TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023179287
公報種別
公開特許公報(A)
公開日
2023-12-19
出願番号
2022092531
出願日
2022-06-07
発明の名称
研削加工システム
出願人
坂東機工株式会社
代理人
個人
主分類
B24B
41/06 20120101AFI20231212BHJP(研削;研磨)
要約
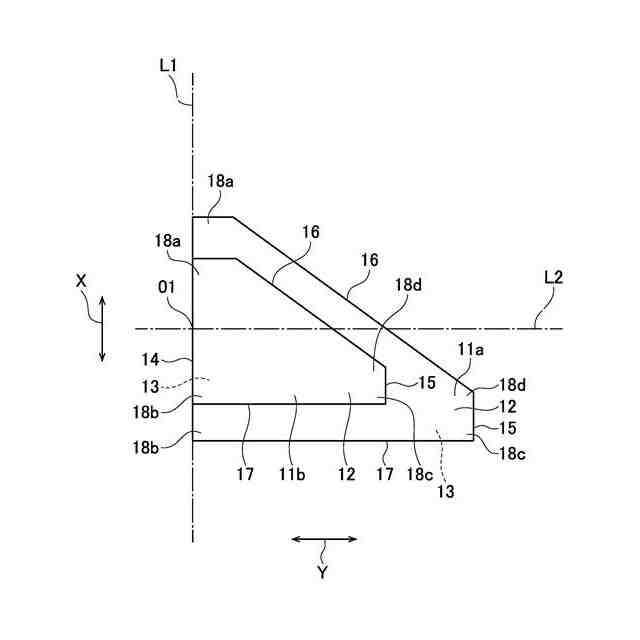
【課題】ガラス板の本体部をしっかりと固定することができ、研削装置の回転する円盤形研削砥石の側面(円筒部)を食い込ませてガラス板の本体部の周縁を研削加工する場合において、ガラス板の本体部の横滑り(横ズレ)を防ぎつつ本体部の周縁を研削加工することができる研削加工システムを提供する。
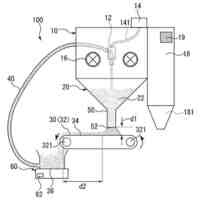
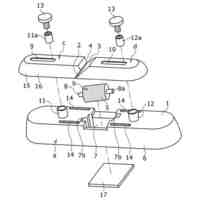
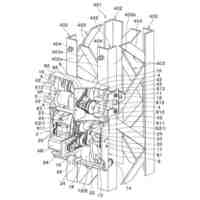
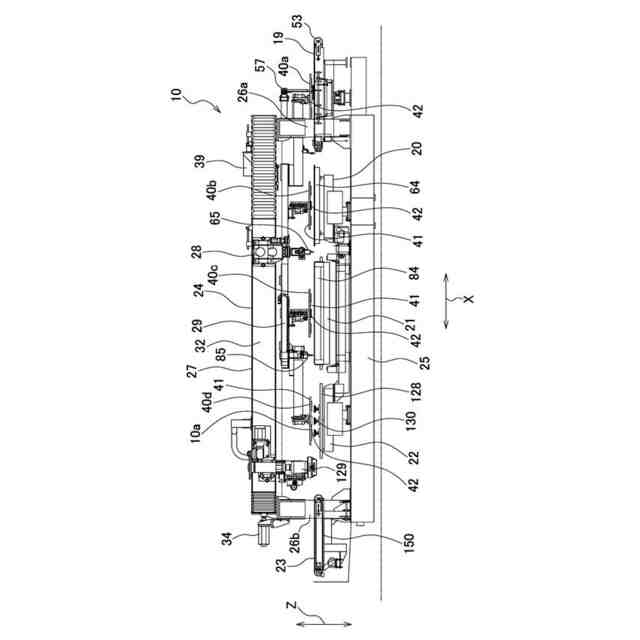
【解決手段】研削加工システム10aは、テーブル吸盤130に設置されて研削加工テーブルに載置されたガラス板の本体部の下面の直下に位置する磁石と、ガラス板の本体部の上面の側に位置して磁石に吸着される磁性錘材とを有し、ガラス板の本体部の周縁に対する研削加工の開始前にテーブル吸盤130がガラス板の本体部の下面に当接して本体部の下面を吸着保持する第1固定手段と、ガラス板の本体部の周縁に対する研削加工の開始前に本体部の下面の直下に位置する磁石と本体部の上面に当接して磁石に吸着した磁性錘材とによって本体部を挟持する第2固定手段とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
所定の折割加工によって縁部が折り割られたガラス板の本体部を載置する研削加工テーブルと、前記研削加工テーブルに設置されて前記ガラス板の本体部の下面を吸着保持する所定面積のテーブル吸盤と、研削機構とを備え、前記テーブル吸盤によって前記研削加工テーブルに載置・固定された前記ガラス板の本体部の周縁を前記研削機構を利用して研削加工する研削加工システムにおいて、
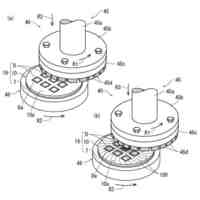
前記研削加工システムが、前記テーブル吸盤に設置されて前記研削加工テーブルに載置された前記ガラス板の本体部の下面の直下に位置する磁石と、前記ガラス板の本体部の上面の側に位置して前記磁石に吸着される所定重量の磁性錘材とを有し、
前記研削加工システムは、前記ガラス板の本体部の周縁に対する前記研削加工の開始前に前記テーブル吸盤が前記ガラス板の本体部の下面に当接して該本体部の下面を吸着保持する第1固定手段と、前記ガラス板の本体部の周縁に対する前記研削加工の開始前に前記本体部の下面の直下に位置する前記磁石と該本体部の上面に当接して該磁石に吸着した前記磁性錘材とによって該本体部を挟持する第2固定手段とを有することを特徴とする研削加工システム。
続きを表示(約 1,700 文字)
【請求項2】
前記研削加工システムが、前記ガラス板の本体部の上面の側に位置する磁性錘材保持機構を含み、前記研削システムは、前記ガラス板の本体部の周縁に対する前記研削加工の開始前に前記磁性錘材保持機構が前記磁性錘材を保持した状態で該磁性錘材を前記本体部の上面に向かって下降させて該本体部を挟むように該磁性錘材を前記磁石の直上に載置する第1下降手段と、前記ガラス板の本体部の周縁に対する前記研削加工の開始前であって前記第1下降手段によって前記磁性錘材を前記磁石の直上に載置した後、前記磁性錘材保持機構が前記磁性錘材の保持を解除して該磁性錘材の上方へ上昇する第1上昇手段とを有する請求項1に記載の研削加工システム。
【請求項3】
前記研削加工システムは、前記磁性錘材保持機構を前後方向へ移動させて該磁性錘材保持機構に保持された前記磁性錘材を前記ガラス板の本体部の上方であって該本体部の中央に位置させる位置決め手段を有し、前記第1下降手段では、前記位置決め手段によって前記磁性錘材を前記本体部の上方であって該本体部の中央に位置させた後、前記磁性錘材を前記本体部の上面に向かって下降させる請求項2に記載の研削加工システム。
【請求項4】
前記研削加工システムは、前記ガラス板の本体部の周縁に対する前記研削加工の終了後に前記磁性錘材保持機構が前記磁性錘材に向かって下降して該磁性錘材を保持する第2下降手段と、前記ガラス板の本体部の周縁に対する前記研削加工の終了後であって前記第2下降手段によって前記磁性錘材保持機構が前記磁性錘材を保持した後、該磁性錘材保持機構が該磁性錘材を保持した状態で前記ガラス板の本体部の上面から上方へ上昇し、前記磁石に対する該磁性錘材の吸着を解除する第2上昇手段とを有する請求項2又は請求項3に記載の研削加工システム。
【請求項5】
前記研削加工システムが、前後方向及び上下方向へ移動可能であって前記研削加工が終了した前記ガラス板の本体部を前記研削加工テーブルから搬出エリアに移動させるガラス板ホルダーと、前記ガラス板ホルダーに設置されて前記ガラス板の本体部の上面に吸着するホルダー吸盤とを含み、前記磁性錘材保持機構が、前記ガラス板ホルダーに設置されている請求項1ないし請求項4いずれかに記載の研削加工システム。
【請求項6】
前記研削加工システムが、前記ガラス板ホルダーに設置されて前記磁性錘材保持機構を個別に上昇又は下降させる昇降機構を含み、前記第2上昇手段では、前記磁性錘材を保持した前記磁性錘材保持機構が前記昇降機構によって上昇することで前記磁石に対する該磁性錘材の吸着を解除し、前記研削加工システムは、前記磁性錘材を保持した前記磁性錘材保持機構が前記昇降機構によって上昇した後、前記ガラス板ホルダーが前後方向へ移動して前記ホルダー吸盤を前記ガラス板の本体部の上方に位置させ、前記ホルダー吸盤を前記本体部の上方に位置させた後、前記ガラス板ホルダーが下降して前記ホルダー吸盤が前記ガラス板の本体部の上面に吸着し、前記ホルダー吸盤が前記本体部の上面に吸着した後、前記ガラス板ホルダーが上昇するとともに前方へ移動して前記ガラス板の本体部を前記搬出エリアに移動させる移動手段を有する請求項5に記載の研削加工システム。
【請求項7】
前記磁石が、前記ガラス板の本体部の下面に対向する所定面積の吸着面を有し、前記吸着面が、前記所定面積のテーブル吸盤の中央に位置している請求項1ないし請求項6いずれかに記載の研削加工システム。
【請求項8】
前記磁石が、永久磁石である請求項1ないし請求項7いずれかに記載の研削加工システム。
【請求項9】
前記永久磁石は、それに鉄製キャップが被せられて磁束を誘導するヨークが形成されている請求項8に記載の研削加工システム。
【請求項10】
前記磁性錘材が、鉄、ニッケル、コバルトのうちのいずれかの金属から作られて所定の重量を備え、前記ガラス板の本体部の上面に対向する所定面積の対向面を有する請求項1ないし請求項9いずれかに記載の研削加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車の窓用ガラス板、液晶用ガラス板等の加工対象のガラス板の本体部の周縁を研削加工する研削加工システムに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
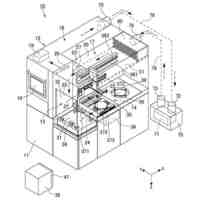
ガラス板を搬入する搬入コンベアと、搬入コンベアの前方に位置する切込加工エリアと、切込加工エリアの前方に位置する折割加工エリアと、折割加工エリアの前方に位置する研削加工エリアと、研削加工エリアの前方に位置する搬出コンベアと、ガラス板を搬入コンベアから各加工エリアに搬送する搬送機構とから形成されたガラス板加工システムが開示されている(特許文献1参照)。
【0003】
このガラス板加工システムの切込加工エリアは、位置決めされたガラス板を載置した状態で幅方向へ移動する第1移動機構を有する切込加工テーブルと、前後方向へ移動可能な切込機構とを有する。切込加工エリアでは、切込機構が切込加工テーブルに載置されたガラス板の縁部の幅方向外方へ向かって前後方向後方へ移動した後、第1移動機構によって切込加工テーブルが切込機構に向かって幅方向へ移動し、切込機構を利用して切込加工テーブルに載置されたガラス板に外形切出線を形成する。折割加工エリアは、切込加工後の位置決めされたガラス板を載置する折割加工テーブルと、前後方向へ移動可能な折割機構とを有する。折割加工エリアでは、折割機構が折割加工テーブルに向かって前後方向後方へ移動した後、折割機構を利用して折割加工テーブルに載置されたガラス板の縁部に端切線(スクライブ)を形成するとともに、外形切出線の外側に延びるガラス板の縁部を折割る。
【0004】
研削加工エリアは、折割加工後の位置決めされたガラス板の本体部を載置した状態で幅方向へ移動する第2移動機構を有する研削加工テーブルと、前後方向へ移動可能な研削機構とを有する。研削加工テーブルには、ガラス板の本体部の下面を吸着保持する所定面積の複数の吸盤(吸着パッド)が設置されている。研削加工エリアでは、ガラス板の本体部が吸盤によって前記研削加工テーブルに載置・固定され、研削機構が研削加工テーブルに載置されたガラス板の本体部の縁の幅方向外方へ向かって前後方向後方へ移動した後、第2移動機構によって研削加工テーブルが研削機構に向かって幅方向へ移動し、研削機構を利用して研削加工テーブルに載置されたガラス板の本体部の周縁を研削する。尚、切込加工と研削加工とは同期して行われる。
【先行技術文献】
【特許文献】
【0005】
特開2020-040877号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
尚、加工対象の形状が異なる各種のガラス板の周縁の研削装置(面取装置)としては、吸盤によって一方の面を吸着保持されたガラス板に対し、回転する円盤形研削砥石の側面(円筒部)を食い込ませることによって加工する方法が広く採用されている。研削加工では、「食い込ませ」により生じる反力で吸盤によって吸着保持された吸盤の吸着面上のガラス板が横滑りしない(ズレない)ことが重要になるが、吸盤による保持方法は減圧された吸盤内部と外圧の差圧がガラス面を保持面に対して垂直に押し付ける力(吸着力)によってガラス面(保持面)に平行な摩擦力を得るものであり、小さなガラスでは吸着保持のための面積自体が小さくなることから、得られる摩擦力も限定されて加工速度を維持できなくなるという問題が起こる(無理に加工するとガラス板がズレ動いて横滑りしてガラス板の位置ずれが起こり、設計どおりに周縁が研削された所定の形状のガラス板に仕上げることができない)。
【0007】
本発明の目的は、ガラス板の本体部をしっかりと固定することができ、研削機構の回転する円盤形研削砥石の側面(円筒部)を食い込ませてガラス板の本体部の周縁を研削加工する場合において、ガラス板の本体部の横滑り(横ズレ)を防ぎつつ本体部の周縁を研削加工することができる研削加工システムを提供することにある。更に、研削加工速度を維持することができ、設計どおりに周縁が研削された所定の形状のガラス板に仕上げることができる研削加工システムを提供することにある。
【課題を解決するための手段】
【0008】
前記課題を解決するための本発明の前提は、所定の折割加工によって縁部が折り割られたガラス板の本体部を載置する研削加工テーブルと、研削加工テーブルに設置されて前記ガラス板の本体部の下面を吸着保持する所定面積のテーブル吸盤と、研削機構とを備え、前記テーブル吸盤によって前記研削加工テーブルに載置・固定された前記ガラス板の本体部の周縁を前記研削機構を利用して研削加工する研削加工システムである。
【0009】
前記前提における本発明の特徴は、研削加工システムが、テーブル吸盤に設置されて研削加工テーブルに載置されたガラス板の本体部の下面の直下に位置する磁石と、ガラス板の本体部の上面の側に位置して磁石に吸着される所定重量の磁性錘材とを有し、研削加工システムは、ガラス板の本体部の周縁に対する研削加工の開始前にテーブル吸盤がガラス板の本体部の下面に当接して本体部の下面を吸着保持する第1固定手段と、ガラス板の本体部の周縁に対する研削加工の開始前に本体部の下面の直下に位置する磁石と本体部の上面に当接して磁石に吸着した磁性錘材とによって本体部を挟持する第2固定手段とを有することにある。
【0010】
本発明の一例としては、研削加工システムが、ガラス板の本体部の上面の側に位置する磁性錘材保持機構を含み、研削システムは、ガラス板の本体部の周縁に対する研削加工の開始前に磁性錘材保持機構が磁性錘材を保持した状態で磁性錘材を本体部の上面に向かって下降させて本体部を挟むように磁性錘材を磁石の直上に載置する第1下降手段と、ガラス板の本体部の周縁に対する研削加工の開始前であって第1下降手段によって磁性錘材を前記磁石の直上に載置した後、磁性錘材保持機構が磁性錘材の保持を解除して磁性錘材の上方へ上昇する第1上昇手段とを有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
坂東機工株式会社
折割装置
2日前
坂東機工株式会社
研削加工システム
9か月前
個人
回転ヤスリ
27日前
株式会社東京精密
研削装置
10日前
株式会社東京精密
研削装置
10日前
UHT株式会社
駆動工具
20日前
個人
カッター
24日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
三菱マテリアル株式会社
バレル研磨用容器
17日前
株式会社カルテックス
ブラスト装置
1か月前
株式会社東京精密
研磨装置の保持面加工方法
2日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
16日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社雄飛
加工装置及び加工方法
9日前
株式会社チップトン
遠心バレル研磨機
26日前
株式会社ディスコ
切削装置
5日前
新東工業株式会社
積層造形品の処理方法
5日前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社ディスコ
加工方法
1か月前
株式会社マキタ
携帯用加工機
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
保持面修正方法
20日前
株式会社ディスコ
研削装置
1か月前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
株式会社ディスコ
チップの加工方法
1か月前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
17日前
株式会社荏原製作所
基板研磨装置および研磨パッド
1か月前
株式会社チップトン
バレル研磨装置
1か月前
株式会社ジェイテクト
研削システム
1か月前
株式会社ディスコ
ウエーハの研削方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ