TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024077764
公報種別
公開特許公報(A)
公開日
2024-06-10
出願番号
2022189901
出願日
2022-11-29
発明の名称
銀被覆材の製造方法、銀被覆材および通電部品
出願人
DOWAメタルテック株式会社
代理人
個人
主分類
C25D
5/50 20060101AFI20240603BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】厳しい曲げ加工部での銀被覆層の耐剥離性が良好で、かつ微摺動磨耗に対する耐久性も良好な銀被覆材を提供する。
【解決手段】素材上に、ベンゾチアゾール類およびその誘導体を含まない銀めっき液を用いて下部銀めっき層を形成する下部銀めっき工程と、前記下部銀めっき層の上に、ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質を含む銀めっき液を用いた電気めっき法により上部銀めっき層を形成する上部銀めっき工程と、前記下部銀めっき層および上部銀めっき層を250~400℃の温度域に3~60秒保持する熱処理工程と、を含む銀被覆材の製造方法。
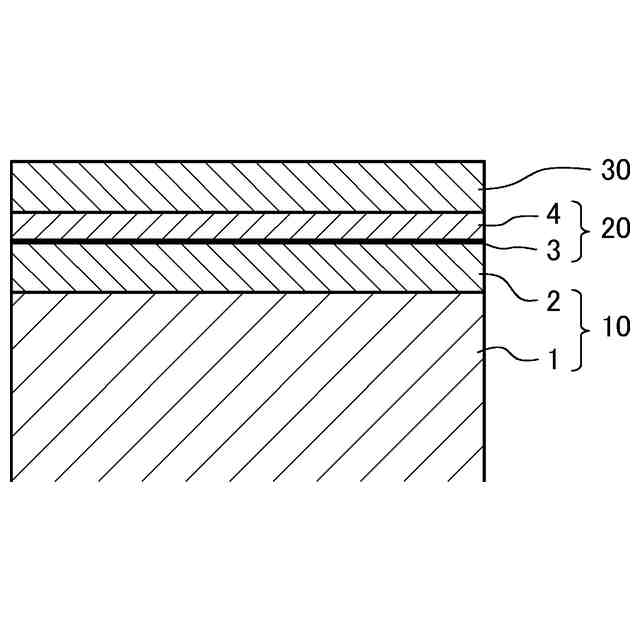
【選択図】図4
特許請求の範囲
【請求項1】
素材上に、ベンゾチアゾール類およびその誘導体を含まない銀めっき液を用いて下部銀めっき層を形成する下部銀めっき工程と、
前記下部銀めっき層の上に、ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質を含む銀めっき液を用いた電気めっき法により上部銀めっき層を形成する上部銀めっき工程と、
前記下部銀めっき層および上部銀めっき層を250~400℃の温度域に3~60秒保持する熱処理工程と、
を含む銀被覆材の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記下部銀めっき層の平均厚さが0.06~3.0μmである、請求項1に記載の銀被覆材の製造方法。
【請求項3】
前記上部銀めっき層の平均厚さが0.3~10.0μmである、請求項1に記載の銀被覆材の製造方法。
【請求項4】
前記上部銀めっき工程で使用する銀めっき液は、ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質を0.01~0.80モル/Lの濃度で含むものである、請求項1に記載の銀被覆材の製造方法。
【請求項5】
前記上部銀めっき工程において、前記ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質が、メルカプトベンゾチアゾールおよびその誘導体から選ばれる1種以上の物質である、請求項1に記載の銀被覆材の製造方法。
【請求項6】
前記上部銀めっき工程において、前記ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質が、ベンゾチアゾール類およびそのアルカリ金属塩から選ばれる1種以上の物質である、請求項1に記載の銀被覆材の製造方法。
【請求項7】
前記下部銀めっき工程に供する前記素材は、銅または銅合金を基材に持つものである、請求項1に記載の銀被覆材の製造方法。
【請求項8】
前記下部銀めっき工程に供する前記素材は、前記下部銀めっき層を形成する表面にニッケルめっき層を有するものである、請求項1に記載の銀被覆材の製造方法。
【請求項9】
前記下部銀めっき層は、銀ストライクめっき層と、その上の銀めっき層からなるものである、請求項1に記載の銀被覆材の製造方法。
【請求項10】
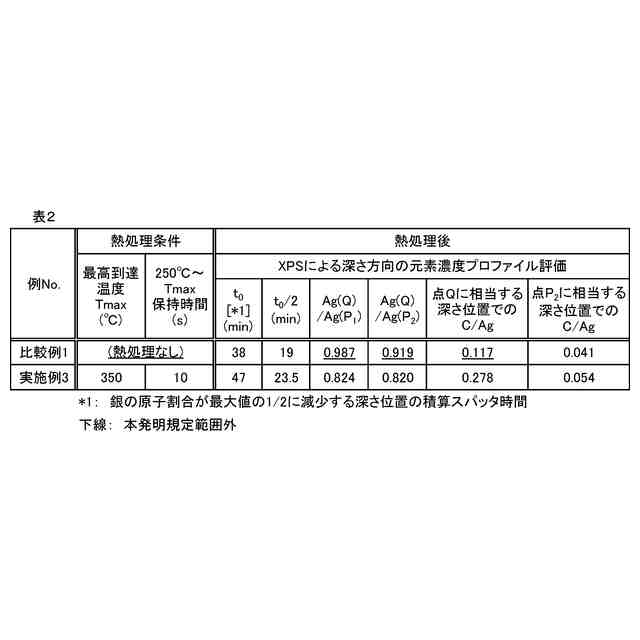
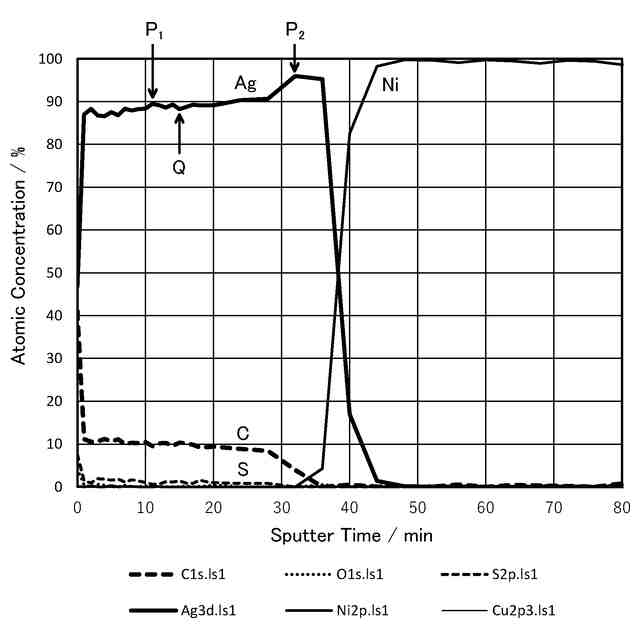
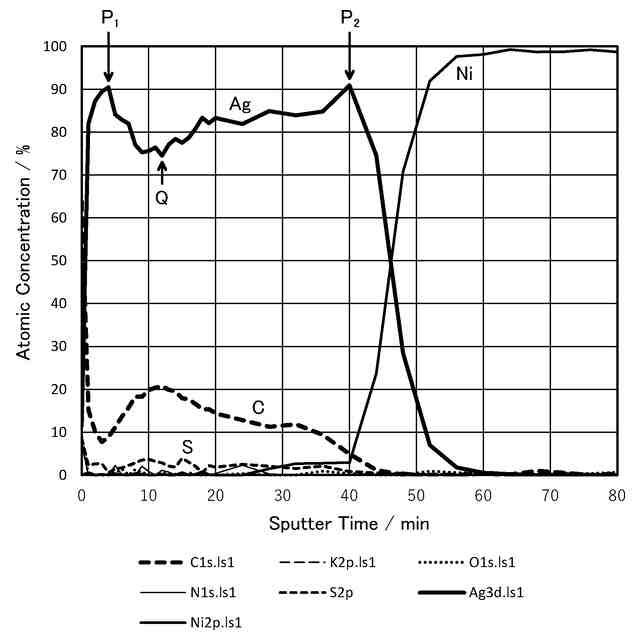
銅または銅合金を基材に持つ素材の表面に銀被覆層が形成されている銀被覆材であって、XPS(X線光電子分光分析法)による前記銀被覆層の深さ方向元素濃度プロファイルにおいて、銀の原子割合が最大値の1/2に減少する深さ位置の累積スパッタ時間をt
0
(分)とし、銀のプロファイル曲線上で、累積スパッタ時間がt
0
/2より小さい領域(試料最表面側)での銀の原子割合最大点を点P
1
、累積スパッタ時間がt
0
/2より大きい領域(試料中心側)での銀の原子割合最大点を点P
2
、点P
1
と点P
2
の間での銀の原子割合最小点を点Qとするとき、点Qでの銀の原子割合Ag(Q)と点P
1
での銀の原子割合Ag(P
1
)の比Ag(Q)/Ag(P
1
)が0.90以下、前記Ag(Q)と点P
2
での銀の原子割合Ag(P
2
)の比Ag(Q)/Ag(P
2
)が0.90以下、点Qに相当する深さ位置でのC/Ag原子比が0.15以上、かつ点P
2
に相当する深さ位置でのC/Ag原子比が0.10以下である銀被覆材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、車載用や民生用の電気配線に使用されるコネクタ、スイッチ、リレーなどの接点や、端子部品の材料として有用な銀被覆材の製造方法に関する。また、その製造方法によって得ることができる銀被覆材、およびその銀被覆材を材料に用いた通電部品に関する。ここで、「銀被覆材」とは銀被覆層が形成されている材料を意味する。「銀被覆層」は素材の表面上に形成された銀の層であり、1層または2層以上の銀めっき層からなる銀層や、それらの銀層に熱処理を加えて得られた銀層などがこれに該当する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来、コネクタやスイッチなどの接点や端子部品などの材料として、銅または銅合金、ステンレス鋼など、比較的安価で耐食性や機械的特性などに優れた素材に、電気特性、はんだ付け性などの必要な特性に応じて、錫、銀、金などのめっきを施しためっき材が使用されている。これらのうち、錫めっき材は、安価であるが高温環境下における耐食性に劣る。金めっき材は、耐食性に優れ信頼性が高いが、高コストである。一方、銀めっき材は、金めっき材と比べて安価であり、錫めっき材と比べて耐食性に優れるという利点を持つ。
【0003】
コネクタやスイッチなどの接点や端子部品などの材料には、コネクタの挿抜やスイッチの摺動に伴う耐摩耗性も要求される。しかし、銀めっき材は軟質で摩耗し易いため、銀めっき材を接続端子などの材料として使用すると、挿抜や摺動により凝着して凝着摩耗が生じ易くなったり、接続端子の挿入時に表面が削られて摩擦係数が高くなり挿入力が増加したりする問題があった。
【0004】
本出願人は、従来よりも耐摩耗性に優れた銀めっき材を得る手法を特許文献1に開示した。その手法は、所定量のベンゾチアゾール類またはその誘導体を含むめっき液を使用するというものである。
【先行技術文献】
【特許文献】
【0005】
特開2022-48959号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に開示の手法に従えば、銀めっき層の耐摩耗性を従来よりも顕著に向上させることができる。しかし、特許文献1の手法で得られた銀めっき材では、厳しい曲げ加工を施した部位などにおける銀めっき層の耐剥離性に関しては、必ずしも十分であるとは言えず、改善の余地があることがわかった。また、自動車用の端子、コネクタなど、振動する環境で使用される銀被覆材には、微摺動磨耗に対する耐久性改善の要求も高まっている。
【0007】
本発明は、厳しい曲げ加工部での銀被覆層の耐剥離性が良好で、かつ微摺動磨耗に対する耐久性も良好な銀被覆材を提供することを目的とする。
【課題を解決するための手段】
【0008】
発明者らは検討の結果、炭素や硫黄が添加されていない通常の銀めっき層の上に、ベンゾチアゾール類またはその誘導体を含む銀めっき液を用いた電気めっきにより炭素および硫黄が導入された銀めっき層を形成し、その後、熱処理によって上記複層の銀めっき層に由来する改質された銀被覆層を構築することにより、上記目的が達成できることを見出した。本明細書では以下の発明を開示する。
【0009】
[1]素材上に、ベンゾチアゾール類およびその誘導体を含まない銀めっき液を用いて下部銀めっき層を形成する下部銀めっき工程と、
前記下部銀めっき層の上に、ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質を含む銀めっき液を用いた電気めっき法により上部銀めっき層を形成する上部銀めっき工程と、
前記下部銀めっき層および上部銀めっき層を250~400℃の温度域に3~60秒保持する熱処理工程と、
を含む銀被覆材の製造方法。
[2]前記下部銀めっき層の平均厚さが0.06~3.0μmである、上記[1]に記載の銀被覆材の製造方法。
[3]前記上部銀めっき層の平均厚さが0.3~10.0μmである、上記[1]または[2]に記載の銀被覆材の製造方法。
[4]前記上部銀めっき工程で使用する銀めっき液は、ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質を0.01~0.80モル/Lの濃度で含むものである、上記[1]~[3]のいずれかに記載の銀被覆材の製造方法。
[5]前記上部銀めっき工程において、前記ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質が、メルカプトベンゾチアゾールおよびその誘導体から選ばれる1種以上の物質である、上記[1]~[4]のいずれかに記載の銀被覆材の製造方法。
[6]前記上部銀めっき工程において、前記ベンゾチアゾール類およびその誘導体から選ばれる1種以上の物質が、ベンゾチアゾール類およびそのアルカリ金属塩から選ばれる1種以上の物質である、上記[1]~[4]のいずれかに記載の銀被覆材の製造方法。
[7]前記下部銀めっき工程に供する前記素材は、銅または銅合金を基材に持つものである、上記[1]~[6]のいずれかに記載の銀被覆材の製造方法。
[8]前記下部銀めっき工程に供する前記素材は、前記下部銀めっき層を形成する表面にニッケルめっき層を有するものである、上記[1]~[7]のいずれかに記載の銀被覆材の製造方法。
[9]前記下部銀めっき層は、銀ストライクめっき層と、その上の銀めっき層からなるものである、上記[1]~[8]のいずれかに記載の銀被覆材の製造方法。
[10]銅または銅合金を基材に持つ素材の表面に銀被覆層が形成されている銀被覆材であって、XPS(X線光電子分光分析法)による前記銀被覆層の深さ方向元素濃度プロファイルにおいて、銀の原子割合が最大値の1/2に減少する深さ位置の累積スパッタ時間をt
0
(分)とし、銀のプロファイル曲線上で、累積スパッタ時間がt
0
/2より小さい領域(試料最表面側)での銀の原子割合最大点を点P
1
、累積スパッタ時間がt
0
/2より大きい領域(試料中心側)での銀の原子割合最大点を点P
2
、点P
1
と点P
2
の間での銀の原子割合最小点を点Qとするとき、点Qでの銀の原子割合Ag(Q)と点P
1
での銀の原子割合Ag(P
1
)の比Ag(Q)/Ag(P
1
)が0.90以下、前記Ag(Q)と点P
2
での銀の原子割合Ag(P
2
)の比Ag(Q)/Ag(P
2
)が0.90以下、点Qに相当する深さ位置でのC/Ag原子比が0.15以上、かつ点P
2
に相当する深さ位置でのC/Ag原子比が0.10以下である銀被覆材。
[11]前記銀被覆層の銀の平均結晶子径が20nm以上である、上記[10]に記載の銀被覆材。
[12]上記[10]または[11]に記載の銀被覆材を材料に用いた通電部品。
【0010】
本明細書において、数値範囲を示す表記「n1~n2」は、「n1以上n2以下」であることを意味する。ここで、n1、n2は、n1<n2を満たす数値である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱マテリアル株式会社
皮膜付端子材
1か月前
株式会社カネカ
水素生成システム
19日前
京セラ株式会社
共電解装置
1か月前
トヨタ自動車株式会社
水電解装置
2か月前
トヨタ自動車株式会社
水電解装置
2か月前
株式会社豊田中央研究所
水電解システム
1か月前
株式会社豊田中央研究所
水電解システム
1か月前
トヨタ自動車株式会社
水電解装置
3か月前
トヨタ自動車株式会社
水電解装置
2か月前
トヨタ自動車株式会社
水電解装置
2か月前
トヨタ自動車株式会社
水電解装置
2か月前
本田技研工業株式会社
二酸化炭素電解装置
3か月前
本田技研工業株式会社
二酸化炭素電解装置
3か月前
トヨタ自動車株式会社
水電解システム
2か月前
株式会社SCREENホールディングス
水電解装置
27日前
トヨタ自動車株式会社
水電解システム
2か月前
株式会社荏原製作所
めっき装置
13日前
株式会社トクヤマ
電解装置
3か月前
株式会社トクヤマ
電解装置
2か月前
本田技研工業株式会社
電気化学モジュール
5日前
パナソニックIPマネジメント株式会社
金属回収装置
3か月前
株式会社トクヤマ
電解装置
1か月前
株式会社荏原製作所
リーク検出方法
3か月前
住友金属鉱山株式会社
めっき装置
1か月前
三菱重工業株式会社
電解装置
1か月前
JFEスチール株式会社
電極およびその製造方法
23日前
株式会社シミズ
非シアン真鍮めっき浴およびめっき方法
3か月前
株式会社鈴木商会
亜鉛回収方法および亜鉛回収装置
12日前
株式会社日阪製作所
電解合成装置
1か月前
株式会社クボタ
電解水生成装置
3か月前
株式会社クボタ
電解水生成装置
3か月前
株式会社大阪ソーダ
電解槽および電解槽の製造方法
28日前
株式会社SCREENホールディングス
めっき装置
22日前
株式会社日立製作所
水素製造装置
1か月前
パナソニックIPマネジメント株式会社
空間浄化装置
2か月前
本田技研工業株式会社
電気化学式水素昇圧システム
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ