TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024125747
公報種別
公開特許公報(A)
公開日
2024-09-19
出願番号
2023033787
出願日
2023-03-06
発明の名称
電機子
出願人
株式会社デンソー
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H02K
3/04 20060101AFI20240911BHJP(電力の発電,変換,配電)
要約
【課題】バスバーの歩留まり向上を可能とすることができる電機子を提供する。
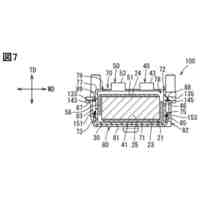
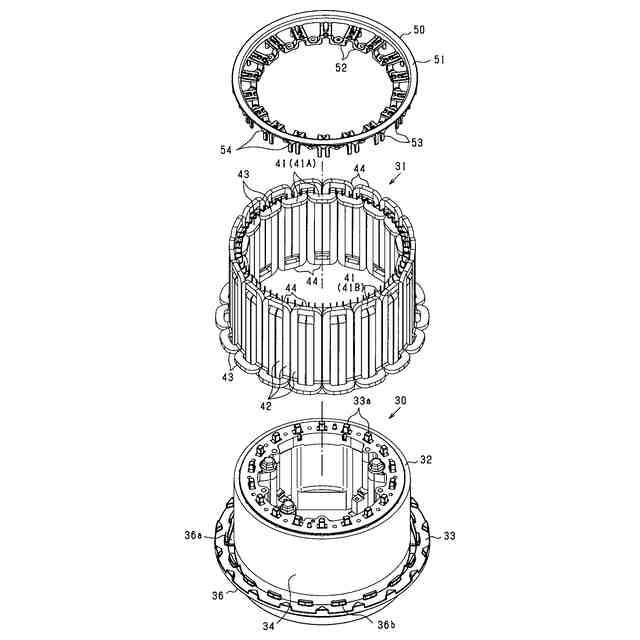
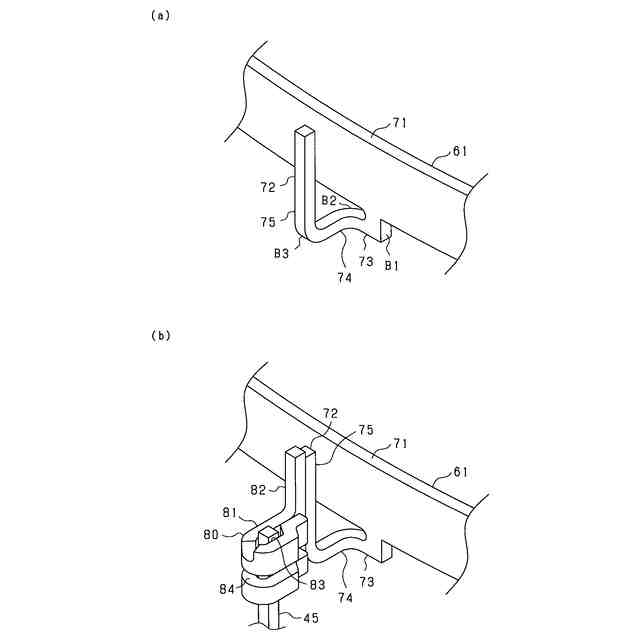
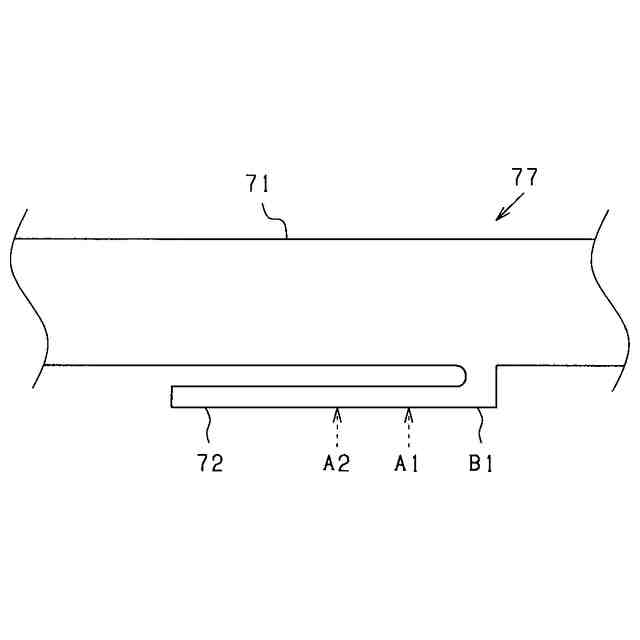
【解決手段】固定子は、固定子巻線と、板材よりなり固定子巻線に電気的に接続されるバスバー61とを有する。バスバー61は、環状をなすバスバー本体部71と、そのバスバー本体部71から延び固定子巻線に接続される突出部72とを有する。突出部72は、バスバー本体部71からその板面方向に延びる基端部において周方向に屈曲する第1屈曲部B1と、第1屈曲部B1よりも先端側で径方向に屈曲する第2屈曲部B2と、を有し、第1屈曲部B1は、板材の打ち抜き加工により形成され、第2屈曲部B2は、折り曲げ加工により形成されている。
【選択図】 図7
特許請求の範囲
【請求項1】
電機子巻線(31)と、板材よりなり前記電機子巻線に電気的に接続されるバスバー(61~64)とを有する電機子(30)であって、
前記バスバーは、環状をなすバスバー本体部(71)と、そのバスバー本体部から延び前記電機子巻線に接続される突出部(72)とを有し、
前記突出部は、前記バスバー本体部からその板面方向に延びる基端部において周方向に屈曲する第1屈曲部(B1)と、前記第1屈曲部よりも先端側で径方向に屈曲する第2屈曲部(B2)と、を有し、
前記第1屈曲部は、板材の打ち抜き加工により形成され、前記第2屈曲部は、折り曲げ加工により形成されている、電機子。
続きを表示(約 1,000 文字)
【請求項2】
前記電機子巻線は、周方向に並ぶ複数の部分巻線(41)を有し、
前記複数の部分巻線は、前記電機子巻線のコイルエンド部に導線端部(45)を有しており、
前記バスバーの前記各突出部は、前記第2屈曲部よりも先端側で前記各部分巻線の導線端部にそれぞれ接続されている、請求項1に記載の電機子。
【請求項3】
前記バスバーは、前記バスバー本体部の板厚方向を径方向として設けられ、
前記バスバーにおいて、前記突出部は、前記第1屈曲部及び前記第2屈曲部に加え、前記第2屈曲部よりも先端側で軸方向に屈曲する第3屈曲部(B3)を有し、
前記第3屈曲部は、折り曲げ加工により形成されている、請求項1又は2に記載の電機子。
【請求項4】
前記突出部において前記第2屈曲部及び前記第3屈曲部を含む部位は、横断面が略正方形状をなしている、請求項3に記載の電機子。
【請求項5】
前記バスバーは、前記バスバー本体部の板厚方向を径方向として設けられ、
前記突出部において、前記第1屈曲部よりも先端側でありかつ前記第2屈曲部を挟む両側の軸方向の厚さが、前記バスバー本体部の板厚よりも大きい、請求項1又は2に記載の電機子。
【請求項6】
前記電機子巻線は、複数の相巻線を有し、
前記バスバーは、相ごとに設けられる複数の相バスバー(61~63)を含むものであり、
前記複数の相バスバーは、板面の向きを軸方向として径方向に並べて配置され、相ごとに前記相巻線に接続されており、
各相の前記相バスバーにおいて、前記突出部は、前記第2屈曲部から径方向に延びる長さが各々異なり、前記相巻線に接続される位置が、軸心を中心点とする同一仮想円上に並んでいる、請求項1又は2に記載の電機子。
【請求項7】
前記電機子巻線において、各相の前記相巻線は中性点で接続されており、
前記バスバーは、前記複数の相バスバーに加えて、中性点接続用の中性点バスバー(64)を含むものであり、前記複数の相バスバー及び前記中性点バスバーにおいて前記第2屈曲部が径方向外側に屈曲されており、
前記複数の相バスバー及び前記中性点バスバーが並ぶ径方向の配列において、前記中性点バスバーが前記配列において径方向外寄りに配置されている、請求項6に記載の電機子。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機に用いられる電機子に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
回転電機の電機子として、電機子巻線から延びる導線端部を、板状のバスバーに接続する構成としたものが知られている。例えば特許文献1には、帯板状のバスバーとして、ステータの周方向に沿って配置される本体部と、本体部からステータの径方向外側に延びる径方向延設部と、径方向延設部の先端に設けられたフック部とを有する構成が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-195776号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に記載のバスバーでは、本体部からステータの径方向外側に延びる径方向延設部が、板材の折り曲げ加工により形成されている。この場合、折り曲げ加工前の板材は、帯板状の本体部と、その本体部の長手方向に対して直交する向きに延びる径方向延設部とを有する形状に打ち抜き加工されたもの、すなわち略T字形状に打ち抜き加工されたものとなる。そのため、板材(母材)から打ち抜き加工する際の歩留まりが悪いと考えられる。
【0005】
本発明は、上記課題に鑑みてなされたものであり、その目的は、バスバーの歩留まり向上を可能とすることができる電機子を提供することにある。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段、及びその作用効果について説明する。
【0007】
手段1は、
電機子巻線と、板材よりなり前記電機子巻線に電気的に接続されるバスバーとを有する電機子であって、
前記バスバーは、環状をなすバスバー本体部と、そのバスバー本体部から延び前記電機子巻線に接続される突出部とを有し、
前記突出部は、前記バスバー本体部からその板面方向に延びる基端部において周方向に屈曲する第1屈曲部と、前記第1屈曲部よりも先端側で径方向に屈曲する第2屈曲部と、を有し、
前記第1屈曲部は、板材の打ち抜き加工により形成され、前記第2屈曲部は、折り曲げ加工により形成されていることを特徴とする。
【0008】
電機子巻線に電気的に接続される板状のバスバーにおいて、バスバー本体部から延びる突出部は、周方向に屈曲する第1屈曲部と、第1屈曲部よりも先端側で径方向に屈曲する第2屈曲部とを有する。また、板材よりなるバスバーにおいて、第1屈曲部が板材の打ち抜き加工により形成され、第2屈曲部が折り曲げ加工により形成されている構成とした。この構成では、突出部の基端部(根元側の部分)において、第1屈曲部を含みかつバスバー本体の長手方向と同じ方向に延びる部分は、打ち抜き加工で形成された部分であり、その第1屈曲部よりも先端側が、第2屈曲部として径方向に折り曲げ形成されている。この場合、第2屈曲部の折り曲げ形成前は、突出部がバスバー本体部と同じ方向に延びる形状となっており、板材からバスバーの型抜きをする場合の幅寸法を小さくすることができる。これにより、母材からバスバーを打ち抜き加工する際の歩留まりの向上が可能となっている。
【0009】
手段2では、前記電機子巻線は、周方向に並ぶ複数の部分巻線を有し、前記複数の部分巻線は、前記電機子巻線のコイルエンド部に導線端部を有しており、前記バスバーの前記各突出部は、前記第2屈曲部よりも先端側で前記各部分巻線の導線端部にそれぞれ接続されている。
【0010】
電機子巻線において複数の部分巻線が周方向に並べて配置された構成では、電機子の全周にわたって部分巻線の導線端部が配置されており、それに合わせて、バスバーに周方向に所定間隔で突出部が設けられている。この場合、突出部が、第1屈曲部の先端側で周方向に延び、かつ第2屈曲部の先端側で径方向延びる形状になっている。そのため、振動等によりバスバーに径方向の力が作用する場合に、その力の向きが径方向のいずれであっても第1屈曲部と第2屈曲部とにより力を好適に吸収することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
変調器
12日前
株式会社デンソー
生体電極
5日前
株式会社デンソー
整流回路
6日前
株式会社デンソー
半導体装置
7日前
株式会社デンソー
半導体装置
12日前
株式会社デンソー
電磁継電器
5日前
株式会社デンソー
レーダ装置
7日前
株式会社デンソー
血流促進装置
12日前
株式会社デンソー
コンデンサ装置
12日前
株式会社デンソー
車両用表示装置
5日前
株式会社デンソー
半導体モジュール
5日前
株式会社デンソー
固定子の製造方法
5日前
株式会社デンソー
アンテナデバイス
5日前
株式会社デンソー
燃料電池システム
6日前
株式会社デンソーウェーブ
情報読取システム
5日前
株式会社デンソーテン
コネクタの取付構造
12日前
株式会社デンソー
横すべり角算出装置
5日前
株式会社デンソー
静電モータ駆動回路
5日前
株式会社デンソーウェーブ
携帯型の文字認識装置
5日前
株式会社デンソー
リアクタンス補償回路
6日前
株式会社デンソー
タイヤ空気圧監視システム
7日前
株式会社デンソー
NANDストレージデバイス
5日前
株式会社デンソー
監視装置、およびプログラム
7日前
株式会社SOKEN
車載装置
7日前
株式会社デンソー
移動体の制御装置及びプログラム
12日前
株式会社デンソー
半導体モジュール、および、放熱板
7日前
株式会社SOKEN
車載センサ装置
7日前
株式会社デンソー
車両制御装置及び車両制御プログラム
5日前
株式会社デンソー
2種類の流体を噴射する流体噴射装置
5日前
株式会社デンソー
監視装置、監視方法、およびプログラム
5日前
株式会社SOKEN
制駆動力制御装置
7日前
株式会社デンソー
ソフトウェア提供装置及びソフトウェア更新装置
12日前
株式会社SOKEN
電力変換装置、プログラム
5日前
株式会社デンソー
レーダ装置、レーダ制御方法、レーダ制御プログラム
7日前
株式会社デンソー
制御システム、制御装置、制御方法、制御プログラム
5日前
株式会社デンソーテン
車両制御装置、車両制御方法および車両制御プログラム
12日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ