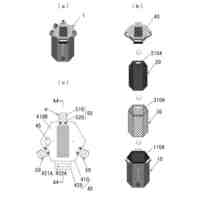
研削加工中の該研削砥石の外側において該ウェーハの上面の少なくとも一部に冷水または温水を噴射する噴射ノズルを備え、
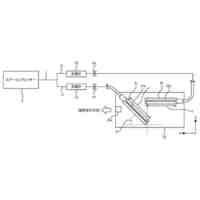
研削後の常温となったウェーハが均一な厚みとなるように、該テーブル回転機構による該チャックテーブルの回転動作と、該噴射ノズルから噴射した冷水または温水とによってウェーハの少なくとも一部をリング状に収縮または膨張させた状態で研削する、ウェーハの研削装置。
続きを表示(約 980 文字)
【請求項2】
請求項1記載のウェーハの研削装置を用いて実施されるウェーハの研削方法であって、
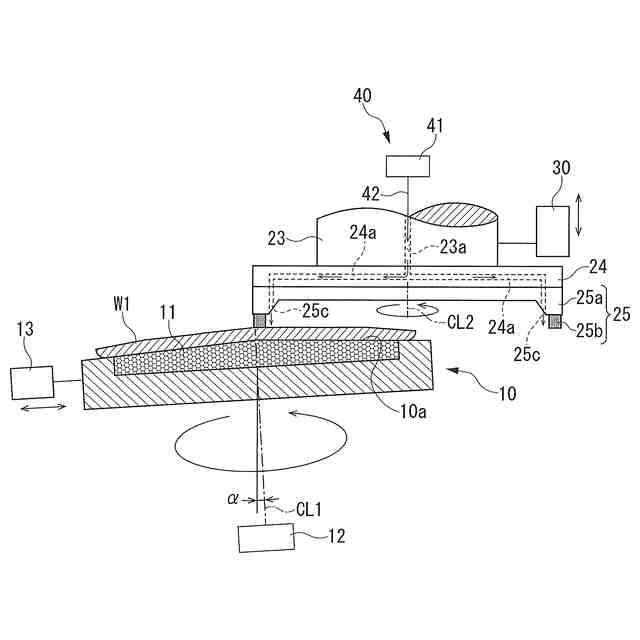
該チャックテーブルに保持された第1ウェーハを仕上げ厚みに研削する第1研削工程と、
該第1研削工程において研削された第1ウェーハの厚みを半径方向の複数箇所で測定する厚み測定工程と、
該厚み測定工程において測定した第1ウェーハの複数箇所での厚みのうち、予め設定した基準厚みよりも大きな厚み部分または小さな厚み部分の直上に噴射ノズルを位置づけるノズル位置づけ工程と、
該チャックテーブルに次に保持された第2ウェーハに該ノズル位置づけ工程において該基準厚みよりも大きな厚み部分に位置付けられた該噴射ノズルから温水を噴射させ、該位置づけ工程において該基準厚みよりも小さな厚み部分の直上に位置付けられた該噴射ノズルから冷水を噴射させ、第2ウェーハを研削する第2研削工程と、
を備える、ウェーハの研削方法。
【請求項3】
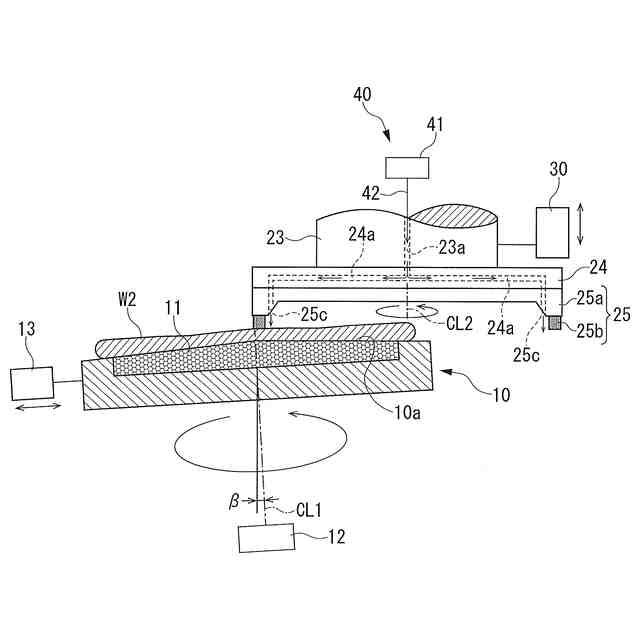
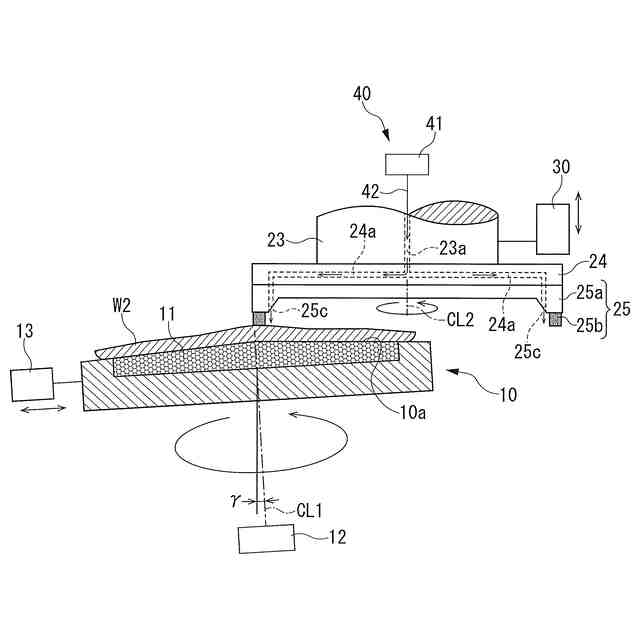
厚み測定工程の後から該第2研削工程の前までに、該テーブル回転軸心と該砥石回転軸心との傾き関係を調整して、該第1研削工程において研削した該第1ウェーハの外周部分の厚みを小さくまたは大きくし、外周部分以外の部分の厚みを基準厚みにする傾き調整工程を備える、請求項2記載のウェーハの研削方法。
【請求項4】
請求項1記載のウェーハの研削装置を用いて実施されるウェーハの研削方法であって、
該チャックテーブルに保持されたウェーハを仕上げ厚みに達する前まで研削する第1研削工程と、
該第1研削工程において研削された該ウェーハの厚みを半径方向の複数箇所で測定する厚み測定工程と、
該厚み測定工程において測定した該ウェーハの複数箇所での厚みのうち、予め設定した基準厚みよりも大きな厚み部分または小さな厚み部分の直上に噴射ノズルを位置づけるノズル位置づけ工程と、
該ノズル位置づけ工程において該基準厚みよりも大きな厚み部分に位置付けられた該噴射ノズルから温水を噴射させ、該ノズル位置づけ工程において該基準厚みよりも小さな厚み部分の直上に位置付けられた該噴射ノズルから冷水を噴射させ、該ウェーハを仕上げ厚みまで研削する第2研削工程と、
を備える、ウェーハの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チャックテーブルの保持面に保持されたウェーハを研削砥石によって研削するウェーハの研削装置及び研削方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
各種電子機器に用いられるICやLSIなどの半導体デバイスの製造工程においては、半導体デバイスの小型化と軽量化のために、ウェーハの裏面が研削されて該ウェーハが所定の厚さまで薄化されている。ウェーハを研削する研削装置においては、中心を頂点として外周に沿って下方に向かって僅かに傾斜する円錐状の保持面を有するチャックテーブルが使用され、このチャックテーブルの保持面上にウェーハを保持し、ウェーハの半径部分を環状の研削砥石の下面に接触させて該ウェーハの裏面全面を研削する方法が採用されている(例えば、特許文献1~3参照)。このような研削方法においては、チャックテーブルの保持面が研削砥石の研削面と平行になるようにチャックテーブルの傾きを調整することによって、ウェーハが均一な面内厚みとなるように研削している。
【先行技術文献】
【特許文献】
【0003】
特開2008-264913号公報
特開2013-119123号公報
特開2014-226749号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、研削加工時の加工熱を受けたチャックテーブル単体の熱変形が起因して、チャックテーブルの回転軸と研削砥石の回転軸との傾き関係を調整するだけでは、ウェーハを均一な厚みに研削することができないことがある。また、チャックテーブルは、ウェーハを加工後のウェーハを離間させても、加工熱を除去しきれないため、ウェーハを研削するたびに、加工熱を蓄熱して熱変形を起こしている。特に、近年はウェーハの面内の厚み差を0.1μm以下に抑えることが要求されており、従来のチャックテーブルと研削砥石との傾き関係を調整してウェーハ全面の厚みを調整する研削方法では、この要求に応えることができない。
【0005】
本発明は、上記事情に鑑みてなされたもので、その目的は、面内厚み差を小さく抑えてウェーハを全面に亘って均一な厚みに研削することができるウェーハの研削装置及び研削方法を提供することにある。
【課題を解決するための手段】
【0006】
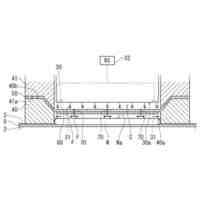
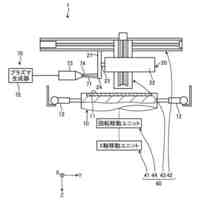
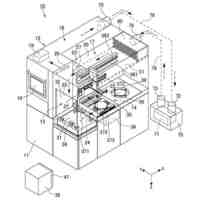
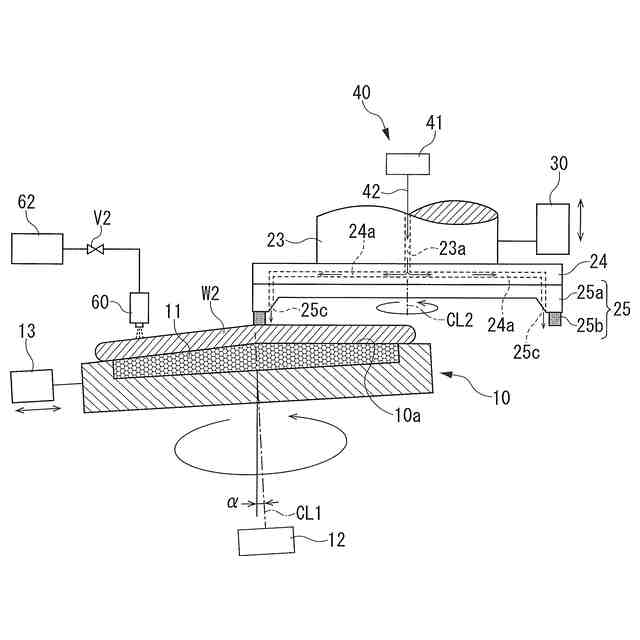
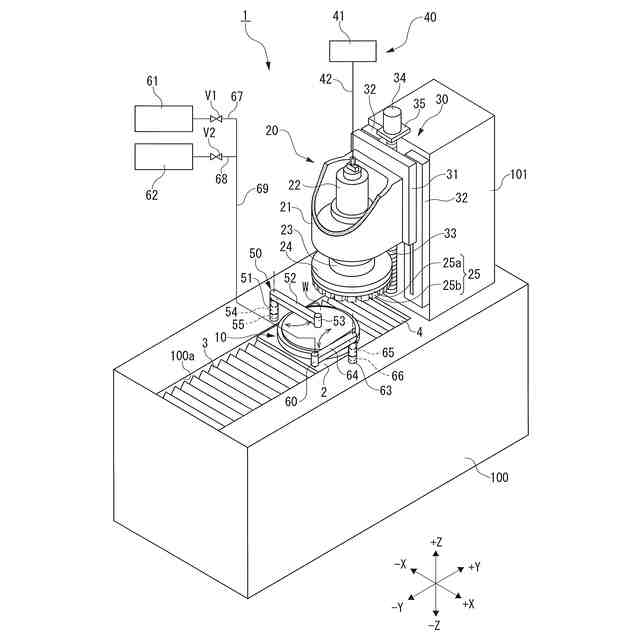
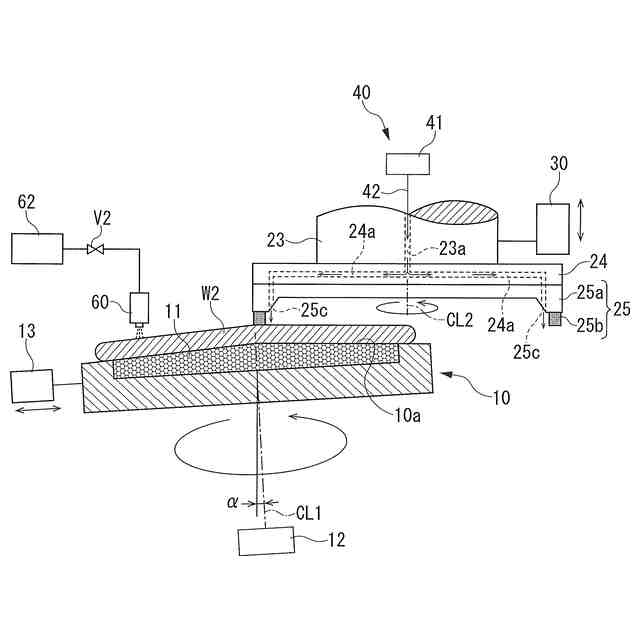
上記目的を達成するための本発明は、中心を頂点とする円錐状の保持面によってウェーハを保持するチャックテーブと、該頂点を通るテーブル回転軸心とする軸で該チャックテーブルを回転させるテーブル回転機構と、環状の研削砥石の中心を通る砥石回転軸心とする軸で該研削砥石を回転させてウェーハを研削する研削ユニットと、該研削ユニットを該保持面に接近及び離間する方向に昇降させる昇降機構と、該研削ユニットによって研削されたウェーハの厚みを測定する厚み測定器と、該研削砥石の内側に研削水を供給する研削水供給手段と、を備え、該ウェーハの半径部分に接触させた該研削砥石の下面で該ウェーハを研削するウェーハの研削装置であって、研削加工中の該研削砥石の外側において該ウェーハの上面の少なくとも一部に冷水または温水を噴射する噴射ノズルを備え、研削後の常温となったウェーハが均一な厚みとなるように、該テーブル回転機構による該チャックテーブルの回転動作と、該噴射ノズルから噴射した冷水または温水とによってウェーハの少なくとも一部をリング状に収縮または膨張させた状態で研削することを特徴とする。
【0007】
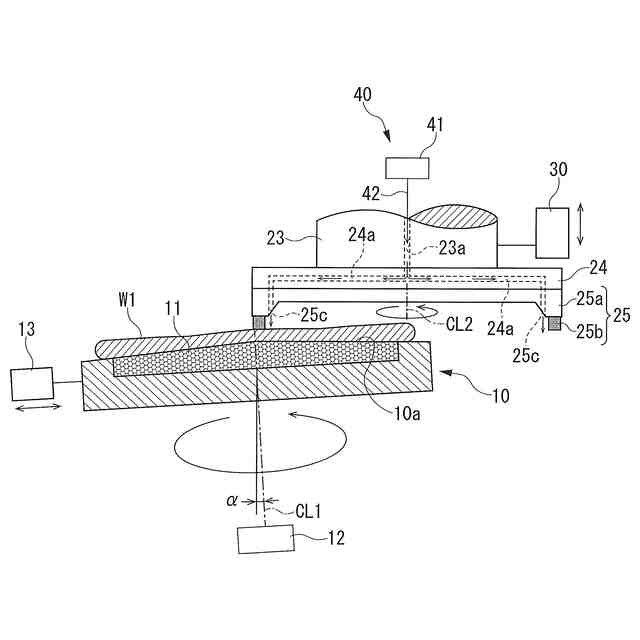
また、本発明は、上記ウェーハの研削装置を用いて実施されるウェーハの研削方法であって、該チャックテーブルに保持された第1ウェーハを仕上げ厚みに研削する第1研削工程と、該第1研削工程において研削された第1ウェーハの厚みを半径方向の複数箇所で測定する厚み測定工程と、該厚み測定工程において測定した第1ウェーハの複数箇所での厚みのうち、予め設定した基準厚みよりも大きな厚み部分または小さな厚み部分の直上に噴射ノズルを位置づけるノズル位置づけ工程と、該チャックテーブルに次に保持された第2ウェーハに該ノズル位置づけ工程において該基準厚みよりも大きな厚み部分に位置付けられた該噴射ノズルから温水を噴射させ、該位置づけ工程において該基準厚みよりも小さな厚み部分の直上に位置付けられた該噴射ノズルから冷水を噴射させ、第2ウェーハを研削する第2研削工程と、を備えることを特徴とする。
【0008】
さらに、本発明は、前記ウェーハの研削装置を用いて実施されるウェーハの研削方法であって、該チャックテーブルに保持されたウェーハを仕上げ厚みに達する前まで研削する第1研削工程と、該第1研削工程において研削された該ウェーハの厚みを半径方向の複数箇所で測定する厚み測定工程と、該厚み測定工程において測定した該ウェーハの複数箇所での厚みのうち、予め設定した基準厚みよりも大きな厚み部分または小さな厚み部分の直上に噴射ノズルを位置づけるノズル位置づけ工程と、該ノズル位置づけ工程において該基準厚みよりも大きな厚み部分に位置付けられた該噴射ノズルから温水を噴射させ、該ノズル位置づけ工程において該基準厚みよりも小さな厚み部分の直上に位置付けられた該噴射ノズルから冷水を噴射させ、該ウェーハを仕上げ厚みまで研削する第2研削工程と、を備えることを特徴とする。
【発明の効果】
【0009】
本発明に係る研削装置を用いて実施される本発明に係るウェーハの研削方法によれば、第1研削工程において所定厚みに研削した第1ウェーハ(テスト用)の半径方向の複数箇所の厚みを次の厚み測定工程において測定し、次の第2研削工程において、厚み測定工程において測定された複数箇所での厚みのうち、予め設定した基準厚みより第1ウェーハの厚みが大きくなった部分と第2ウェーハ(製品用)の同じ部分に噴射ノズルから温水を噴射しながら、つまり、研削後の第2ウェーハの基準厚みより大きい厚みとなる部分を温水によって加熱して膨張させながら、第2ウェーハを研削するようにしたため、加熱によって膨張した部分(大きい厚み部分)の第2研削工程における研削量が他の部分よりも大きくなる。したがって、研削加工後に第2ウェーハの温度が常温に戻ると、元々厚みが他の部分よりも大きかった部分の厚みが他の部分と同等となり、面内厚み差を小さく抑えて第2ウェーハを全面に亘って均一な厚みに研削することができる。
【0010】
他方、第2研削工程において、前の厚み測定工程において測定された第1ウェーハの複数箇所での厚みのうち、予め設定した基準厚みより第1ウェーハに厚みが小さくなった部分と第2ウェーハ(製品用)の同じ部分に噴射ノズルから冷水を噴射しながら、つまり、研削後の第2ウェーハの基準厚みより小さい厚みとなる部分を冷水によって冷却して収縮させながら、第2ウェーハを研削するようにしたため、冷却によって収縮した部分(小さい厚み部分)の第2研削工程における研削量が他の部分よりも小さくなる。したがって、研削加工後に第2ウェーハの温度が常温に戻ると、元々厚みが他の部分よりも小さかった部分の厚みが他の部分と同等となり、面内厚み差を小さく抑えて第2ウェーハを全面に亘って均一な厚みに研削することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
29日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
CMP装置
今日
UHT株式会社
駆動工具
22日前
個人
カッター
26日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
三菱マテリアル株式会社
バレル研磨用容器
19日前
株式会社カルテックス
ブラスト装置
1か月前
山九株式会社
水切り装置
1日前
株式会社東京精密
研磨装置の保持面加工方法
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
18日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
日立Astemo株式会社
加工方法、加工装置
1日前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社雄飛
加工装置及び加工方法
11日前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社ディスコ
切削装置
7日前
株式会社チップトン
遠心バレル研磨機
28日前
新東工業株式会社
積層造形品の処理方法
7日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社マキタ
携帯用加工機
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
保持面修正方法
22日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
チップの加工方法
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
19日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
1か月前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
株式会社荏原製作所
基板研磨装置および研磨パッド
1か月前
株式会社チップトン
バレル研磨装置
1か月前
株式会社ディスコ
ウエーハの研削方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ