TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177092
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083614
出願日
2024-05-22
発明の名称
歯車部品及び歯車部品の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C22C
38/00 20060101AFI20251128BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】低サイクル衝撃疲労特性及び耐摩耗性に優れた歯車部品及び歯車部品の製造方法を提供する。
【解決手段】鋼芯部と浸炭層とを含む歯車部品であって、鋼芯部が、所定の化学組成を有し、歯底部表面のC濃度(Crs)が0.50~0.70%、歯底部表面から0.6mm深さの位置でのC濃度(Cr
0.6
)が0.30~0.49%、歯面部表面のC濃度(Cfs)が0.59%以上、歯面部表面から0.6mm深さの位置でのC濃度(Cf
0.6
)が0.37%以上であり、式1~式3を全て満たす、歯車部品。
式1:[Si%]+3.3×[Mn%]+2.4×[Cr%]+[Mo%]≧4.50
式2:1.14≦Cfs/Crs≦3.00
式3:1.18≦Cf
0.6
/Cr
0.6
≦2.00
[Si%]、[Mn%]、[Cr%]、[Mo%]は鋼芯部の各元素の含有量(質量%)である。
【選択図】なし
特許請求の範囲
【請求項1】
鋼芯部と浸炭層とを含む歯車部品であって、
前記鋼芯部が、質量%で、
C:0.10~0.30%、
Si:0.40~2.00%、
Mn:0.30~1.40%、
P:0.030%未満、
S:0.030%未満、
Cr:0.05~0.79%、
Al:0.010~0.100%、
N:0.0010~0.0300%、及び
O:0.0030%以下、
を含み、残部がFe及び不純物である化学組成を有し、
歯底部表面のC濃度が0.50~0.70%であり、
前記歯底部表面から0.6mm深さの位置でのC濃度が0.30~0.49%であり、
歯面部表面のC濃度が0.59%以上であり、
前記歯面部表面から0.6mm深さの位置でのC濃度が0.37%以上であり、
下記式1~下記式3を全て満たす、歯車部品。
式1:[Si%]+3.3×[Mn%]+2.4×[Cr%]+[Mo%]≧4.50
式2:1.14≦Cfs/Crs≦3.00
式3:1.18≦Cf
0.6
/Cr
0.6
≦2.00
上記式中、各記号の意味は以下のとおりである。
[Si%]:鋼芯部のSi含有量(質量%)
[Mn%]:鋼芯部のMn含有量(質量%)
[Cr%]:鋼芯部のCr含有量(質量%)
[Mo%]:鋼芯部のMo含有量(質量%)
Cfs:歯面部表面のC濃度(質量%)
Crs:歯底部表面のC濃度(質量%)
Cf
0.6
:歯面部表面から0.6mm深さの位置でのC濃度(質量%)
Cr
0.6
:歯底部表面から0.6mm深さの位置でのC濃度(質量%)
続きを表示(約 1,500 文字)
【請求項2】
鋼芯部と浸炭層とを含む歯車部品であって、
前記鋼芯部が、質量%で、
C:0.10~0.30%、
Si:0.40~2.00%、
Mn:0.30~1.40%、
P:0.030%未満、
S:0.030%未満、
Cr:0.05~0.79%、
Al:0.010~0.100%、
N:0.0010~0.0300%、及び
O:0.0030%以下、
であり、さらに下記A群~下記C群からなる群から選択される1種又は2種以上を含有し、残部がFe及び不純物である化学組成を有し、
[A群]
Mo:0.80%以下、
Ti:0.100%以下、
Nb:0.100%以下、
V:0.50%以下、及び
B:0.0100%以下からなる群から選択される1種又は2種以上
[B群]
Cu:0.50%以下、
Ni:0.50%以下、及び
Sn:0.015%以下からなる群から選択される1種又は2種以上
[C群]
Ca:0.0100%以下、及び
Mg:0.0100%以下からなる群から選択される1種又は2種
歯底部表面のC濃度が0.50~0.70%であり、
前記歯底部表面から0.6mm深さの位置でのC濃度が0.30~0.49%であり、
歯面部表面のC濃度が0.59%以上であり、
前記歯面部表面から0.6mm深さの位置でのC濃度が0.37%以上であり、
下記式1~下記式3を全て満たす、歯車部品。
式1:[Si%]+3.3×[Mn%]+2.4×[Cr%]+[Mo%]≧4.50
式2:1.14≦Cfs/Crs≦3.00
式3:1.18≦Cf
0.6
/Cr
0.6
≦2.00
上記式中、各記号の意味は以下のとおりである。
[Si%]:鋼芯部のSi含有量(質量%)
[Mn%]:鋼芯部のMn含有量(質量%)
[Cr%]:鋼芯部のCr含有量(質量%)
[Mo%]:鋼芯部のMo含有量(質量%)
Cfs:歯面部表面のC濃度(質量%)
Crs:歯底部表面のC濃度(質量%)
Cf
0.6
:歯面部表面から0.6mm深さの位置でのC濃度(質量%)
Cr
0.6
:歯底部表面から0.6mm深さの位置でのC濃度(質量%)
【請求項3】
前記鋼芯部の化学組成が、前記A群を含有する請求項2に記載の歯車部品。
【請求項4】
前記鋼芯部の化学組成が、前記B群を含有する請求項2に記載の歯車部品。
【請求項5】
前記鋼芯部の化学組成が、前記C群を含有する請求項2に記載の歯車部品。
【請求項6】
減速歯車である請求項1~請求項5のいずれか1項に記載の歯車部品。
【請求項7】
請求項1~請求項6のいずれか1項に記載の歯車部品の製造方法であって、
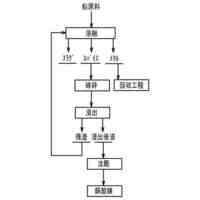
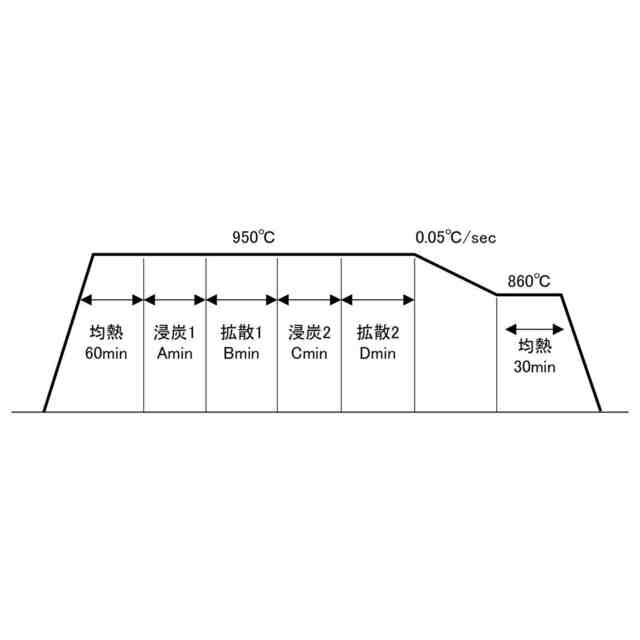
前記化学組成を有する歯車形状の鋼材に対し、浸炭処理と拡散処理とを交互に複数回繰り返す浸炭拡散処理工程を含み、
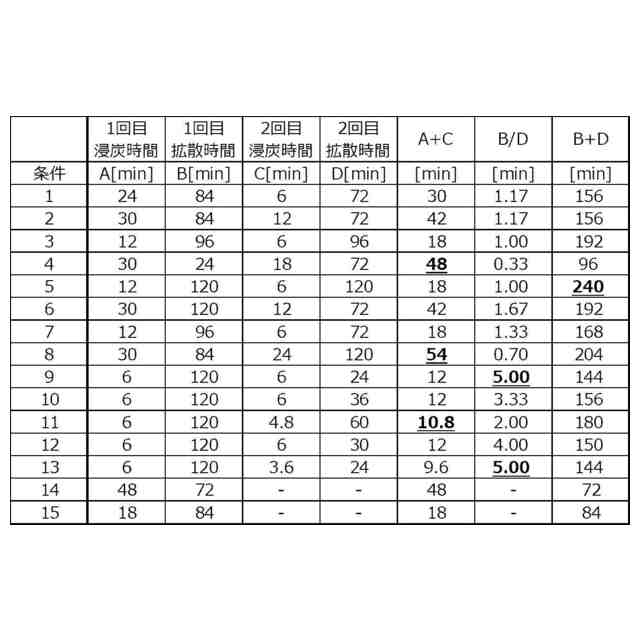
最終段であるn回目の浸炭処理時間と拡散処理時間をそれぞれA、Bとし、n-1回目の浸炭処理時間と拡散処理時間をそれぞれC、Dとした場合に、下記式4~式6を全て満たす、歯車部品の製造方法。
式4:11分≦A+C<48分
式5:0.05≦B/D<5.00
式6:20分≦B+D<240分
発明の詳細な説明
【技術分野】
【0001】
本開示は、歯車部品及び歯車部品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年のトランスミッションやe-Axleの小型化志向に伴い、歯車部品にも小型化が求められており、必要強度は厳しくなってきている。加えて、e-Axleの場合、動力源がモーターであるため、低回転時から高いトルクが出力可能であるため、急発進時に受ける衝撃的な負荷も従来よりも大きくなってきている。
これらの歯車部品は数十~数百回という非常に少ない繰り返し回数の衝撃(低サイクル衝撃疲労)で破壊に至る場合がある。したがって、これらの用途に用いられる部品には、低サイクルでの衝撃的な疲労破壊に対する抵抗(以下、低サイクル衝撃疲労特性)が求められる。一方で、歯車の歯面同士は摺動するため、耐摩耗性が求められる。
【0003】
低サイクル衝撃疲労強度や耐摩耗性が求められる歯車部品には、鋼材に対して表面硬化処理を施して製造される。表面硬化処理の一種として真空浸炭処理がある。真空浸炭処理は浸炭工程と拡散工程とを備え、浸炭工程では、炭化水素ガスである浸炭ガス導入して、浸炭温度に加熱された鋼材の表面の炭素濃度(以下、「表面炭素濃度」、「表面のC濃度」と記す場合がある。)を高める。炭化水素ガスとは、例えば、アセチレンやプロパン等である。拡散工程では、浸炭工程後に浸炭ガスの導入を停止して、鋼材表面の炭素を内部に拡散させる。浸炭工程及び拡散工程の時間等を調整することで、鋼材の炭素濃度分布を制御する。
【0004】
ところで、従来の浸炭部品では一般的に、例えば特許文献1に開示されているとおり、表面のC濃度が0.8%程度に設定される。表面のC濃度が0.8%未満であれば、浸炭部品表層の硬さが低下し、十分な疲労強度が得られないと考えられているためである。このような疲労強度の評価には、10
7
回の高サイクルでの疲労強度試験が利用される。そのため、10~10
4
回の低サイクル衝撃疲労特性については十分な検証ができていない。
【0005】
特許文献2には、質量%で、C:0.1~0.4%、Si:0.02~1.3%、Mn:0.3~1.8%、Al:0.001~0.05%、及び、N:0.003~0.020%を含有し、残部が鉄及び不可避的不純物からなり、下記(1)式で定義される投影芯部硬さHp‐core(Hcore;芯部硬さ、t;有効硬化層深さ、r;破損部位の半径または破損部位の肉厚の半分)がHV390以上である浸炭焼入れ鋼材が開示されている。
Hp‐core=Hcore/(1-t/r) …(1)
これにより、浸炭焼入れ鋼材及び浸炭焼入れ部品において低サイクル衝撃疲労特性を安定して良くすることができる、と特許文献2に記載されている。
【0006】
特許文献3には、浸炭または浸炭窒化処理した歯車であって、歯底部および歯底すみR部の有効硬化層深さが、ピッチ円上である歯面の有効硬化層深さの80%未満の任意の深さにコントロールされている高強度歯車が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開平10-8199号公報
特開2007-332438号公報
特開平2-138554号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、歯車部品は、差動歯車(デフギア)、減速歯車のように内輪差がある時、車であれば曲がっている時は絶えず摺動している。そのため、歯車部品は、繰り返しの摩擦により部品の表面が一部剥離して、ピッチングと呼ばれる破壊に至る場合がある。したがって、これらの歯車部品には、歯底部には上述の低サイクル衝撃疲労特性が、歯面部には耐摩耗性が求められる。
【0009】
特許文献2に開示されている浸炭焼入れ部品は、低サイクル衝撃疲労特性については十分な検証ができていない。さらに、歯車部品として低サイクル衝撃疲労特性及び耐摩耗性の両方を改善する技術についても十分な検証ができていない。そのため、特許文献2に開示されている浸炭焼入れ部品を用いても、浸炭部品の低サイクル衝撃疲労特性及び耐摩耗性が十分に得られない場合がある。
【0010】
特許文献3に開示されている高強度歯車は、部分的に炭素濃度を低下させるため、防炭剤を浸炭処理前に該当部位に塗布することが提案されている。しかしながら、量産時に特定の部位に薬剤を塗りつける工程は非常に手間がかかる上、人間の手に任せざるを得ないため、コストが格段に増加する恐れがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
4か月前
日本製鉄株式会社
鋳片
11日前
宏幸株式会社
金属回収方法
8か月前
個人
高強度せん断補強筋用の鋼材
8か月前
株式会社神戸製鋼所
鋼材
7か月前
JX金属株式会社
鉛の回収方法
2か月前
JX金属株式会社
鉛の回収方法
2か月前
株式会社神戸製鋼所
銅合金
1か月前
三菱マテリアル株式会社
切削工具
2か月前
古河電気工業株式会社
銅線
1か月前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
株式会社クボタ
比重分離装置
8か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
8か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼線
5か月前
住友金属鉱山株式会社
金属の抽出方法
2か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
7か月前
大同特殊鋼株式会社
鋼材及び金型
4か月前
日本製鉄株式会社
ボルト
2か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
日本製鉄株式会社
ボルト
3か月前
大同メタル工業株式会社
摺動材料
4か月前
日本製鉄株式会社
鋼部品
2か月前
日本製鉄株式会社
鋼部品
2か月前
住友金属鉱山株式会社
銅の製造方法
5か月前
大同特殊鋼株式会社
放熱材料
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ