TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024117533
公報種別
公開特許公報(A)
公開日
2024-08-29
出願番号
2023023672
出願日
2023-02-17
発明の名称
積層鉄心の製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20060101AFI20240822BHJP(電力の発電,変換,配電)
要約
【課題】生産性の低下を抑制できる積層鉄心の製造方法を提供する。
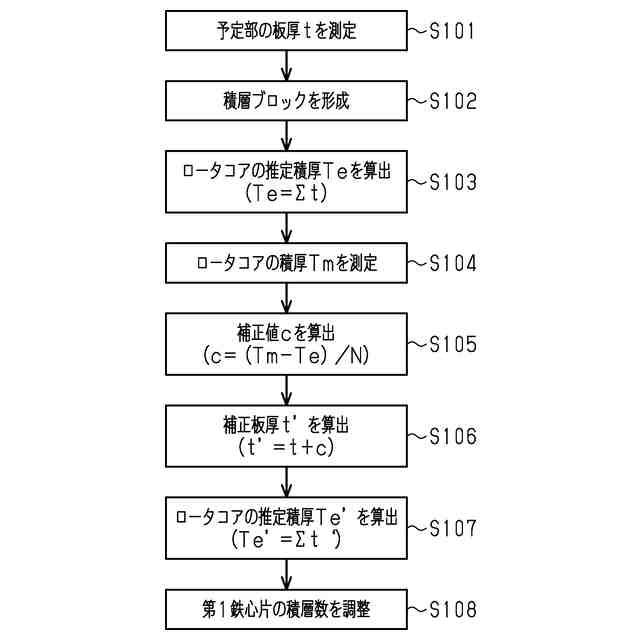
【解決手段】板厚測定工程では、予定部の各々の板厚tを測定する。積厚推定工程では、予定部の各々の板厚tを積算することで、推定積厚Teを算出する。積厚測定工程では、かしめ工程が行われるよりも前に、推定積厚Teが算出されたロータコアの積厚Tmを測定する。補正値算出工程では、積厚測定工程において測定されたロータコアの積厚Tmと推定積厚Teとの差分を、当該ロータコアを構成する第1鉄心片の積層数Nで除した補正値cを算出する。補正値算出工程の後に行われる積厚推定工程では、予定部の各々の板厚tに補正値cを加算した補正板厚t’を積算することで推定積厚Te’を算出する。ブロック形成工程では、ロータコアの積厚Tmが、推定積厚Te’に近付くように積層ブロックにおける第1鉄心片の積層数を調整する。
【選択図】図27
特許請求の範囲
【請求項1】
間欠的に搬送される板状のワークから、板厚方向の一方側に膨出したダボを有する複数の鉄心片を打ち抜くとともに、前記複数の鉄心片を積層することで積層ブロックを形成するブロック形成工程と、
前記積層ブロックを複数積層した積層鉄心を形成する積層鉄心形成工程と、
前記積層鉄心を加圧することで、前記積層ブロックにおいて隣接する前記鉄心片の前記ダボ同士をかしめるかしめ工程と、を備える積層鉄心の製造方法であって、
前記ブロック形成工程の前に、前記ワークのうち前記複数の鉄心片の各々が打ち抜かれる予定の予定部の板厚を測定する板厚測定工程と、
前記予定部の各々の前記板厚を積算することで、前記積層鉄心の積厚の推定値として推定積厚を算出する積厚推定工程と、
前記推定積厚が算出された前記積層鉄心の積厚を測定する積厚測定工程と、
前記積厚測定工程において測定された前記積層鉄心の積厚と前記推定積厚との差分を、当該積層鉄心を構成する前記鉄心片の積層数で除した補正値を算出する補正値算出工程と、を備え、
前記積厚測定工程は、前記かしめ工程が行われるよりも前に行われ、
前記補正値算出工程の後に行われる前記積厚推定工程では、前記予定部の各々の前記板厚に前記補正値を加算した補正板厚を積算することで前記推定積厚を算出し、前記ブロック形成工程では、前記積層鉄心の積厚が当該推定積厚に近付くように前記積層ブロックにおける前記鉄心片の積層数を調整する、
積層鉄心の製造方法。
続きを表示(約 390 文字)
【請求項2】
前記ワークは、帯状をなす複数の母材の端部同士が接合されることにより構成されるものであり、
前記ブロック形成工程では、同一の母材から前記鉄心片が打ち抜かれる場合には、当該母材に対して算出された前記補正板厚に基づいて、前記積層鉄心の積厚が前記推定積厚に近付くように前記積層ブロックにおける前記鉄心片の積層数を調整する、
請求項1に記載の積層鉄心の製造方法。
【請求項3】
前記かしめ工程では、前記積層鉄心を加圧することで、前記積層ブロックにおいて隣接する前記鉄心片の前記ダボ同士をかしめるとともに、加圧された前記積層鉄心の積厚を測定し、
前記かしめ工程において測定された前記積層鉄心の積厚が所定の範囲内でない場合に、当該積層鉄心における前記鉄心片の積層数を調整する、
請求項1または請求項2に記載の積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心の製造方法に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
従来、回転電機の積層鉄心は、電磁鋼板から打ち抜かれた複数の鉄心片が積層されることにより構成されている。
特許文献1には、打抜装置と、加圧装置と、積厚測定装置とを備える積層鉄心の製造装置が開示されている。打抜装置は、電磁鋼板から複数の鉄心片を打ち抜くとともに積層することで仮積層体を製造する。加圧装置は、仮積層体を軸線方向から加圧することで、鉄心片同士の隙間が減じられた積層鉄心を形成する。積厚測定装置は、積層鉄心の厚さである積厚を測定する。積厚測定装置によって測定された積層鉄心の積厚が所定の基準外である場合には、当該積層鉄心が不良品である可能性が高いとして製造ラインから除外される。
【先行技術文献】
【特許文献】
【0003】
特開2019-161697号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載の製造装置では、仮積層体が加圧装置により加圧されることで積層鉄心として形成された後、当該積層鉄心の積厚が積厚測定装置によって測定される。すなわち、積層鉄心が積厚測定装置により測定された時点で積層鉄心の積厚の良否が判明する。このため、積層鉄心の積厚が所定の基準外であることが判明した場合、その時点で、当該積層鉄心とは異なる複数の積層鉄心が既に形成されていることがある。これらの積層鉄心が同一の電磁鋼板から打ち抜かれた複数の鉄心片により構成されている場合、これらの積層鉄心の積厚も所定の基準外であるおそれがある。この場合、これらの積層鉄心を製造ラインから除外したり、後工程において手直ししたりすることで、積層鉄心の生産性が低下するおそれがある。
【課題を解決するための手段】
【0005】
上記課題を解決するための積層鉄心の製造方法は、間欠的に搬送される板状のワークから、板厚方向の一方側に膨出したダボを有する複数の鉄心片を打ち抜くとともに、前記複数の鉄心片を積層することで積層ブロックを形成するブロック形成工程と、前記積層ブロックを複数積層した積層鉄心を形成する積層鉄心形成工程と、前記積層鉄心を加圧することで、前記積層ブロックにおいて隣接する前記鉄心片の前記ダボ同士をかしめるかしめ工程と、を備える積層鉄心の製造方法であって、前記ブロック形成工程の前に、前記ワークのうち前記複数の鉄心片の各々が打ち抜かれる予定の予定部の板厚を測定する板厚測定工程と、前記予定部の各々の前記板厚を積算することで、前記積層鉄心の積厚の推定値として推定積厚を算出する積厚推定工程と、前記推定積厚が算出された前記積層鉄心の積厚を測定する積厚測定工程と、前記積厚測定工程において測定された前記積層鉄心の積厚と前記推定積厚との差分を、当該積層鉄心を構成する前記鉄心片の積層数で除した補正値を算出する補正値算出工程と、を備え、前記積厚測定工程は、前記かしめ工程が行われるよりも前に行われ、前記補正値算出工程の後に行われる前記積厚推定工程では、前記予定部の各々の前記板厚に前記補正値を加算した補正板厚を積算することで前記推定積厚を算出し、前記ブロック形成工程では、前記積層鉄心の積厚が当該推定積厚に近付くように前記積層ブロックにおける前記鉄心片の積層数を調整する。
【0006】
同方法によれば、積厚測定工程において測定された積層鉄心の積厚と、積厚推定工程において算出された推定積厚とに基づいて補正値が算出される。また、補正値が予定部の各々の板厚に加算されることで補正板厚が算出される。ブロック形成工程では、積層鉄心の積厚が、補正板厚を積算することで算出された推定板厚に近付くように、積層ブロックにおける鉄心片の積層数が調整される。これにより、積層鉄心における積厚の寸法精度を高めることができる。
【0007】
また、上記方法によれば、積厚測定工程がかしめ工程よりも前に行われる。このため、かしめ工程が行われた後の積層鉄心の積厚を測定して補正値を算出する場合と比較して、補正値が算出されるまでに形成される積層ブロックの数を少なくすることができる。これにより、所定の積厚とは異なる積層鉄心が形成される頻度が少なくなる。したがって、積層鉄心の生産性の低下を抑制できる。
【図面の簡単な説明】
【0008】
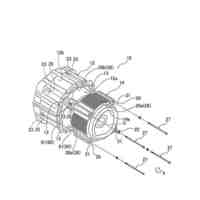
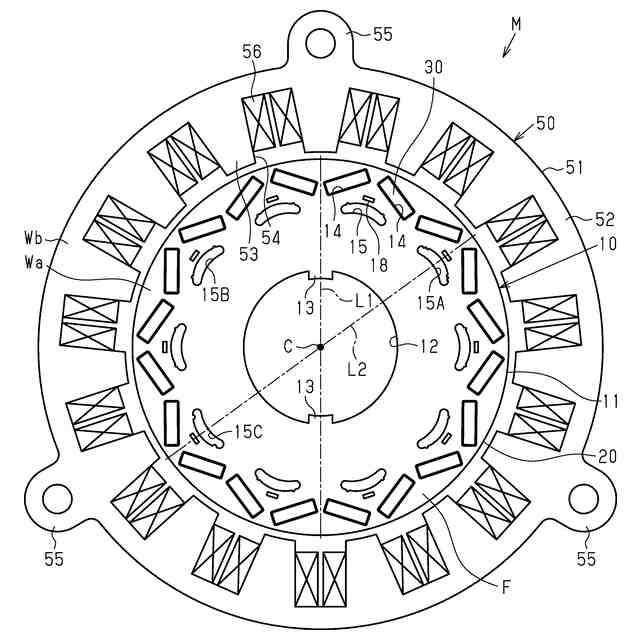
図1は、一実施形態における回転電機を示す平面図である。
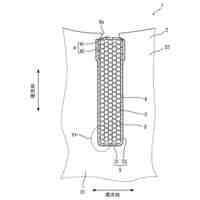
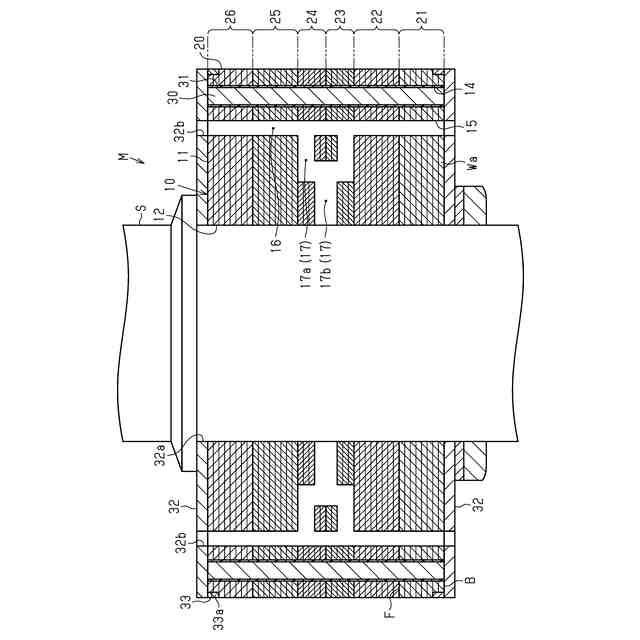
図2は、図1のロータを示す断面図である。
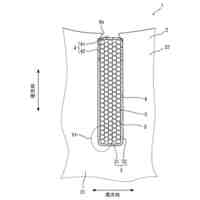
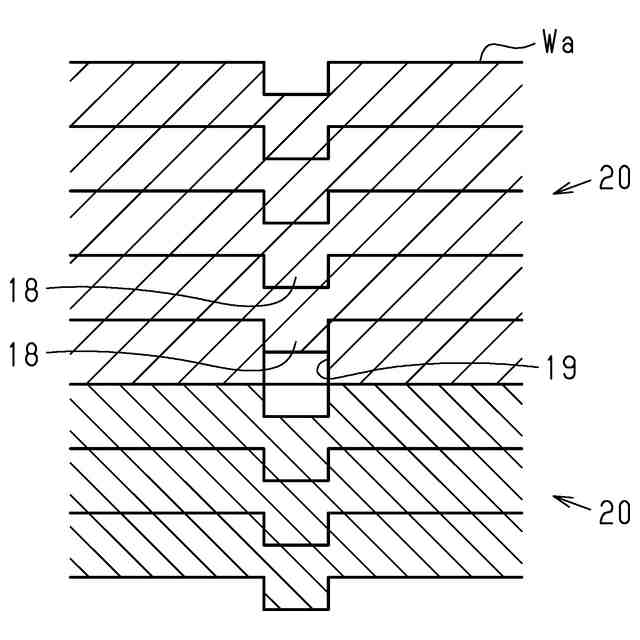
図3は、図1のロータコアのダボを示す断面図である。
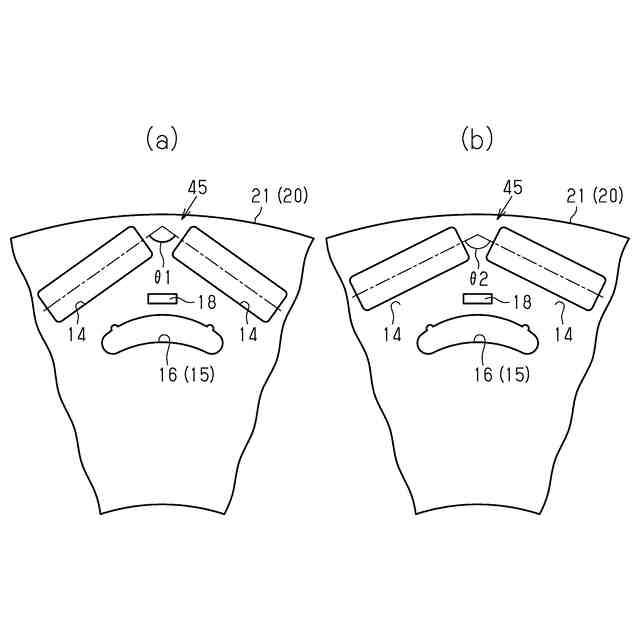
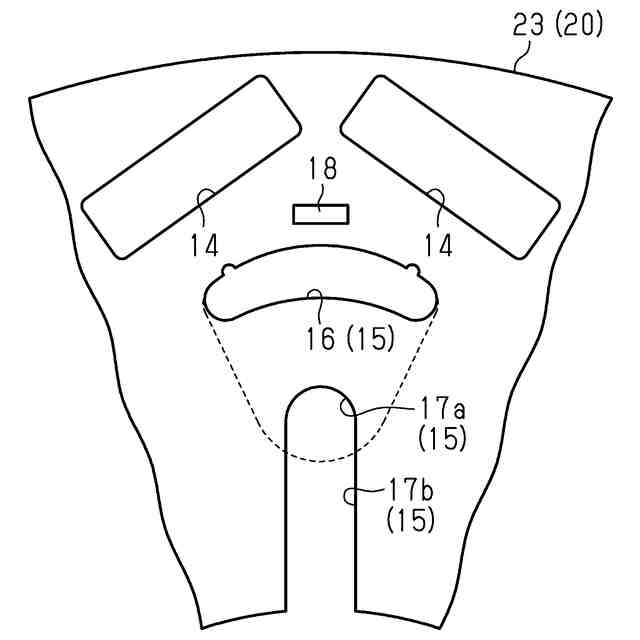
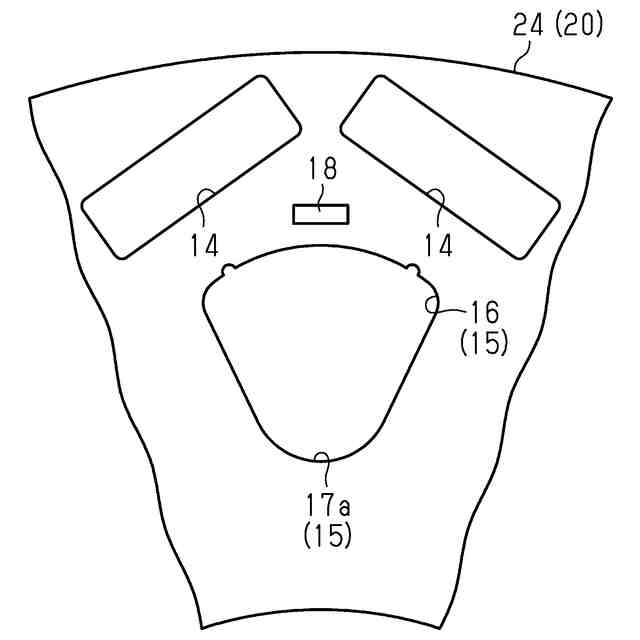
図4(a)は、第1品種のロータコアを示す平面図であり、図4(b)は、第2品種のロータコアを示す平面図である。
図5は、図1のロータコアの第3ブロックを示す平面図である。
図6は、図1のロータコアの第4ブロックを示す平面図である。
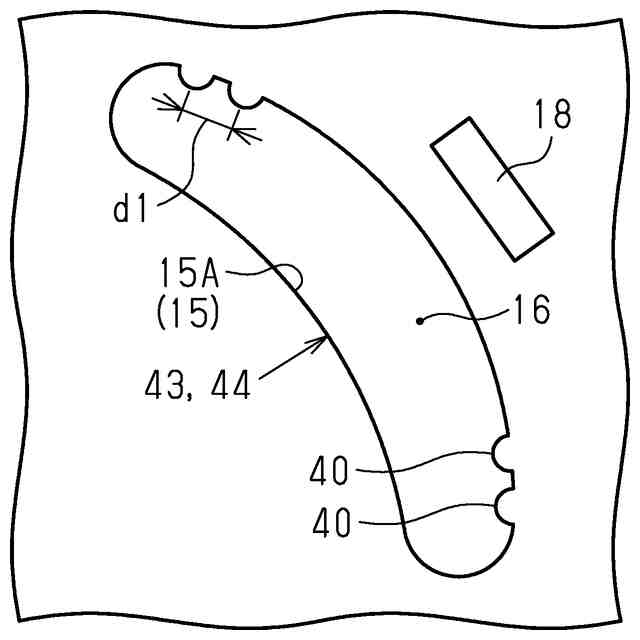
図7は、図1のロータコアの第1冷却孔を示す平面図である。
図8は、図1のロータコアの第2冷却孔を示す平面図である。
図9は、図1のロータコアの第3冷却孔を示す平面図である。
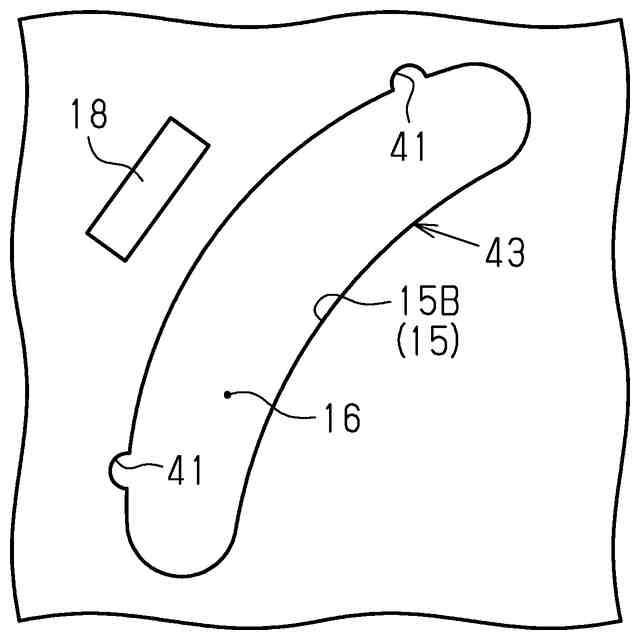
図10は、第2製造ラインにて製造されたロータコアの第1冷却孔を示す平面図である。
図11は、一実施形態におけるプレス装置及び積厚測定装置の構成を示す概略図である。
図12は、図11のプレス装置の構成を示す平面図である。
図13は、一実施形態における第1移載装置の構成を示す断面図である。
図14は、一実施形態における正否判定装置の構成を示す断面図である。
図15は、一実施形態における積層装置の構成を示す断面図である。
図16は、図15の積層治具を示す平面図である。
図17は、一実施形態におけるかしめ装置の構成を示す断面図である。
図18は、一実施形態における磁石挿入装置の構成を示す平面図である。
図19は、図18の磁石挿入装置の構成を示す側面図である。
図20は、一実施形態における案内治具及び押込治具の構成を示す断面図である。
図21は、一実施形態におけるモールド装置の構成を示す断面図である。
図22は、図21のカルプレートを示す平面図である。
図23は、一実施形態における除去装置の構成を示す概略図である。
図24は、図23の押出治具を示す斜視図である。
図25は、一実施形態における溶接装置の構成を示す断面図である。
図26は、ロータの製造方法の手順を示すフローチャートである。
図27は、積厚調整工程の手順を示すフローチャートである。
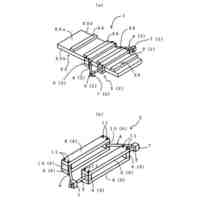
図28は、搬送工程において、支持治具に積層体が支持された状態を示す断面図である。
図29は、第1移載工程において、検出部が上昇した状態を示す断面図である。
図30は、第1移載工程において、規制部が積層ブロックを挟持した状態を示す断面図である。
図31は、第1移載工程において、移載部が積層ブロックを挟持した状態を示す断面図である。
図32は、第1移載工程において、移載部が積層ブロックを移載している状態を示す断面図である。
図33は、第1移載工程において、移載部が積層ブロックを正否判定装置に移載した状態を示す断面図である。
図34(a)は、正否判定工程において、回転ステージが回転している状態を示す平面図であり、図34(b)は、正否判定工程において、積層ブロックが位置決めされた状態を示す平面図である。
図35は、正否判定工程の判定基準を示す表である。
図36は、第2移載装置が正否判定装置から積層ブロックを移載している状態を示す断面図である。
図37は、ロータコア形成工程において、第1ブロックが積層治具に嵌め入れられる直前の状態を示す断面図である。
図38は、ロータコア形成工程において、第1ブロックが載置台に載置された状態を示す断面図である。
図39は、ロータコア形成工程において、第1ブロックが第2移載装置によって押圧されている状態を示す断面図である。
図40は、ロータコア形成工程において、第2ブロックが第2移載装置によって移載されている状態を示す断面図である。
図41は、ロータコア形成工程において、第2ブロックが第2移載装置によって押圧されている状態を示す断面図である。
図42は、ロータコア形成工程において、第6ブロックが第2移載装置によって押圧されている状態を示す断面図である。
図43は、かしめ工程において、第1型がロータコアを押圧している状態を示す断面図である。
図44は、磁石挿入工程において、整列機構が供給位置に位置している状態を示す平面図である。
図45は、磁石挿入工程において、取出機構が載置部に磁石を載置した状態を示す側面図である。
図46は、磁石挿入工程において、ロータコアに案内治具が載置された状態を示す断面図である。
図47は、磁石挿入工程において、案内治具に磁石が挿入されている状態を示す断面図である。
図48は、磁石挿入工程において、磁石が押込治具により押し込まれている状態を示す断面図である。
図49は、残留抑制処理の手順を示すフローチャートである。
図50は、モールド工程において、磁石収容孔に磁石が充填された状態を示す断面図である。
図51は、除去工程において、搬送装置が降下している状態を示す断面図である。
図52は、除去工程において、第1押圧部により固化物がカルプレートから押し出された状態を示す断面図である。
図53は、除去工程において、第2押圧部により固化物がカルプレートから押し出された状態を示す断面図である。
図54は、溶接工程において、ロータコアとエンドプレートとが溶接された状態を示す断面図である。
【発明を実施するための形態】
【0009】
以下、図1~図54を参照して、一実施形態について説明する。
図1に示すように、回転電機Mは、ロータ10と、ステータ50とを備えている。ロータ10及びステータ50は、それぞれ円筒状をなしている。ステータ50は、図示しないハウジングに固定されている。ロータ10は、ステータ50の中心孔の内側において回転可能に構成されている。
【0010】
(ロータ10)
図2に示すように、ロータ10は、ロータコア11と、複数の磁石30と、複数の樹脂材31と、2つのエンドプレート32とを備えている。ロータ10は、例えば、磁石埋込型のロータである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
原動機
18日前
個人
ファラデー発電改良型
4日前
株式会社タツノ
充電装置
20日前
ニデック株式会社
モータ
8日前
中国電力株式会社
柱上作業台
29日前
サンデン株式会社
電力変換装置
15日前
株式会社ダイヘン
溶接機
14日前
本田技研工業株式会社
回転電機
5日前
本田技研工業株式会社
回転電機
5日前
サンデン株式会社
電力変換装置
15日前
ダイハツ工業株式会社
冷却装置
5日前
中国電力株式会社
仮送電ケーブル
15日前
ニデック株式会社
ステータ
5日前
ニデック株式会社
ステータ
5日前
株式会社豊田自動織機
モータ
28日前
オムロン株式会社
自律作業システム
19日前
住友電装株式会社
電気接続箱
21日前
三菱電機株式会社
通信システム
18日前
株式会社アイシン
巻線界磁型回転電機
14日前
株式会社ダイヘン
電力供給装置
15日前
住友電装株式会社
電線固定部材
14日前
株式会社ジェイテクト
制御装置
14日前
日産自動車株式会社
インバータ
8日前
株式会社ダイヘン
電力システム
5日前
株式会社東芝
電力変換装置
5日前
株式会社デンソー
回転電機
19日前
株式会社関電工
配電設備工事方法
11日前
トヨタ紡織株式会社
磁石挿入装置
19日前
株式会社豊田自動織機
電動圧縮機
8日前
株式会社デンソー
回転電機
19日前
株式会社デンソー
回転電機
19日前
株式会社デンソー
回転電機
19日前
株式会社デンソー
回転電機
19日前
株式会社デンソー
回転電機
19日前
株式会社デンソー
回転電機
19日前
株式会社ダイフク
給電設備
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ