TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024085717
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200391
出願日
2022-12-15
発明の名称
Ni基合金の製造方法
出願人
大同特殊鋼株式会社
代理人
弁理士法人むつきパートナーズ
主分類
C22F
1/10 20060101AFI20240620BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
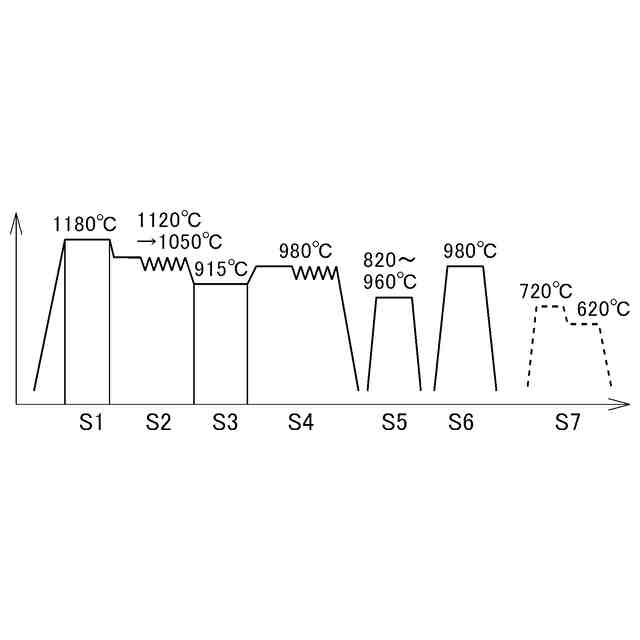
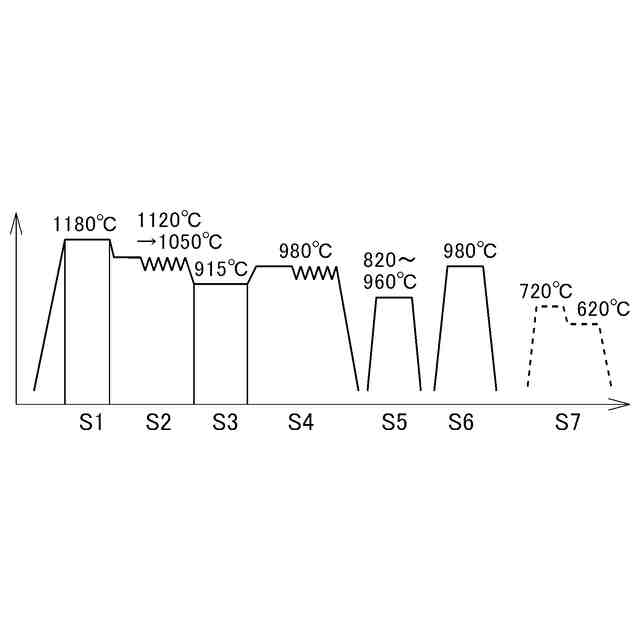
【課題】 自由鍛造での異常結晶粒成長を抑制し機械的性状に優れたNi基合金を製造する方法の提供。
【解決手段】 粗鍛造工程と、δ相粒子を析出させる析出熱処理工程と、δ相粒子のピンニングにより最大結晶粒径を所定以下としつつ所定形状の半製品へ熱間鍛造する仕上げ鍛造工程と、再結晶化温度よりも高い温度に加熱し固溶化処理するとともに再結晶化させて細粒化組織とする固溶化熱処理工程と、をこの順で含む。仕上げ鍛造工程では固溶化熱処理工程での目標最大結晶粒径よりも細かい最大結晶粒径となるように熱間鍛造するとともに、仕上げ鍛造工程と固溶化熱処理工程との間で再結晶化温度よりも低い温度に加熱し、目標最大結晶粒径を上限として最大結晶粒径を大きくしつつひずみを除去するひずみ除去熱処理工程を与え、固溶化熱処理工程後に目標最大結晶粒径よりも大きな結晶粒を生じる異常結晶粒成長を抑制する。
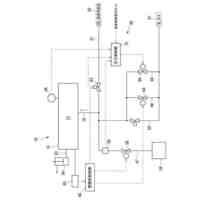
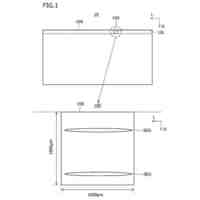
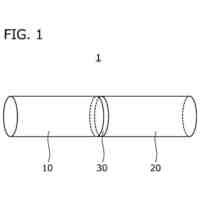
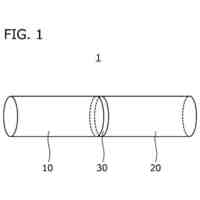
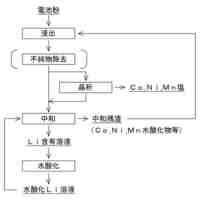
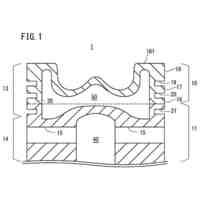
【選択図】図1
特許請求の範囲
【請求項1】
Ni
3
Nbの準安定相であるγ”相粒子による析出強化型のNi基合金の製造方法であって、
ビレットに熱間鍛造する粗鍛造工程と、
前記ビレットを加熱しNi
3
Nbの安定相からなるδ相粒子を析出させる析出熱処理工程と、
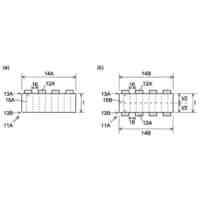
前記δ相粒子のピンニングにより最大結晶粒径を所定以下としつつ前記ビレットを所定形状の半製品へ熱間鍛造する仕上げ鍛造工程と、
再結晶化温度よりも高い温度に加熱し固溶化処理するとともに再結晶化させて細粒化組織とする固溶化熱処理工程と、をこの順で含み、
前記仕上げ鍛造工程では前記固溶化熱処理工程での目標最大結晶粒径よりも細かい最大結晶粒径となるように熱間鍛造するとともに、前記仕上げ鍛造工程と前記固溶化熱処理工程との間で前記再結晶化温度よりも低い温度に加熱し、前記目標最大結晶粒径を上限として最大結晶粒径を大きくしつつひずみを除去するひずみ除去熱処理工程を与えることで、前記固溶化熱処理工程後に前記目標最大結晶粒径よりも大きな結晶粒を生じる異常結晶粒成長を抑制することを特徴とするNi基合金の製造方法。
続きを表示(約 610 文字)
【請求項2】
前記固溶化熱処理工程では970℃以上の温度に加熱し固溶化処理するとともに、ひずみ除去熱処理工程では820~960℃の温度で加熱しひずみを除去することを特徴とする請求項1記載のNi基合金の製造方法。
【請求項3】
前記粗鍛造工程では結晶粒度番号で0番以上の結晶粒組織とすることを特徴とする請求項1記載のNi基合金の製造方法。
【請求項4】
前記析出熱処理工程では、断面面積率で3%以上のδ相を析出させることを特徴とする請求項1記載のNi基合金の製造方法。
【請求項5】
前記ひずみ除去熱処理工程は、前記仕上げ鍛造工程での加熱炉にて加熱を行うとともに、ひずみを除去後に室温まで冷却する工程を含むことを特徴とする請求項1乃至4のうちの1つに記載のNi基合金の製造方法。
【請求項6】
前記ひずみ除去熱処理工程は、前記仕上げ鍛造工程後の前記半製品を室温まで冷却した後に、前記固溶化熱処理工程での加熱炉にて加熱を行うことを特徴とする請求項1乃至4のうちの1つに記載のNi基合金の製造方法。
【請求項7】
前記ひずみ除去熱処理工程は、前記仕上げ鍛造工程後の前記半製品を室温まで冷却した後に加熱を行うとともに、ひずみを除去後に室温まで冷却する工程を含むことを特徴とする請求項1乃至4のうちの1つに記載のNi基合金の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自由鍛造によるNi基合金の製造方法に関し、特に、Ni
3
Nbの準安定相であるγ”相粒子による析出強化型のNi基合金の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
Ni基合金の製造方法として、ビレットにひずみを導入し再結晶化を促進させて結晶粒の細かい内部組織を作り込む方法が知られている(例えば、特許文献1参照)。一方で、外部から変形を与える鍛造工程では、ひずみの導入が十分でなく、特に、外部から与えるひずみが導入されづらい大型のビレットなどでは、再結晶化を均一に得られず部分的に結晶粒を粗大化させてしまう、いわゆる「異常結晶粒成長」が問題となった。かかる異常結晶粒成長は、CrやFeとともに、Nb、Mo、AlやTiなどを含む析出硬化型のNi基合金である718合金(Alloy 718)において顕著である。
【0003】
特許文献2では、718合金からなるビレットを1段階又は多段階で据え込み鍛造して所要の最終形状に加工する大形鍛造品の製造方法として、異常結晶粒成長を生じさせる加工条件(加工ウィンドウ)を避けて加工を行うことを述べている。かかる加工条件は、初期結晶粒度、鍛造温度、鍛造ひずみ、鍛造ひずみ速度、据え込み回数、及び溶体化処理の各パラメータに依存するが、ここでは、容体化熱処理前のビレットの各据え込み作業ごとに部品の全領域で0.125の最小ひずみを与えておくようにするとしている。なお、鍛造温度及び溶体化処理温度を下げると、最大ひずみ値が低下し、異常結晶粒成長の可能性が減る一方、ひずみ速度は、最大ひずみ値に対してほとんど影響を与えず、異常結晶粒成長の発生量にはほとんど影響しないとも述べている。
【0004】
また、特許文献3では、特許文献2を引用し、低歪速度の条件では、上記したような0.125程度の歪を与えても異常結晶粒成長を十分に抑制できないとした上で、型打ち鍛造やリング圧延などの種々の歪速度も加工ウィンドウからはずれるようにすることを述べている。ここで、950~1000℃程度での固溶化処理の前に、γ’やγ’’といった析出物を積極的に析出させて蓄積した歪エネルギーを除去するように600~930℃の範囲で5~60時間の予備加熱をすることで、固溶化処理時の異常粒成長のリスクを低減できるとしている。
【先行技術文献】
【特許文献】
【0005】
特開2021-8660号
特開2001-123257号公報
国際公開第2015/151808号
【発明の概要】
【発明が解決しようとする課題】
【0006】
複数回の押し込みを行う自由鍛造(多段鍛造)において、異常結晶粒成長を発生させるひずみエネルギーの蓄積状況が異なると、上記したような加工条件(加工ウィンドウ)が異なることになる。例えば、自由鍛造において、トータルで0.8以上といった大きなひずみを与えても超音波検査での異常(概ね、結晶粒度#2相当以上の粗大粒の発生)が観察されることもある。
【0007】
本発明は、以上のような状況に鑑みてなされたものであって、その目的とするところは、自由鍛造での異常結晶粒成長を抑制し機械的性状に優れたNi基合金を製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明による製造方法は、Ni
3
Nbの準安定相であるγ”相粒子による析出強化型のNi基合金の製造方法であって、ビレットに熱間鍛造する粗鍛造工程と、前記ビレットを加熱しNi
3
Nbの安定相からなるδ相粒子を析出させる析出熱処理工程と、前記δ相粒子のピンニングにより最大結晶粒径を所定以下としつつ前記ビレットを所定形状の半製品へ熱間鍛造する仕上げ鍛造工程と、再結晶化温度よりも高い温度に加熱し固溶化処理するとともに再結晶化させて細粒化組織とする固溶化熱処理工程と、をこの順で含み、前記仕上げ鍛造工程では前記固溶化熱処理工程での目標最大結晶粒径よりも細かい最大結晶粒径となるように熱間鍛造するとともに、前記仕上げ鍛造工程と前記固溶化熱処理工程との間で前記再結晶化温度よりも低い温度に加熱し、前記目標最大結晶粒径を上限として最大結晶粒径を大きくしつつひずみを除去するひずみ除去熱処理工程を与えることで、前記固溶化熱処理工程後に前記目標最大結晶粒径よりも大きな結晶粒を生じる異常結晶粒成長を抑制することを特徴とする。
【0009】
かかる特徴によれば、自由鍛造での異常結晶粒成長を抑制し機械的性状に優れたNi基合金を製造できるのである。
【0010】
上記した発明において、前記固溶化熱処理工程では970℃以上の温度に加熱し固溶化処理するとともに、ひずみ除去熱処理工程では820~960℃の温度で加熱しひずみを除去することを特徴としてもよい。かかる特徴によれば、自由鍛造での異常結晶粒成長を確実に抑制し機械的性状に優れたNi基合金を製造できるのである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
形状検出装置
19日前
大同特殊鋼株式会社
軟磁性金属粉体
12日前
大同特殊鋼株式会社
雰囲気熱処理炉
17日前
大同特殊鋼株式会社
乱巻き検出方法
1か月前
大同特殊鋼株式会社
肌焼鋼の製造方法
5日前
大同特殊鋼株式会社
ナノ結晶軟磁性材料
11日前
大同特殊鋼株式会社
Ni基合金の製造方法
3日前
大同特殊鋼株式会社
昇降扉の落下防止装置
4日前
大同特殊鋼株式会社
RFeB系磁石の製造方法
20日前
大同特殊鋼株式会社
真空溶解炉の温度測定部構造
11日前
大同特殊鋼株式会社
反転機構、および、それを備える搬送機構
5日前
大同特殊鋼株式会社
リチウムイオン電池用負極材料およびその製造方法
1か月前
ハイモ株式会社
水中の金属の回収方法
25日前
大同特殊鋼株式会社
鋼材及び金型
1か月前
日本製鉄株式会社
鋼材
1か月前
株式会社神戸製鋼所
鋼製下地材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
接合継手
1か月前
日本製鉄株式会社
接合継手
1か月前
住友金属鉱山株式会社
銀粉の製造方法
1か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
2か月前
住友金属鉱山株式会社
有価金属の製造方法
2か月前
JFEスチール株式会社
鋼板
2か月前
JFEスチール株式会社
鋼板
2か月前
JFEスチール株式会社
鋼板
2か月前
住友金属鉱山株式会社
有価金属の製造方法
19日前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
JX金属株式会社
金属回収方法
2か月前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
日本製鉄株式会社
スチールピストン
2か月前
住友金属鉱山株式会社
銅製錬原料の供給方法
20日前
株式会社トウネツ
金属溶湯炉
1か月前
大同特殊鋼株式会社
浸炭用鋼およびその製造方法
1か月前
日本精線株式会社
ステンレス鋼極細線
1か月前
学校法人福岡工業大学
触媒の処理方法
1か月前
日本製鉄株式会社
オーステナイト系合金材
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ