TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125073
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2023033162
出願日
2023-03-03
発明の名称
多層樹脂ファイバーの製造装置及び製造方法
出願人
日東電工株式会社
代理人
弁理士法人青藍国際特許事務所
,
個人
,
個人
主分類
B29C
48/16 20190101AFI20240906BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】コアの偏心量を制御することができる多層樹脂ファイバーの製造装置を提供することを目的とする。
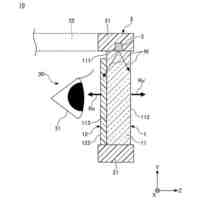
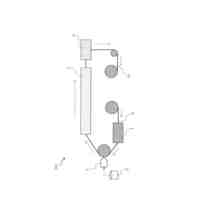
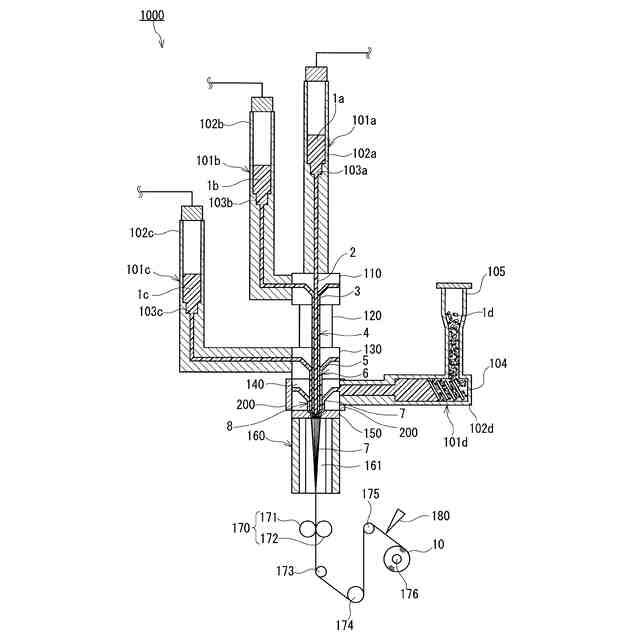
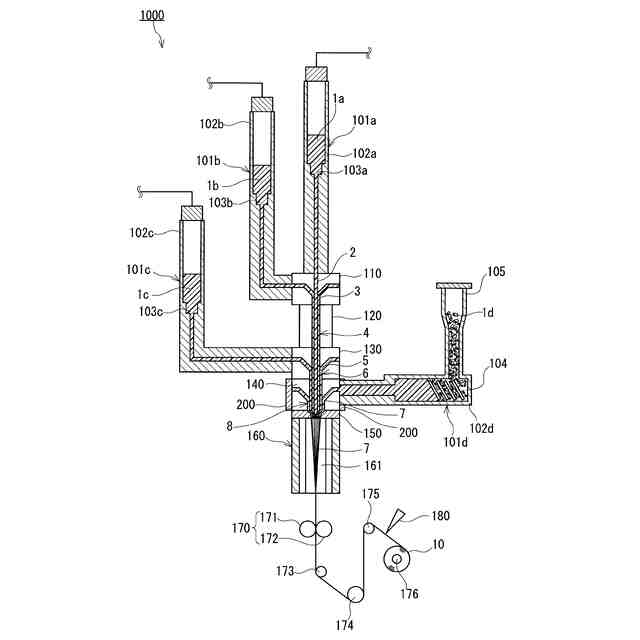
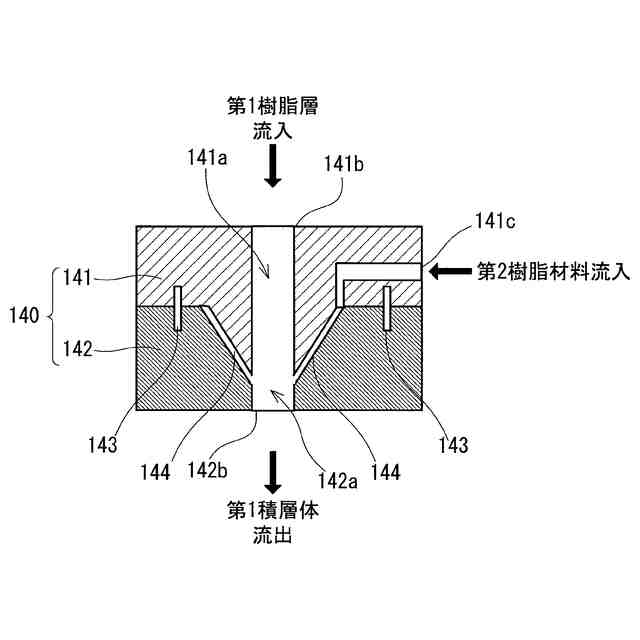
【解決手段】多層樹脂ファイバーの製造装置100は、第1押出装置101aと、第2押出装置101dと、ノズル150と、第2押出装置101aとノズル150との間に設けられた第1合流金型140と、第1合流金型140の周囲に配置された第1加熱部及び第2加熱部と備える。第1押出装置101aは、第1樹脂材料1aを溶融させて押し出し、第2押出装置101dは、第2樹脂材料1dを溶融させて押し出す。第1合流金型140は、第1押出装置101aから押し出された1樹脂材料1aによって形成された第1樹脂層2の外周を、第2押出装置104dから押し出された第2樹脂材料1dが覆うように、第2樹脂材料1dを第1樹脂層2に合流させる。第1加熱部及び第2加熱部は、第1合流金型140の中心軸に対して互いに向かい合う位置に配置され、かつそれぞれ個別に温度を制御することが可能である。
【選択図】図1
特許請求の範囲
【請求項1】
コアを形成する第1樹脂層と、前記第1樹脂層を同心円状に覆う第2樹脂層とを含む多層樹脂ファイバーの製造装置であって、
前記製造装置は、
第1押出装置と、
第2押出装置と、
ノズルと、
前記第2押出装置と前記ノズルとの間に設けられた第1合流金型と、
前記第1合流金型の周囲の少なくとも一部を覆うように配置された第1加熱部及び第2加熱部と、
を備え、
前記第1押出装置は、前記第1樹脂層を形成するための第1樹脂材料を溶融させて押し出し、
前記第2押出装置は、前記第2樹脂層を形成するための第2樹脂材料を溶融させて押し出し、
前記第1合流金型は、前記第1押出装置から押し出された前記1樹脂材料によって形成された前記第1樹脂層の外周を、前記第2押出装置から押し出された前記第2樹脂材料が覆うように、前記第2樹脂材料を前記第1樹脂層に合流させ、
前記第1加熱部及び前記第2加熱部は、前記第1合流金型の中心軸に対して互いに向かい合う位置に配置され、かつそれぞれ個別に温度を制御することが可能であり、
前記ノズルは、前記第1合流金型によって得られた前記第1樹脂層及び前記第2樹脂層を含む第1積層体を、ファイバー状に吐出する、
多層樹脂ファイバーの製造装置。
続きを表示(約 2,100 文字)
【請求項2】
前記製造装置は、前記第1合流金型の前記周囲の少なくとも一部を覆うように配置された第3加熱部及び第4加熱部をさらに備え、
前記第3加熱部及び前記第4加熱部は、前記第1合流金型の中心軸に対して互いに向かい合う位置に配置され、かつそれぞれ個別に温度を制御することが可能である、
請求項1に記載の多層樹脂ファイバーの製造装置。
【請求項3】
前記多層樹脂ファイバーは、前記第1樹脂層を同心円状に覆い、かつ前記第1樹脂層と前記第2樹脂層との間に配置された第3樹脂層をさらに含み、
前記製造装置は、第3押出装置及び第2合流金型をさらに備え、
前記第3押出装置は、前記第3樹脂層を形成するための第3樹脂材料を溶融させて押し出し、
前記第2合流金型は、前記製造装置における前記第1樹脂層の流れを基準として前記第1合流金型よりも上流側の位置に配置されており、かつ前記第1押出装置から押し出された前記1樹脂材料によって形成された前記第1樹脂層の外周を、前記第3押出装置から押し出された前記第3樹脂材料が覆うように、前記第3樹脂材料を前記第1樹脂層に合流させ、
前記第1合流金型は、前記第2合流金型によって得られた前記第1樹脂層及び前記第3樹脂層を含む第2積層体の外周を、前記第2押出装置から押し出された前記第2樹脂材料が覆うように、前記第2樹脂材料を前記第2積層体に合流させる、
請求項1に記載の多層樹脂ファイバーの製造装置。
【請求項4】
前記製造装置は、前記第1合流金型の前記周囲の少なくとも一部を覆うように配置された第3加熱部及び第4加熱部をさらに備え、
前記第3加熱部及び前記第4加熱部は、前記第1合流金型の中心軸に対して互いに向かい合う位置に配置され、かつそれぞれ個別に温度を制御することが可能である、
請求項3に記載の多層樹脂ファイバーの製造装置。
【請求項5】
前記多層樹脂ファイバーは、前記第1樹脂層を同心円状に覆い、かつ前記第3樹脂層と前記第2樹脂層との間に配置された第4樹脂層をさらに含み、
前記製造装置は、第4押出装置及び第3合流金型をさらに備え、
前記第4押出装置は、前記第4樹脂層を形成するための第4樹脂材料を溶融させて押し出し、
前記第3合流金型は、前記製造装置における前記第1樹脂層の流れを基準として前記第2合流金型よりも下流であって、かつ前記第1合流金型よりも上流側の位置に配置されており、かつ前記第2合流金型によって得られた前記第1樹脂層及び前記第3樹脂層を含む前記第2積層体の外周を、前記第4押出装置から押し出された前記第4樹脂材料が覆うように、前記第4樹脂材料を前記第2積層体に合流させ、
前記第1合流金型は、前記第3合流金型によって得られた前記第1樹脂層、前記第3樹脂層、及び前記第4樹脂層を含む第3積層体の外周を、前記第2押出装置から押し出された前記第2樹脂材料が覆うように、前記第2樹脂材料を前記第3積層体に合流させる、
請求項3に記載の多層樹脂ファイバーの製造装置。
【請求項6】
前記製造装置は、前記第1合流金型の前記周囲の少なくとも一部を覆うように配置された第3加熱部及び第4加熱部をさらに備え、
前記第3加熱部及び前記第4加熱部は、前記第1合流金型の中心軸に対して互いに向かい合う位置に配置され、かつそれぞれ個別に温度を制御することが可能である、
請求項5に記載の多層樹脂ファイバーの製造装置。
【請求項7】
前記第1加熱部と、前記第2加熱部とは、前記第1合流金型の周方向に沿って、互いに接触しないように配置されている、
請求項1に記載の多層樹脂ファイバーの製造装置。
【請求項8】
前記製造装置は、制御器をさらに備え、
前記制御器は、前記第1加熱部の設定温度が前記第2加熱部の設定温度と異なるように、前記第1加熱部及び前記第2加熱部を制御する、
請求項1に記載の多層樹脂ファイバーの製造装置。
【請求項9】
前記第1合流金型は、前記第2樹脂材料が前記第1合流金型内で前記第1樹脂層に合流する際に、所定の複数の方向から合流するように構成されており、
前記製造装置は、前記第1加熱部および前記第2加熱部によって前記第1合流金型の温度を周方向に変化させることで、前記第1合流金型内で任意の方向から合流する前記第2樹脂材料の温度を制御可能である、
請求項1に記載の多層樹脂ファイバーの製造装置。
【請求項10】
前記第1加熱部と、前記第2加熱部と、前記第3加熱部と、前記第4加熱部とは、前記第1合流金型の周方向に沿って、隣り合う加熱部同士が互いに接触しないように配置されている、
請求項2に記載の多層樹脂ファイバーの製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、多層樹脂ファイバーの製造装置及び製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
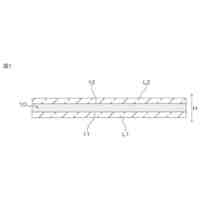
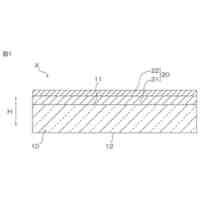
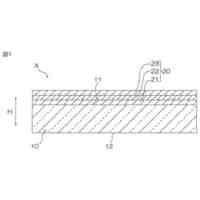
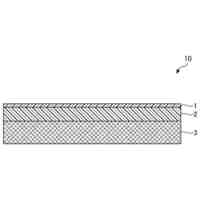
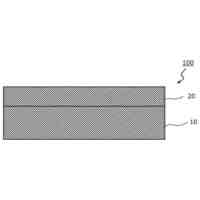
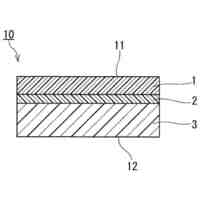
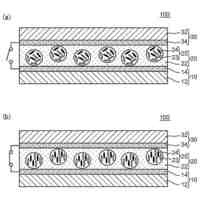
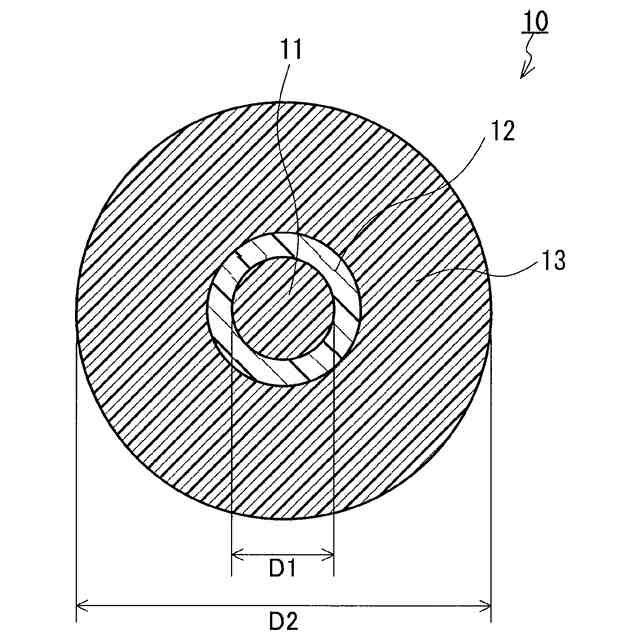
多層樹脂ファイバーの一例として、プラスチック光ファイバー(以下、「POF」と記載する。)が挙げられる。POFは、例えば、光を伝送する部分としての中心部のコアと、当該コアの外周を覆うクラッドとを備えている。コアは、高屈折率を有する樹脂材料によって形成されている。クラッドは、光をコア内に留めるために、コアの樹脂材料よりも低い屈折率を有する樹脂材料によって形成されている。さらに、POFには、補強のために、クラッドの外周に被覆層がさらに設けられた構成を有するものもある。
【0003】
POFのような多層樹脂ファイバーは、溶融紡糸法により製造できる。溶融紡糸法では、原料の樹脂を溶融押出成形することによって、多層樹脂ファイバーを構成する各層を形成する。特許文献1には、樹脂を加熱溶融し、溶融した樹脂をファイバー状に押出し成形してPOFを製造する方法が開示されている。
特開2000-356716号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶融紡糸法によって製造された多層樹脂ファイバーには、コアの中心の位置が多層樹脂ファイバーの中心の位置からずれるという問題、すなわちコアの偏心が生じやすいという問題がある。なお、多層樹脂ファイバーの中心とは、多層樹脂ファイバーの外径の中心である。また、コアの偏心量とは、多層樹脂ファイバーの外径の中心とコア径の中心との距離である。
【0005】
多層樹脂ファイバーにおけるコアの偏心は、多層樹脂ファイバーの特性に影響を及ぼす。例えば、多層樹脂ファイバーがPOFである場合、コアの偏心量がPOFの特性に大きな影響を及ぼすことが知られている。したがって、多層樹脂ファイバーを溶融紡糸法によって製造する場合に、コアの偏心量を制御できる技術が求められている。
【0006】
上記のようなコアの偏心が生じる原因の1つとして、コアに対して外層の樹脂を合流させるために用いられる合流金型のずれ(すなわち、設備の公差)が考えられる。また、合流金型は、溶融紡糸装置を使用する際にその都度組み立てる場合もある。したがって、このような合流金型に起因するコアの偏心は、合流金型ごと、そしてその合流金型の組立ごとに異なる。したがって、コアの偏心量を制御することは容易ではない。
【0007】
本開示は、コアの偏心量を制御することができる多層樹脂ファイバーの製造装置及び製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示の第1態様は、コアを形成する第1樹脂層と、前記第1樹脂層を同心円状に覆う第2樹脂層とを含む多層樹脂ファイバーの製造装置であって、
前記製造装置は、
第1押出装置と、
第2押出装置と、
ノズルと、
前記第2押出装置と前記ノズルとの間に設けられた第1合流金型と、
前記第1合流金型の周囲の少なくとも一部を覆うように配置された第1加熱部及び第2加熱部と、
を備え、
前記第1押出装置は、前記第1樹脂層を形成するための第1樹脂材料を溶融させて押し出し、
前記第2押出装置は、前記第2樹脂層を形成するための第2樹脂材料を溶融させて押し出し、
前記第1合流金型は、前記第1押出装置から押し出された前記1樹脂材料によって形成された前記第1樹脂層の外周を、前記第2押出装置から押し出された前記第2樹脂材料が覆うように、前記第2樹脂材料を前記第1樹脂層に合流させ、
前記第1加熱部及び前記第2加熱部は、前記第1合流金型の中心軸に対して互いに向かい合う位置に配置され、かつそれぞれ個別に温度を制御することが可能であり、
前記ノズルは、前記第1合流金型によって得られた前記第1樹脂層及び前記第2樹脂層を含む第1積層体を、ファイバー状に吐出する。
【0009】
本開示の第2態様に係る多層樹脂ファイバーの製造方法は、上記第1態様に係る多層樹脂ファイバーの製造装置を用いて、多層樹脂ファイバーを製造する製造方法であって、
前記製造方法は、
(a)前記第1合流金型の周方向の温調を不均一に設定すること、
を含む。
【発明の効果】
【0010】
本開示の多層樹脂ファイバーの製造装置及び製造方法によれば、コアの偏心量を制御することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
分離膜
1か月前
日東電工株式会社
防爆部材
19日前
日東電工株式会社
粘着シート
27日前
日東電工株式会社
粘着テープ
1か月前
日東電工株式会社
複層構造体
28日前
日東電工株式会社
積層フィルム
22日前
日東電工株式会社
ARデバイス
22日前
日東電工株式会社
配線回路基板
27日前
日東電工株式会社
積層フィルム
22日前
日東電工株式会社
光学フィルム
27日前
日東電工株式会社
電極の製造方法
27日前
日東電工株式会社
光学粘着シート
1か月前
日東電工株式会社
光学粘着シート
1か月前
日東電工株式会社
BAWフィルタ
26日前
日東電工株式会社
光学粘着シート
26日前
日東電工株式会社
焼結接合用シート
19日前
日東電工株式会社
透明導電性フィルム
26日前
日東電工株式会社
透明導電性フィルム
26日前
日東電工株式会社
透明導電性フィルム
26日前
日東電工株式会社
透明導電性フィルム
1か月前
日東電工株式会社
透明導電性フィルム
1か月前
日東電工株式会社
複合半透膜の製造方法
1か月前
日東電工株式会社
光透過性導電性シート
26日前
日東電工株式会社
バックグラインドテープ
6日前
日東電工株式会社
光学フィルムの製造方法
27日前
日東電工株式会社
眼鏡レンズ、および眼鏡
28日前
日東電工株式会社
表面処理シートの製造方法
20日前
日東電工株式会社
樹脂発泡体および発泡部材
12日前
日東電工株式会社
分離膜、及びその製造方法
1か月前
日東電工株式会社
高分子分散型液晶フィルム
1か月前
日東電工株式会社
光学部材およびその製造方法
7日前
日東電工株式会社
光学積層体及び画像表示装置
22日前
日東電工株式会社
再生品の不純物量の推定方法
1か月前
日東電工株式会社
光学積層体および表示システム
28日前
日東電工株式会社
光ケーブルおよび複合ケーブル
12日前
日東電工株式会社
積層体および積層体の製造方法
22日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ