TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024065562
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022174490
出願日
2022-10-31
発明の名称
積層コアの製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/02 20060101AFI20240508BHJP(電力の発電,変換,配電)
要約
【課題】耐蝕性を向上した積層コアの製造方法を提供すること。
【解決手段】積層コアの製造方法は、剪断された剪断端面を含むコアプレートを複数積層した積層体を形成する積層体形成工程と、積層体に対して熱処理を施す熱処理工程と、熱処理を施した積層体のうち少なくとも剪断端面を含む被塗布面に加工油を塗布する加工油塗布工程と、被塗布面を分光法により測定したスペクトル中に炭素に由来するピークが検出された場合に、被塗布面に加工油が付着していると判定する検査工程と、を有する。
【選択図】図2
特許請求の範囲
【請求項1】
剪断された剪断端面を含むコアプレートを複数積層した積層体を形成する積層体形成工程と、
前記積層体に対して熱処理を施す熱処理工程と、
熱処理を施した前記積層体のうち少なくとも前記剪断端面を含む被塗布面に加工油を塗布する加工油塗布工程と、
前記被塗布面を分光法により測定したスペクトル中に炭素に由来するのピークが検出された場合に、被塗布面に加工油が付着していると判定する検査工程と、
を有する積層コアの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は積層コアの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えばモータに用いられるロータやステータのコア(鉄心)は、電磁鋼板等の金属板を打ち抜いて成形されたコアプレートを複数積層し、一体化することで製造する方法が知られている。
【0003】
特許文献1には、母材珪素鋼板を挟み込み、打ち抜き加工で剪断し、母材珪素鋼板から分割された鋼板成形品に生じた残留応力を測定する珪素鋼板の残留応力測定方法において、鋼板成形品の剪断端面部の向きと位置とを揃え、隣り合う鋼板成形品同士を重ね合わせて、所定数を満たす複数の鋼板成形品を積層した珪素鋼板積層体を形成すること、珪素鋼板積層体のうち、複数の剪断端面部が配置された珪素鋼板積層体端部の残留応力測定範囲に、X線応力測定法で必要な計測範囲を設定し、X線応力測定装置により剪断端面部に生じた残留応力を測定する薄板の残留応力測定方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2013-36787号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、打ち抜き等の剪断加工を行う際には、母材となる金属板の表面に予め加工油が塗布される。しかしながら、剪断加工後の成形品であるコアプレートが積層された積層体に対して熱処理を施すと、剪断加工時に塗布された加工油が蒸発する。そのため、積層体のうち加工油が蒸発した部分では、加工油による防錆効果が発揮されず錆びが生じる場合がある。このような錆を抑制するために、熱処理後の積層体に加工油を塗布し、積層体に加工油が付着しているか否かを検査することが望ましい。
【0006】
そこで、画像を利用した手法によって積層体に加工油が付着しているか否かを検査することが考えられる。しかしながら、積層体のうち剪断された端面(剪断端面)を検査対象とする場合、剪断端面が曲面を有しているため、積層体の上下端面のように剪断されていない平坦な面と比べて、画像を利用した手法による検査が困難である。一方、特許文献1に記載の技術によると、剪断端面部に生じた残留応力は測定できるものの、剪断端面に加工油が付着しているか否かを検査することはできない。加工油が付着しているか否かが検査されていないと、加工油により形成される油膜が不足して、積層コアの耐蝕性が不十分になる虞があるという問題があった。
【0007】
本開示は、このような問題を解決するためになされたものであり、耐蝕性を向上した積層コアの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
一実施形態にかかる積層コアの製造方法は、剪断された剪断端面を含むコアプレートを複数積層した積層体を形成する積層体形成工程と、積層体に対して熱処理を施す熱処理工程と、熱処理を施した積層体のうち少なくとも剪断端面を含む被塗布面に加工油を塗布する加工油塗布工程と、被塗布面を分光法により測定したスペクトル中に炭素に由来するピークが検出された場合に、被塗布面に加工油が付着していると判定する検査工程と、を有する。
【発明の効果】
【0009】
本開示により、耐蝕性を向上した積層コアの製造方法を提供することができる。
【図面の簡単な説明】
【0010】
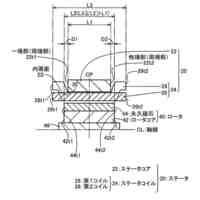
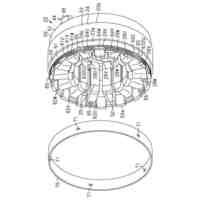
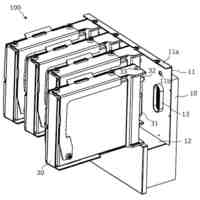
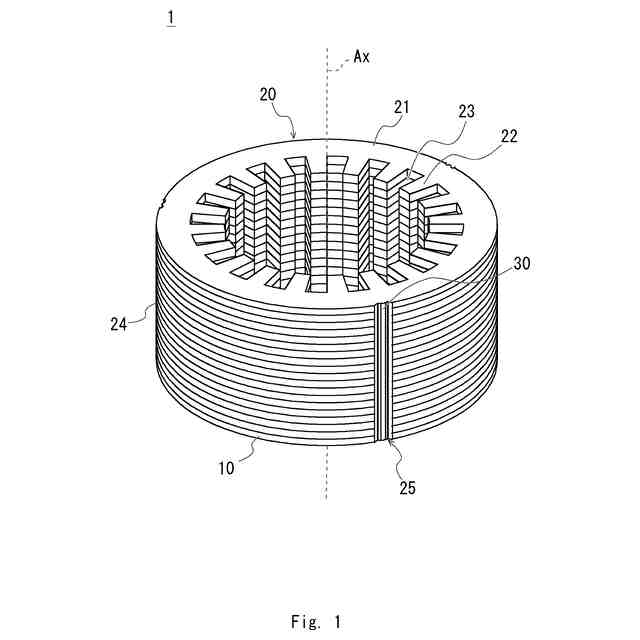
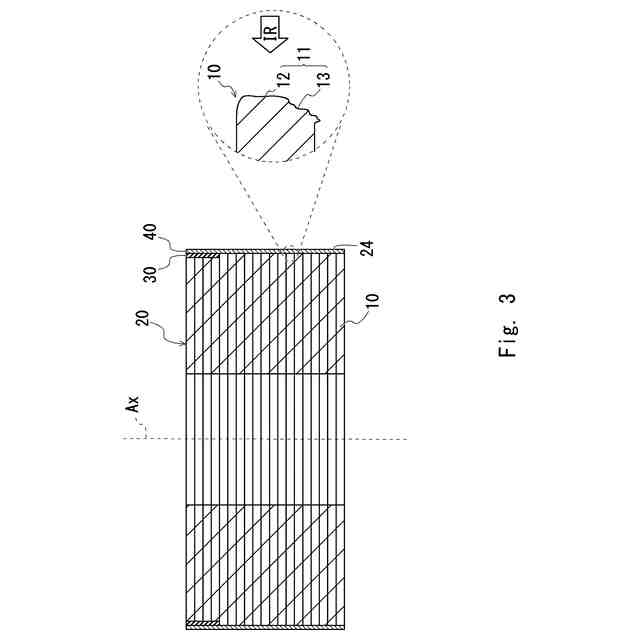
実施の形態1にかかる積層コアの製造方法により製造される積層コアの模式図である。
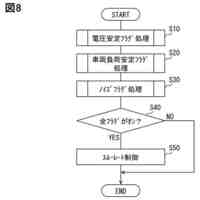
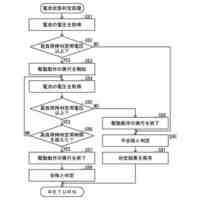
実施の形態1にかかる積層コアの製造方法を示すフローチャートである。
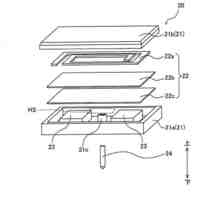
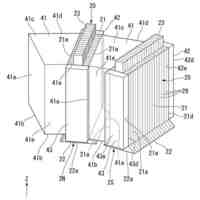
図2に示す積層コアの製造方法を説明するための図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波振動体の支持方法
10日前
株式会社発明屋
太陽光発電装置
8日前
株式会社アイシン
回転電機
23日前
株式会社力電
電力システム
10日前
西芝電機株式会社
回転電機
23日前
株式会社LIMNO
充電装置
8日前
株式会社タツノ
供給ステーション
24日前
個人
スイッチドリラクタンスモータ装置
24日前
株式会社ダイヘン
開閉装置
24日前
豊田合成株式会社
送電装置
24日前
個人
チョッパ型双方向ACDCコンバータ
17日前
トヨタ自動車株式会社
回転電機
17日前
株式会社ダイヘン
電圧調整装置
18日前
ミネベアミツミ株式会社
モータ
23日前
株式会社デンソー
バーニアモータ
24日前
株式会社豊田自動織機
電動圧縮機
18日前
住友重機械工業株式会社
レーザ電源装置
18日前
住友重機械工業株式会社
レーザ電源装置
18日前
株式会社デンソー
制御装置
23日前
矢崎総業株式会社
非接触給電装置
17日前
サンデン株式会社
車載電動コンプレッサ
25日前
株式会社デンソー
半導体装置
3日前
株式会社GSユアサ
電源装置およびその組立方法
17日前
株式会社明電舎
回転機
4日前
トヨタ自動車株式会社
コイル線の製造方法
19日前
ニデック株式会社
モータ
24日前
トヨタ自動車株式会社
回生回路内蔵デバイス
24日前
東洋電機製造株式会社
制御装置
24日前
ダイハツ工業株式会社
車両用制御装置
4日前
マレリ株式会社
車両用電源装置
23日前
株式会社豊田自動織機
モータ制御装置
1日前
学校法人金沢工業大学
高周波整流回路
23日前
東海電子株式会社
電子機器およびプログラム
19日前
株式会社デンソー
電子制御装置
24日前
株式会社デンソー
電力変換装置
18日前
株式会社アイシン
電動アクチュエータ
25日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ