TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070431
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022180915
出願日
2022-11-11
発明の名称
研削ホイール及び研削ホイールの装着方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
45/00 20060101AFI20240516BHJP(研削;研磨)
要約
【課題】スピンドルへの装着が容易な研削ホイールを提供する。
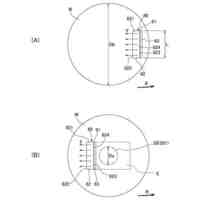
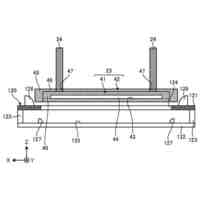
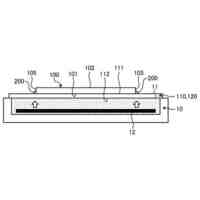
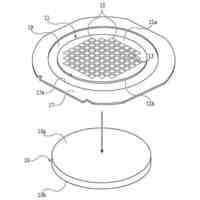
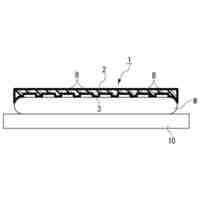
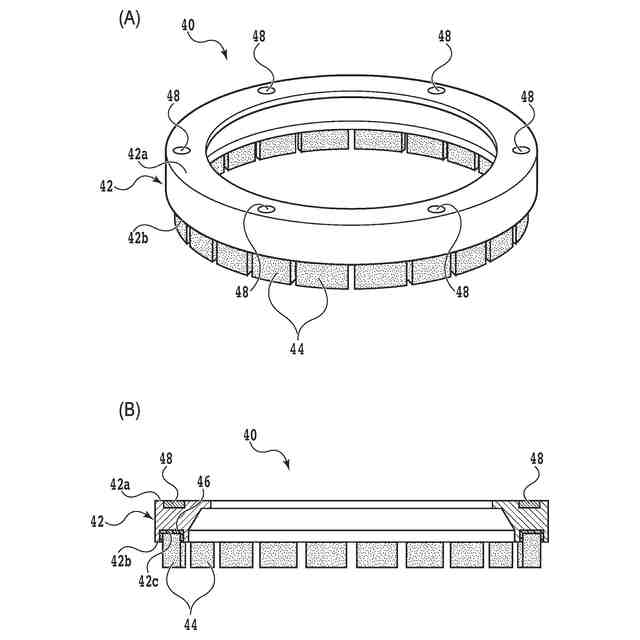
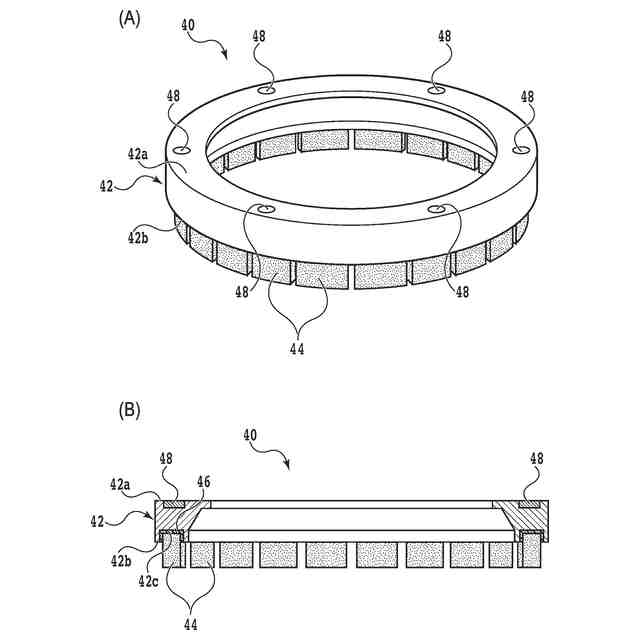
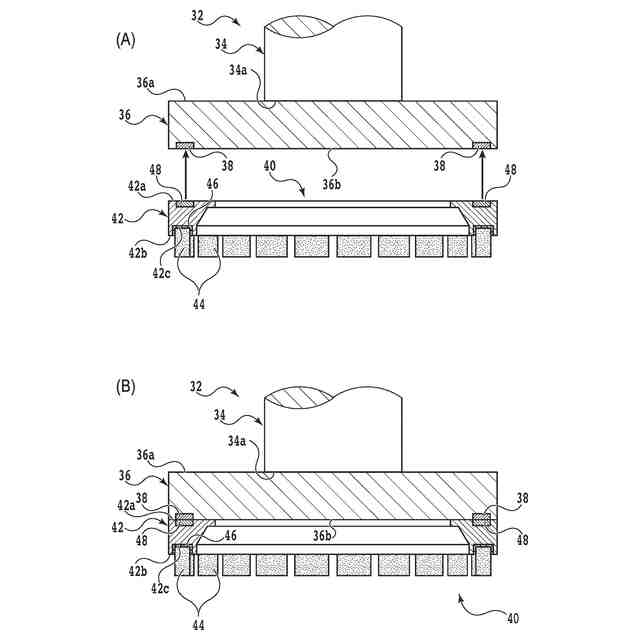
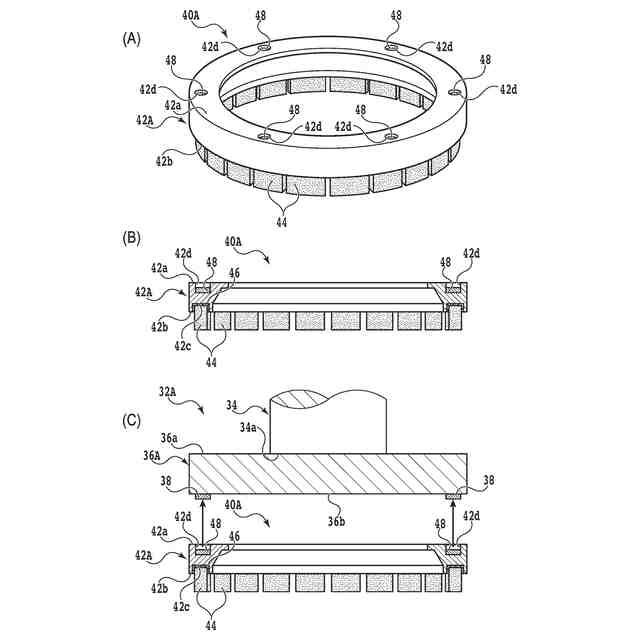
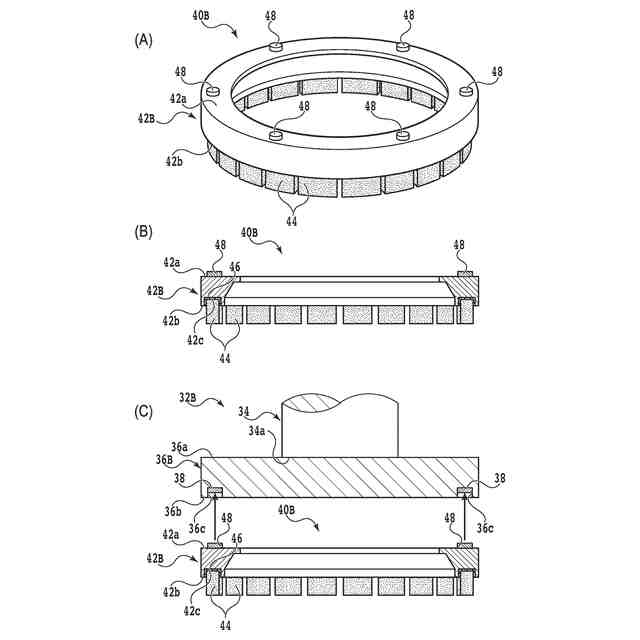
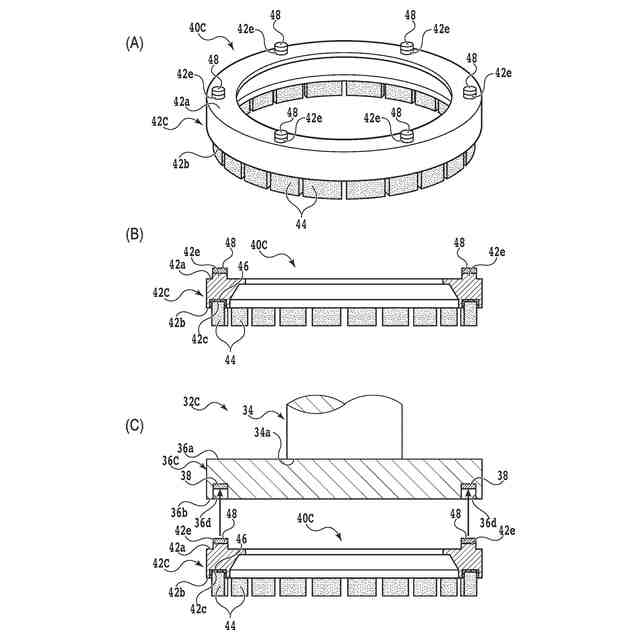
【解決手段】被加工物を研削する研削ホイールであって、第1面及び第2面を含むホイール基台と、ホイール基台の第1面側に設けられた磁石と、ホイール基台の第2面側に設けられた砥石と、を備え、磁石の磁力によってスピンドルの先端部に装着可能である。
【選択図】図3
特許請求の範囲
【請求項1】
被加工物を研削する研削ホイールであって、
第1面及び第2面を含むホイール基台と、
該ホイール基台の該第1面側に設けられた磁石と、
該ホイール基台の該第2面側に設けられた砥石と、を備え、
該磁石の磁力によってスピンドルの先端部に装着可能であることを特徴とする研削ホイール。
続きを表示(約 510 文字)
【請求項2】
該ホイール基台の該第1面側には、該スピンドルの先端部に設けられた凸部が挿入される凹部、又は、該スピンドルの先端部に設けられた凹部に挿入される凸部が設けられていることを特徴とする請求項1に記載の研削ホイール。
【請求項3】
スピンドルの先端部に研削ホイールを装着する研削ホイールの装着方法であって、
第1面及び第2面を含むホイール基台と、該ホイール基台の該第2面側に設けられた砥石と、を備える該研削ホイールを準備する準備ステップと、
該スピンドルの先端部と該ホイール基台の該第1面側との一方又は両方に設けられた磁石の磁力によって、該研削ホイールを該スピンドルの先端部に装着する装着ステップと、を含むことを特徴とする研削ホイールの装着方法。
【請求項4】
該スピンドルの先端部には、凸部又は凹部の一方が設けられ、
該ホイール基台の該第1面側には、凸部又は凹部の他方が設けられ、
該装着ステップでは、該凸部が該凹部に挿入されるように、該研削ホイールを該スピンドルの先端部に装着することを特徴とする請求項3に記載の研削ホイールの装着方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削する研削ホイール、及び、該研削ホイールをスピンドルの先端部に装着する研削ホイールの装着方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
複数のデバイスが形成されたウェーハを分割して個片化することにより、デバイスを備えるデバイスチップが製造される。また、複数のデバイスチップを所定の基板上に実装し、実装されたデバイスチップを樹脂層(モールド樹脂)で被覆して封止することにより、パッケージ基板が形成される。このパッケージ基板を分割して個片化することにより、パッケージ化された複数のデバイスチップを備えるパッケージデバイスが製造される。デバイスチップやパッケージデバイスは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
【0003】
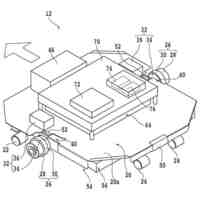
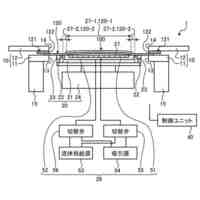
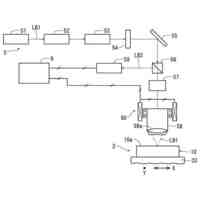
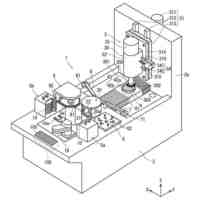
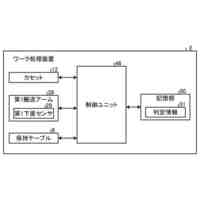
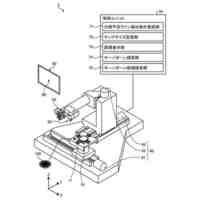
近年では、電子機器の小型化に伴い、デバイスチップやパッケージデバイスの薄型化が求められている。そこで、研削装置を用いて分割前のウェーハやパッケージ基板を研削して薄化する処理が実施されることがある。研削装置は、被加工物を保持するチャックテーブルと、被加工物に研削加工を施す研削ユニットとを備える。研削ユニットにはスピンドルが内蔵されており、スピンドルの先端部に複数の砥石(研削砥石)を含む環状の研削ホイールが装着される。被加工物をチャックテーブルで保持し、チャックテーブル及び研削ホイールを回転させつつ砥石を被加工物に接触させることにより、被加工物が研削、薄化される。
【0004】
研削ホイールの装着は、オペレータの手作業によって行われる。例えば、スピンドルの先端部にはボルトが挿入される挿入孔が設けられており、研削ホイールにはボルトがねじ込まれるねじ穴が設けられている。そして、固定用のボルトを、スピンドルの貫通孔を介して研削ホイールにねじ込むことにより、研削ホイールがスピンドルの先端部に固定される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2007-296601号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のようにボルトを用いて研削ホイールをスピンドルの先端部に装着する場合、オペレータは、スピンドルに設けられた貫通孔と研削ホイールに設けられたねじ穴との位置が一致するように研削ホイールを位置付け、研削ホイールをその位置で保持したまま、ボルトを研削ホイールのねじ穴にねじ込む作業を複数回実施する必要がある。そのため、研削ホイールの装着作業には手間と時間がかかる。特に、研削ホイールの径が大きい場合は、研削ホイールの重量が増すため、研削ホイールの装着に要する労力も増大する。
【0007】
また、研削装置内の狭いスペースで研削ホイールを支えながらボルトを締結する作業は難易度が高く、オペレータが誤ってボルトを研削装置内に落下させてしてしまうことがある。落下したボルトを放置したまま研削装置を稼働させると、ボルトが研削装置に搭載されている移動機構等の構成要素の動作を阻害し、研削装置が故障するおそれがある。そのため、ボルトが落下した際にはボルトを探索して回収する作業が必要となるが、これによって研削ホイールの装着作業が停滞してしまう。
【0008】
本発明は、かかる問題に鑑みてなされたものであり、スピンドルへの装着が容易な研削ホイール、及び、該研削ホイールをスピンドルに装着する研削ホイールの装着方法の提供を目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、被加工物を研削する研削ホイールであって、第1面及び第2面を含むホイール基台と、該ホイール基台の該第1面側に設けられた磁石と、該ホイール基台の該第2面側に設けられた砥石と、を備え、該磁石の磁力によってスピンドルの先端部に装着可能である研削ホイールが提供される。
【0010】
なお、好ましくは、該ホイール基台の該第1面側には、該スピンドルの先端部に設けられた凸部が挿入される凹部、又は、該スピンドルの先端部に設けられた凹部に挿入される凸部が設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
分割装置
4日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
除去方法
11日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
洗浄装置
10日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
樹脂シート
4日前
株式会社ディスコ
搬送用車両
11日前
株式会社ディスコ
搬送システム
11日前
株式会社ディスコ
基板の加工方法
11日前
株式会社ディスコ
エキスパンド方法
4日前
株式会社ディスコ
レーザー加工装置
4日前
株式会社ディスコ
チップの製造方法
10日前
株式会社ディスコ
被加工物の研削方法
7日前
株式会社ディスコ
被加工物の加工方法
12日前
株式会社ディスコ
被加工物の研削方法
4日前
株式会社ディスコ
被加工物の処理方法
12日前
株式会社ディスコ
ウエーハの加工装置
7日前
株式会社ディスコ
ウェーハの研削方法
6日前
株式会社ディスコ
チップ間隔形成方法
4日前
株式会社ディスコ
樹脂部材及び分割装置
6日前
株式会社ディスコ
測定方法及び測定装置
6日前
株式会社ディスコ
拡張方法及び拡張装置
7日前
株式会社ディスコ
テープ貼り機の清掃方法
4日前
株式会社ディスコ
ウェーハの分離検出方法
6日前
株式会社ディスコ
デバイスチップの製造方法
7日前
株式会社ディスコ
搬送アームの高さ検出方法
4日前
株式会社ディスコ
研磨パッドの取り外し方法
4日前
株式会社ディスコ
シート拡張装置、シートの拡張方法
4日前
株式会社ディスコ
加工装置及びキーパターンの登録方法
6日前
株式会社ディスコ
ロールテープ、及び、ロールテープの処理方法
4日前
株式会社ディスコ
保護シート及びこれを用いるウェーハの処理方法
11日前
オークマ株式会社
円筒研削盤
1か月前
株式会社アルテクス
切断装置及び切断方法
25日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ