TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070315
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022180711
出願日
2022-11-11
発明の名称
ガスセンサ及びガスセンサの製造方法
出願人
日本碍子株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
27/409 20060101AFI20240516BHJP(測定;試験)
要約
【課題】内筒と筒状部位とを溶接するときに発生する異物が連結箇所に存在すると、外筒とハウジングとの連結を干渉、接触不良、異物に起因するガス発生、振動による損傷が生じる可能性がある。
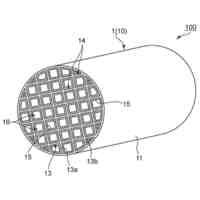
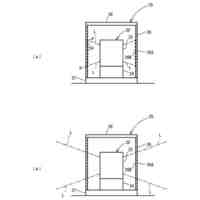
【解決手段】ガスセンサ10及び該ガスセンサ10の製造方法では、ハウジング36の筒状部位44の先端に位置する嵌合部位48が内筒38の先端部58に圧入される。ハウジング36内には、センサ素子12が収容される。内筒38と嵌合部位48とは、外筒40で覆われる。
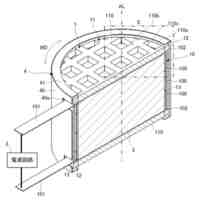
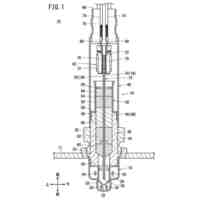
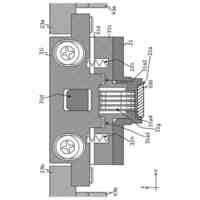
【選択図】図1
特許請求の範囲
【請求項1】
筒状部位を有するハウジングと、
前記筒状部位の先端に位置する嵌合部位が圧入される先端部を有する内筒と、
前記内筒と前記嵌合部位とを覆う外筒と、
前記ハウジング内に収容されたセンサ素子と、
を備える、ガスセンサ。
続きを表示(約 550 文字)
【請求項2】
請求項1記載のガスセンサにおいて、
前記嵌合部位と前記先端部と前記外筒とは、レーザ溶接によって接合されている、ガスセンサ。
【請求項3】
請求項1又は2記載のガスセンサにおいて、
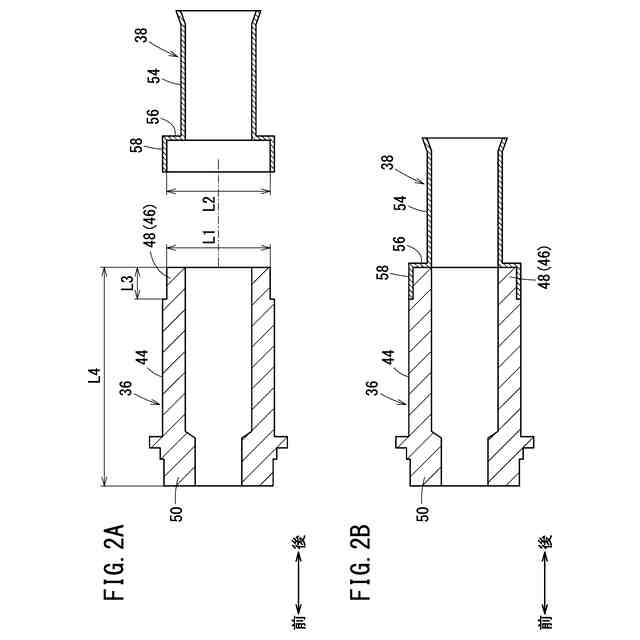
前記先端部に圧入されていない状態における前記嵌合部位の外径をL1、前記嵌合部位が圧入されていない状態における前記先端部の内径をL2としたとき、0.05mm≦(L1-L2)≦0.25mmである、ガスセンサ。
【請求項4】
請求項1又は2記載のガスセンサにおいて、
前記筒状部位の軸線方向における前記嵌合部位の寸法は、前記軸線方向における前記ハウジングの全長の8.0%~20.0%である、ガスセンサ。
【請求項5】
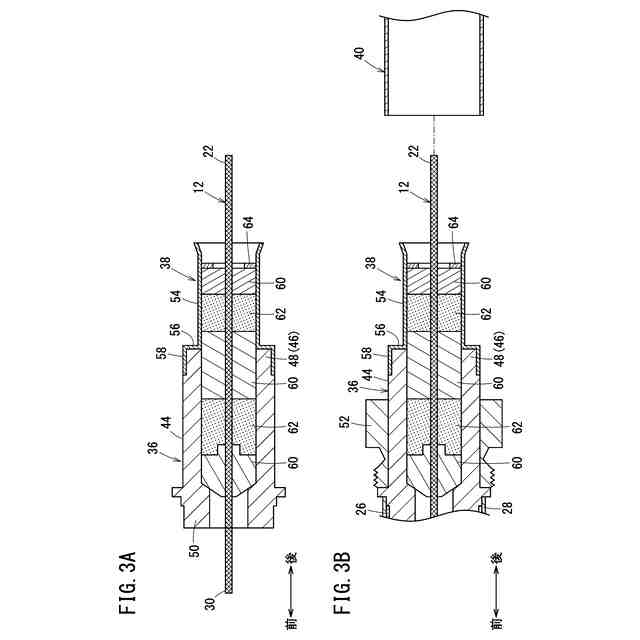
ハウジングの筒状部位の先端に位置する嵌合部位を内筒の先端部に圧入する工程と、
前記ハウジング内にセンサ素子を収容する工程と、
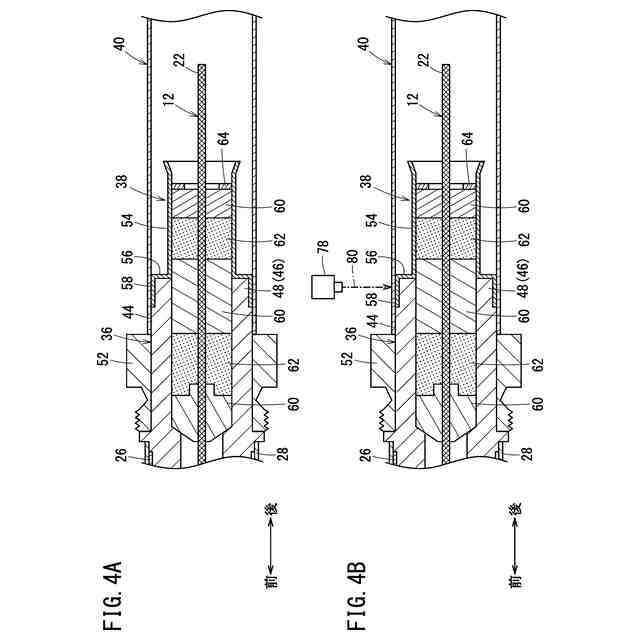
前記内筒と前記嵌合部位とを外筒で覆う工程と、
を有する、ガスセンサの製造方法。
【請求項6】
請求項5記載のガスセンサの製造方法において、
前記嵌合部位と前記先端部と前記外筒とをレーザ溶接によって接合する工程をさらに有する、ガスセンサの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスセンサ及びガスセンサの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、ガスセンサが開示されている。ガスセンサは、ハウジング、内筒、外筒及びセンサ素子を備える。ハウジングは、筒状部位を有する。ハウジングには、センサ素子が収容されている。内筒は、溶接によって、筒状部位に連結される。外筒は、内筒と、内筒及び筒状部位の連結箇所とを覆うように、ハウジングに連結される。
【先行技術文献】
【特許文献】
【0003】
特開2014-209104号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
内筒と筒状部位とを溶接するときに、スパッタ等の異物が発生する可能性がある。このような異物が内筒及び筒状部位の連結箇所に存在すると、外筒とハウジングとの連結を干渉する可能性がある。また、異物が残った状態でガスセンサを製造すると、センサ素子の電極部と、該電極部に接触するコンタクトとの間に異物が付着し、接触不良を起こす可能性がある。さらに、ガスセンサの内部に異物が残った状態でガスセンサが加熱されると、異物に起因するガスがガスセンサの内部に発生する可能性がある。さらにまた、ガスセンサの内部に異物が残った状態でガスセンサに振動が加わると、異物との衝突によって、センサ素子等のガスセンサの構成部品が損傷する可能性がある。
【0005】
本発明は、上述した課題を解決することを目的とする。
【課題を解決するための手段】
【0006】
本発明の態様を以下に例示する。
[項目1]
筒状部位を有するハウジングと、前記筒状部位の先端に位置する嵌合部位が圧入される先端部を有する内筒と、前記内筒と前記嵌合部位とを覆う外筒と、前記ハウジング内に収容されたセンサ素子と、を備える、ガスセンサ。
[項目2]
項目1に記載のガスセンサにおいて、前記嵌合部位と前記先端部と前記外筒とは、レーザ溶接によって接合されている、ガスセンサ。
[項目3]
項目1又は2に記載のガスセンサにおいて、前記先端部に圧入されていない状態における前記嵌合部位の外径をL1、前記嵌合部位が圧入されていない状態における前記先端部の内径をL2としたとき、0.05mm≦(L1-L2)≦0.25mmである、ガスセンサ。
[項目4]
項目1~3のいずれか1項に記載のガスセンサにおいて、前記筒状部位の軸線方向における前記嵌合部位の寸法は、前記軸線方向における前記ハウジングの全長の8.0%~20.0%である、ガスセンサ。
[項目5]
ハウジングの筒状部位の先端に位置する嵌合部位を内筒の先端部に圧入する工程と、前記ハウジング内にセンサ素子を収容する工程と、前記内筒と前記嵌合部位とを外筒で覆う工程と、を有する、ガスセンサの製造方法。
[項目6]
項目5に記載のガスセンサの製造方法において、前記嵌合部位と前記先端部と前記外筒とをレーザ溶接によって接合する工程をさらに有する、ガスセンサの製造方法。
【発明の効果】
【0007】
本発明によれば、圧入によって内筒の先端部とハウジングの筒状部位とを嵌合するので、スパッタ等の異物が発生することを防止することができる。これにより、溶接による接合工数を低減することができると共に、外筒とハウジングとを良好に連結することができる。また、ガスセンサを製造するときに、センサの内部に異物が残ることを抑制することができる。
【図面の簡単な説明】
【0008】
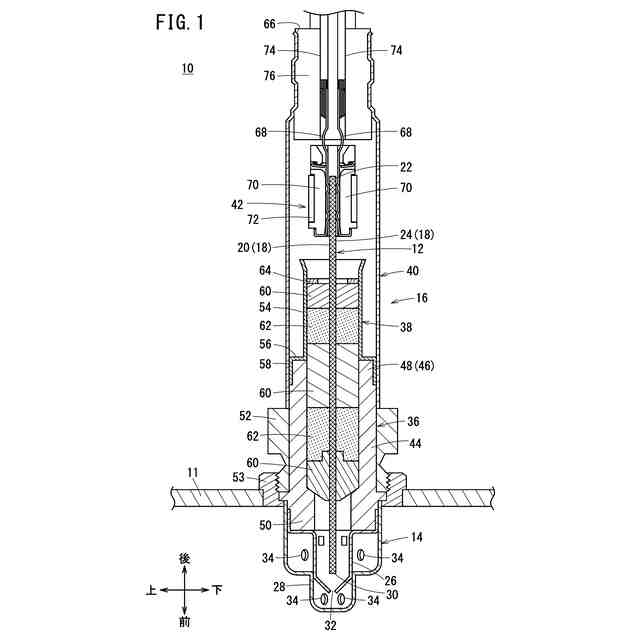
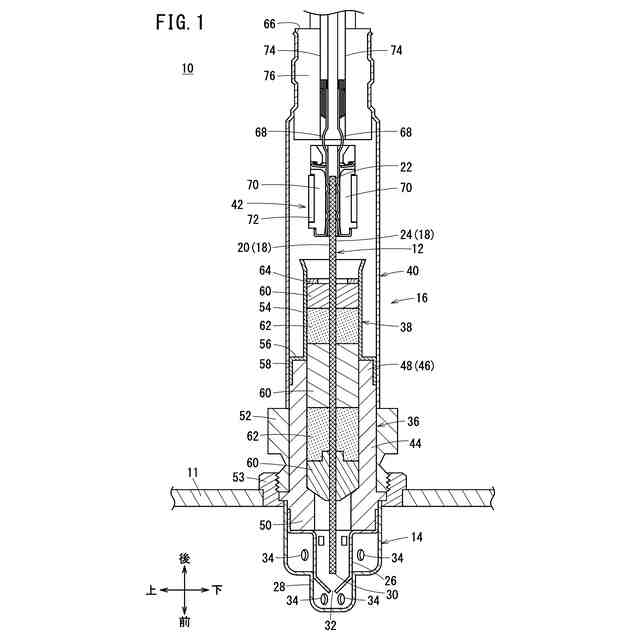
図1は、ガスセンサの断面図である。
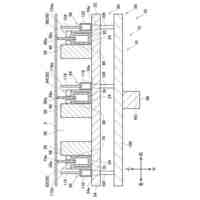
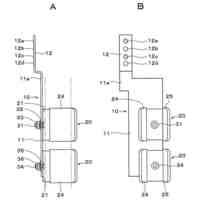
図2A及び図2Bは、ガスセンサの製造方法を示す断面図である。
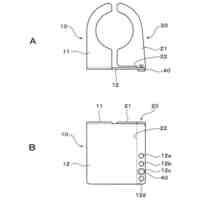
図3A及び図3Bは、ガスセンサの製造方法を示す断面図である。
図4A及び図4Bは、ガスセンサの製造方法を示す断面図である。
【発明を実施するための形態】
【0009】
図1は、本実施形態に係るガスセンサ10の断面図である。ガスセンサ10は、被測定ガス中の所定のガス成分を測定するためのセンサである。ガスセンサ10は、例えば、車両の排気管11等の配管に取り付けられる。車両の動作中、排気管11には、排気ガスが流れる。ガスセンサ10は、被測定ガスである排気ガスに含まれるNOx、O
2
等のガス成分を測定する。ガスセンサ10は、センサ素子12と、保護カバー14と、センサ組立体16とを備える。
【0010】
センサ素子12の形状は、長尺な平板状である。以下の説明では、センサ素子12の長手方向(図1の上下方向)を前後方向とする。また、センサ素子12の厚み方向(図1の左右方向)を上下方向とする。さらに、センサ素子12の幅方向(上下方向及び前後方向に垂直な方向)を左右方向とする。また、以下の説明では、センサ素子12等の前端部を先端部と呼称する場合がある。さらに、センサ素子12等の後端部を基端部と呼称する場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
ガスセンサ
1か月前
日本碍子株式会社
誘導加熱装置
1か月前
日本碍子株式会社
電気加熱式担体
23日前
日本碍子株式会社
ハニカムフィルタ
今日
日本碍子株式会社
ウォーキングビーム炉
9日前
日本碍子株式会社
電気加熱式触媒コンバータ
23日前
日本碍子株式会社
バタフライバルブ及び熱交換器
1か月前
日本碍子株式会社
ガスセンサ及びガスセンサの製造方法
1か月前
日本碍子株式会社
匣鉢、匣鉢セット及び匣鉢の製造方法
1か月前
日本碍子株式会社
ガスセンサ及びガスセンサの制御方法
6日前
日本碍子株式会社
金属含浸セラミックス焼成体の製造方法
6日前
日本碍子株式会社
金属含浸セラミックス焼成体の製造方法
6日前
日本碍子株式会社
ハニカム構造体、誘導加熱装置及びハニカムユニット
1か月前
日本碍子株式会社
焼成用治具、及び金属含浸セラミックス焼成体の製造方法
6日前
日本碍子株式会社
酸性ガス吸着装置の再生方法
21日前
日本碍子株式会社
ガス吸着システムの運転方法
1か月前
日本碍子株式会社
混合ガス分離方法および混合ガス分離装置
1か月前
日本碍子株式会社
液体燃料合成システム及び液体燃料合成方法
1か月前
オンキヨー株式会社
システム
8日前
個人
歩行者音声ガイドシステム
19日前
横河電機株式会社
光学プローブ
8日前
株式会社ヨコオ
検査治具
20日前
太陽誘電株式会社
検出装置
15日前
株式会社豊田自動織機
無人走行体
23日前
昭電工業株式会社
測定装置
21日前
大和製衡株式会社
重量選別機
13日前
キーコム株式会社
試験システム
26日前
キーコム株式会社
試験システム
26日前
トヨタ自動車株式会社
測定治具
23日前
村田機械株式会社
変位検出装置
23日前
株式会社ニシヤマ
物品取付装置
16日前
株式会社ニシヤマ
物品取付装置
16日前
株式会社東芝
センサ
今日
矢崎総業株式会社
センサ
15日前
大同特殊鋼株式会社
形状検出装置
15日前
個人
氷河融雪水流出量の推定方法
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ