TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024071872
公報種別
公開特許公報(A)
公開日
2024-05-27
出願番号
2022182351
出願日
2022-11-15
発明の名称
匣鉢、匣鉢セット及び匣鉢の製造方法
出願人
日本碍子株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
F27D
3/12 20060101AFI20240520BHJP(炉,キルン,窯;レトルト)
要約
【課題】熱処理中に匣鉢を破損し難くする技術を提供する。
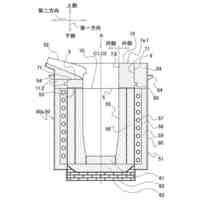
【解決手段】匣鉢は、リチウム正極材の粉体を収容した状態で熱処理炉内に配置されて粉体を熱処理するための匣鉢である。匣鉢は、ニッケル基合金により形成されている。匣鉢を上面視したときに、匣鉢の上端部の大きさは、匣鉢の底部の大きさ以下である。
【選択図】図1
特許請求の範囲
【請求項1】
リチウム正極材の粉体を収容した状態で熱処理炉内に配置されて前記粉体を熱処理するための匣鉢であって、
前記匣鉢は、ニッケル基合金により形成されており、
前記匣鉢を上面視したときに、前記匣鉢の上端部の大きさは、前記匣鉢の底部の大きさ以下である、匣鉢。
続きを表示(約 1,700 文字)
【請求項2】
前記匣鉢を上面視したときに、前記匣鉢の上端部の外周形状は、前記匣鉢の底部の外周形状の内側に位置する、請求項1に記載の匣鉢。
【請求項3】
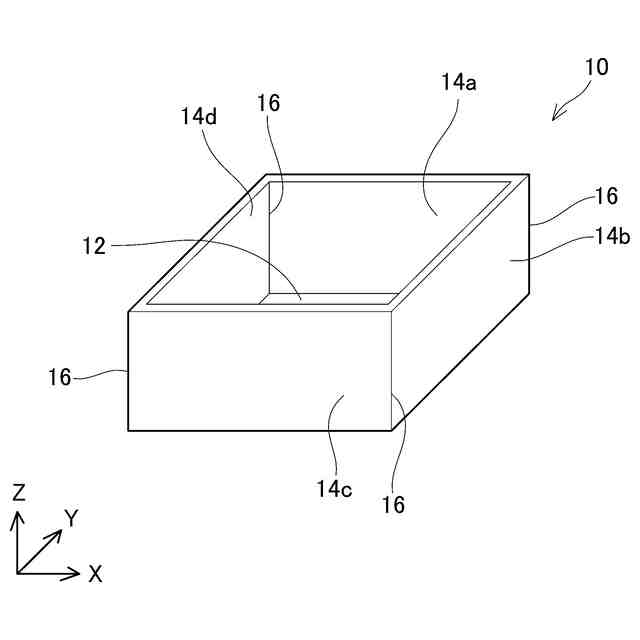
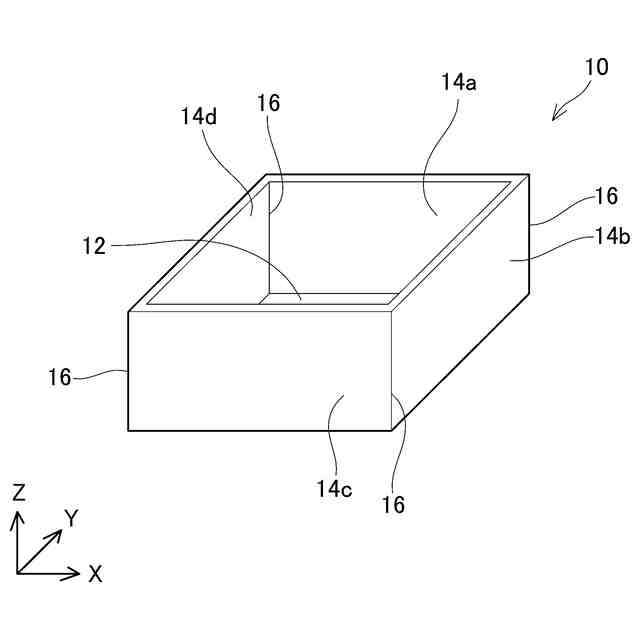
前記匣鉢は、矩形の底面と、前記底面の各辺に接続する4つの側面を備えており、
少なくとも各側面間には、隣接する側面同士を溶接によって接合する接合部が設けられている、請求項1に記載の匣鉢。
【請求項4】
前記ニッケル基合金は、アルミニウムを含有しており、
前記ニッケル基合金のアルミニウムの含有量は、2wt%以上5wt%以下である、請求項1に記載の匣鉢。
【請求項5】
前記匣鉢は、矩形の底面と、前記底面の各辺に接続する4つの側面を備えており、
前記匣鉢は、前記4つの側面のうちの少なくとも2つに設置される第1突起をさらに備えており、
前記第1突起は、前記側面の外表面に設置され、前記側面の上端より突出している、請求項1に記載の匣鉢。
【請求項6】
前記匣鉢は、矩形の底面と、前記底面の各辺に接続する4つの側面を備えており、
前記4つの側面は、第1側面と第2側面とを含み、
前記匣鉢は、前記第1側面に設置される第2突起と、前記第2側面に設置される第3突起と、をさらに備えており、
前記第2突起は、前記第1側面の下端と上端との間の外表面に設置され、
前記第3突起は、前記第2側面の下端と上端との間の外表面に設置され、
前記第3突起の下端は、前記第2突起の上端より高い位置に位置している、請求項1に記載の匣鉢。
【請求項7】
請求項1~6のいずれか一項に記載の匣鉢と、
複数の前記匣鉢を平面上に並べたときに前記複数の匣鉢を連結する連結治具と、を備えており、
前記連結治具は、ニッケル基合金により形成されており、
前記連結治具は、板状の上面と、前記上面の下方に設置される複数の突出部と、を備えており、
前記上面は、平面上に並べられた前記複数の匣鉢の上端に跨って配置可能となっており、
前記複数の突出部のうちの少なくとも1つは、平面上に並べられた前記複数の匣鉢のうちの1の匣鉢の側面の内側に配置されると共に、前記複数の突出部のうちの少なくとも他の1つは、平面上に並べられた前記複数の匣鉢のうちの他の匣鉢の側面の内側に配置される、匣鉢セット。
【請求項8】
矩形の底面と、前記底面の各辺に接続する4つの側面を備え、前記底面と4つの側面で囲まれた空間にリチウム正極材の粉体を収容可能とされる匣鉢であって、
前記空間に収容された前記粉体を熱処理するために熱処理炉内に配置される前記匣鉢の製造方法であって、
ニッケル基合金の平板から前記底面と前記4つの側面とを含む金属片を切断する切断工程と、
前記切断工程で切断された前記金属片を溶接することによって、前記匣鉢の形状に成形する溶接工程と、
を備え、
前記切断工程では、前記匣鉢を上面視したときに、前記匣鉢の上端部の大きさが、前記匣鉢の底部の大きさ以下となるように前記金属片を切断する、匣鉢の製造方法。
【請求項9】
前記切断工程では、前記底面の各辺と各側面との間が接続された展開状態で1つの金属片を切断し、
前記切断工程で切断された前記1つの金属片を、前記底面の各辺と各側面との間で折り曲げる折り曲げ工程をさらに備え、
前記溶接工程では、前記折り曲げ工程で折り曲げられた前記1つの金属片に含まれる各側面間を溶接する、請求項8に記載の匣鉢の製造方法。
【請求項10】
前記切断工程では、前記底面と前記4つの側面とをそれぞれ個別の金属片として切断し、
前記溶接工程では、前記底面の各辺と各側面との間と、各側面間と、をそれぞれ溶接する、請求項8に記載の匣鉢の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、リチウム正極材の粉体を熱処理する際に用いる匣鉢に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
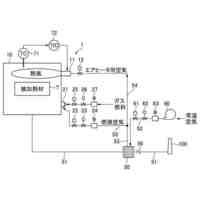
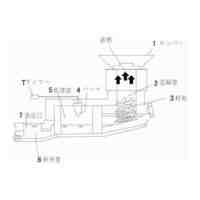
熱処理炉(例えば、ローラハースキルン等)を用いて、リチウム正極材の原料となる粉体を熱処理することがある。リチウム正極材の粉体(以下、単に粉体ともいう)を熱処理炉内で熱処理する際には、粉体を匣鉢に収容し、粉体が収容された匣鉢を熱処理炉内で搬送させる。リチウム正極材の粉体を熱処理するための温度は高温であるため、一般的には、粉体は高い耐熱性を有するセラミックで形成された匣鉢内に収容される。しかしながら、近年では、金属製の匣鉢を用いて粉体を熱処理する技術が開発されている。セラミック製の匣鉢と比較して、金属製の匣鉢は割れ難い。例えば、特許文献1には、ニッケル基合金を用いて匣鉢を製造する技術の一例が開示されている。特許文献1には、高温による耐食性や機械強度に優れたニッケル基合金が開示されており、このニッケル基合金を用いて匣鉢を製造することが開示されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2021/132350号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のニッケル基合金を用いた匣鉢は、鍛造や鋳造等の製法を用いて製造される。鍛造や鋳造等の製法を用いて金属製の匣鉢を製造すると、金型から離型するために、匣鉢を上面視したときに、匣鉢の底面の大きさより匣鉢の上端部の大きさの方が大きくなり易い。匣鉢は、上端部が開放された箱型であるため、上端部の強度は底面の強度より低くなる。一方、匣鉢に収容された粉体を熱処理する際は、複数の匣鉢が搬送方向及び搬送方向に直交する方向に整列した状態で熱処理炉内を搬送される。匣鉢が、熱処理炉内を搬送する間に蛇行すると、隣接する匣鉢に接触することとなる。匣鉢の底面より匣鉢の上端部の方が大きいと、隣接する匣鉢と接触するときに匣鉢の上端部同士が接触し、匣鉢が破損する虞があった。
【0005】
本明細書は、熱処理中に匣鉢を破損し難くする技術を開示する。
【課題を解決するための手段】
【0006】
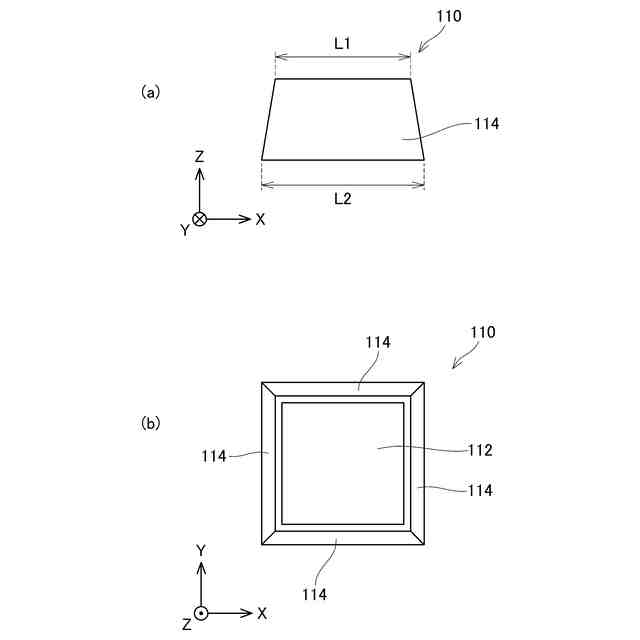
本明細書に開示する技術の第1の態様の匣鉢は、リチウム正極材の粉体を収容した状態で熱処理炉内に配置されて粉体を熱処理するための匣鉢である。匣鉢は、ニッケル基合金により形成されている。匣鉢を上面視したときに、匣鉢の上端部の大きさは、匣鉢の底部の大きさ以下である。
【0007】
上記の匣鉢では、熱処理炉内の搬送中に隣接する匣鉢に接触する場合は、大きさが大きい底部同士が接触し易くなる。匣鉢は箱状であるため、底部は上端部より強度が高い。このため、熱処理中に匣鉢が破損し難くなる。
【0008】
また、本明細書に開示する技術の第1の態様の匣鉢の製造方法は、矩形の底面と、底面の各辺に接続する4つの側面を備え、底面と4つの側面で囲まれた空間にリチウム正極材の粉体を収容可能とされる匣鉢であって、空間に収容された粉体を熱処理するために熱処理炉内に配置される匣鉢の製造方法である。製造方法は、ニッケル基合金の平板から底面と4つの側面とを含む金属片を切断する切断工程と、切断工程で切断された金属片を溶接することによって、匣鉢の形状に成形する溶接工程と、を備える。切断工程では、匣鉢を上面視したときに、匣鉢の上端部の大きさが、匣鉢の底部の大きさ以下となるように金属片を切断する。
【0009】
上記の匣鉢の製造方法では、匣鉢の上端部の大きさが匣鉢の底部の大きさ以下となるように切断された金属片を、溶接によって匣鉢の形状に成形する。これにより、匣鉢の上端部を底面より小さくする。匣鉢の上端部が底面より小さいため、熱処理炉内の搬送中に匣鉢の上端部が隣接する匣鉢に接触し難くなり、匣鉢が破損し難くなる。
【図面の簡単な説明】
【0010】
実施例1、2に係る匣鉢を示す斜視図。
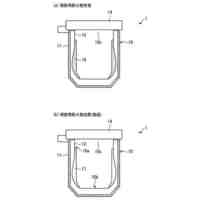
変形例1の匣鉢を示しており、(a)は側面図であり、(b)は上面図である。
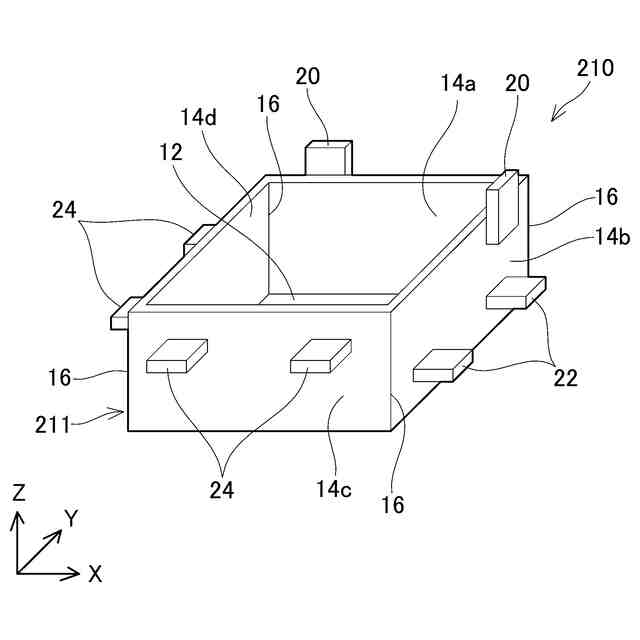
変形例2の匣鉢を示す斜視図。
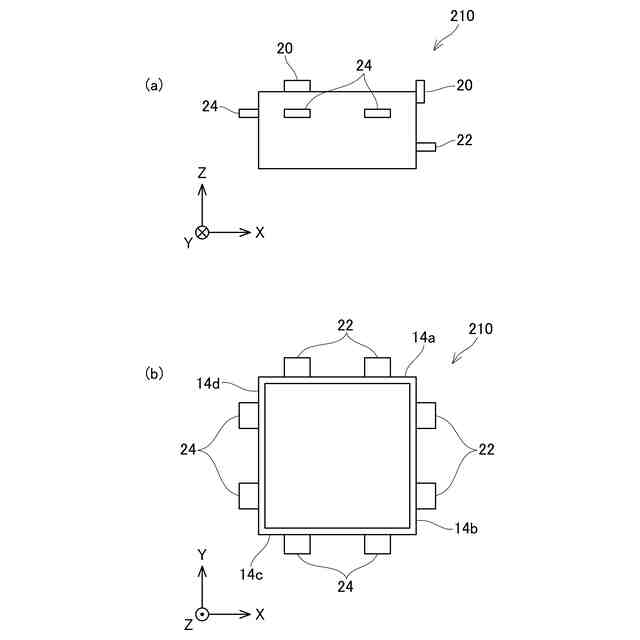
変形例2の匣鉢を示しており、(a)は側面図であり、(b)は上面図である。
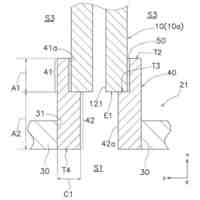
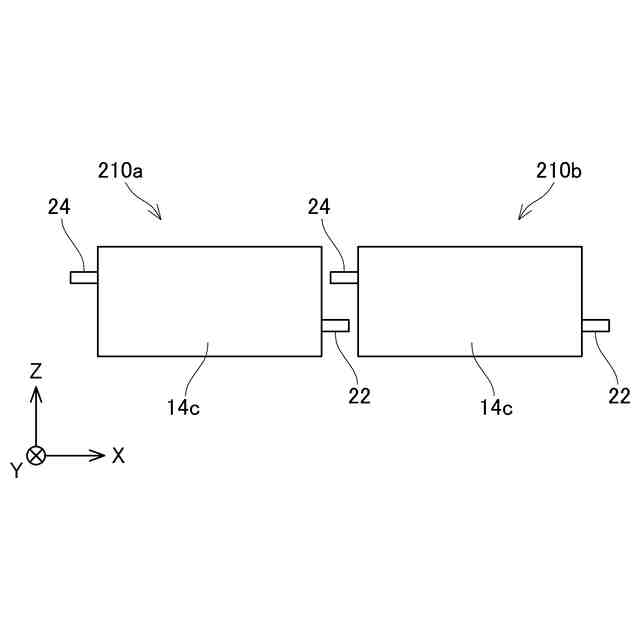
変形例2の匣鉢を搬送面上に並べた状態を示す側面図。
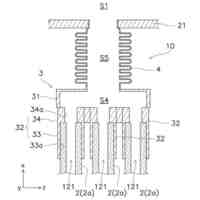
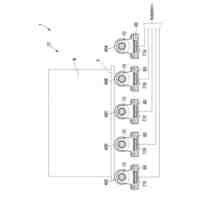
連結治具を示す斜視図。
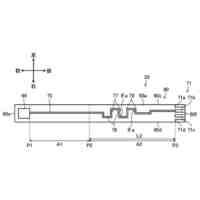
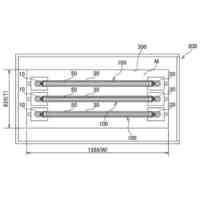
搬送面上に並べた複数の匣鉢と、匣鉢を連結する連結治具を示す上面図。
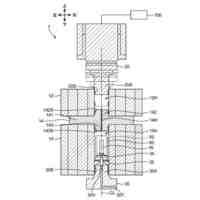
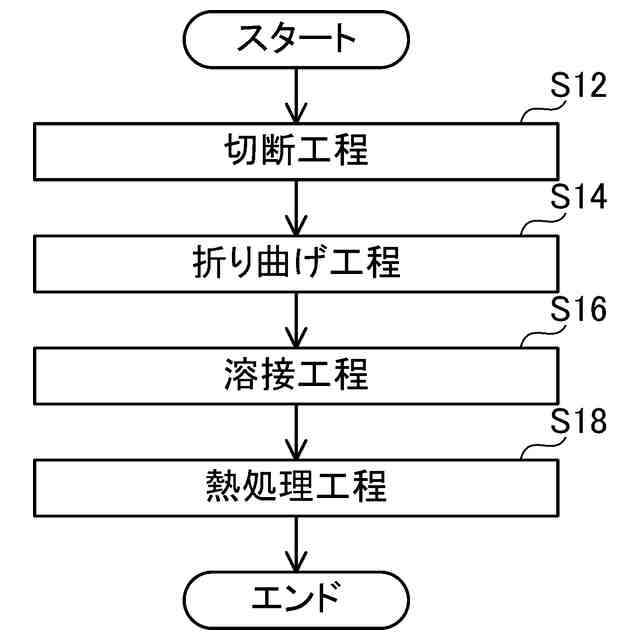
実施例1に係る匣鉢の製造方法の一例を示すフローチャート。
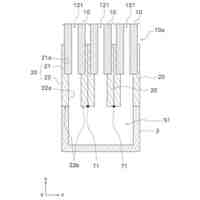
匣鉢を展開した状態の1つの金属片を示す図。
実施例2に係る匣鉢の製造方法の一例を示すフローチャート。
匣鉢の各面(底面と4つの側面)となる5つの金属片を示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
ガスセンサ
今日
日本碍子株式会社
ガスセンサ
24日前
日本碍子株式会社
ガスセンサ
28日前
日本碍子株式会社
電気化学装置
今日
日本碍子株式会社
電気化学装置
今日
日本碍子株式会社
電気化学セル
18日前
日本碍子株式会社
セルスタック装置
今日
日本碍子株式会社
排熱回収制御システム
24日前
日本碍子株式会社
熱回収部材及び熱交換器
7日前
日本碍子株式会社
センサ素子およびガスセンサ
今日
日本碍子株式会社
分離膜複合体の洗浄方法および洗浄装置
15日前
日本碍子株式会社
AlN接合体
15日前
日本碍子株式会社
ガスセンサの制御方法、ガスセンサの制御装置およびセンサモジュール
7日前
キヤノン電子株式会社
焼成炉
7日前
三建産業株式会社
電気炉
8か月前
三建産業株式会社
電気炉
7か月前
三建産業株式会社
電気炉
9か月前
サンファーネス株式会社
熱処理炉
7日前
中外炉工業株式会社
ダスト処理設備
7か月前
中外炉工業株式会社
熱処理炉
7か月前
三建産業株式会社
電気ヒータ
8か月前
三建産業株式会社
電気ヒータ
8か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
日本鋳造株式会社
電気炉の補修方法
6か月前
株式会社Feel
連続炉
10か月前
トヨタ自動車株式会社
ノロ取りシステム
2か月前
クアーズテック株式会社
ローラー
9か月前
大同特殊鋼株式会社
昇降扉の落下防止装置
3か月前
三建産業株式会社
工業炉の加熱構造
6か月前
東京窯業株式会社
炉頂カバー、及び誘導炉
9か月前
三建産業株式会社
工業炉の加熱構造
6か月前
大同特殊鋼株式会社
熱処理炉
1か月前
株式会社サンコー
溶解炉の燃焼方法と装置
8か月前
大同特殊鋼株式会社
坩堝スカムの除去方法
15日前
株式会社神戸製鋼所
等方圧加圧装置
3か月前
ノリタケ株式会社
ロータリーキルン
15日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ