TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154191
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057062
出願日
2024-03-29
発明の名称
研磨パッド及びウェハのノッチ研磨方法
出願人
ノリタケ株式会社
,
株式会社BBS金明
代理人
弁理士法人ぱてな
主分類
B24D
11/00 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】ノッチを有するウェハの無駄を可及的に少なくできるとともに、加工時間が短い一方、ノッチに欠けを生じない研磨パッドと、そのようなウェハのノッチ研磨方法とを提供する。
【解決手段】本発明の研磨パッド1は、研磨面3は、バインダ樹脂を含み、複数の気孔15a、15bが形成された母材13と、母材13内又は気孔15a、15b内に保持された研磨粒子11とを含む研磨体によって構成されている。バインダ樹脂はポリフッ化ビニリデン又は熱可塑性ポリウレタンであり、研磨砥粒11はダイヤモンドであり、密度が0.9~1.2g/cm
3
であり、デュロメータ硬度(D)が26~47であり、圧縮弾性率が1645.1~3241.7MPaである。
【選択図】図14
特許請求の範囲
【請求項1】
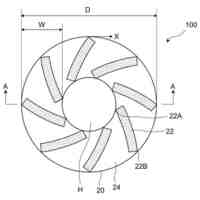
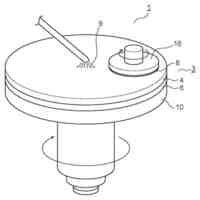
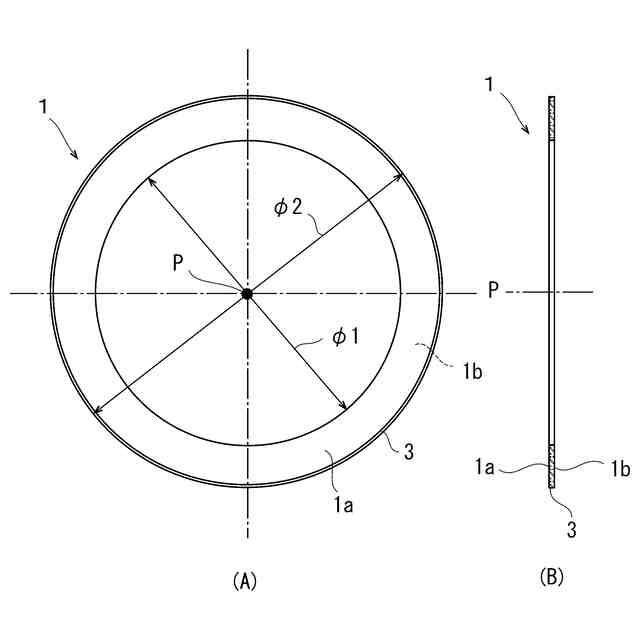
第1回転軸心を中心とする円環状に形成され、
前記第1回転軸心と略直交する方向に延びる円環状の第1面と、前記第1回転軸心と略直交する方向に延び、前記第1面の逆に位置する円環状の第2面と、外周側で前記第1面と前記第2面とを接続する研磨面とを有し、
円盤形状のウェハに形成された結晶軸の方向を示すノッチに対して前記研磨面を押し当てつつ前記第1回転軸心周りで回転されることにより、前記ノッチを研磨する研磨パッドであって、
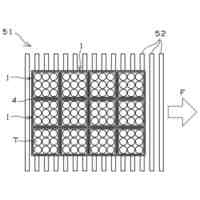
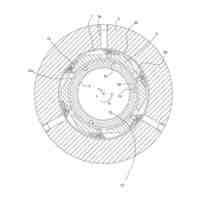
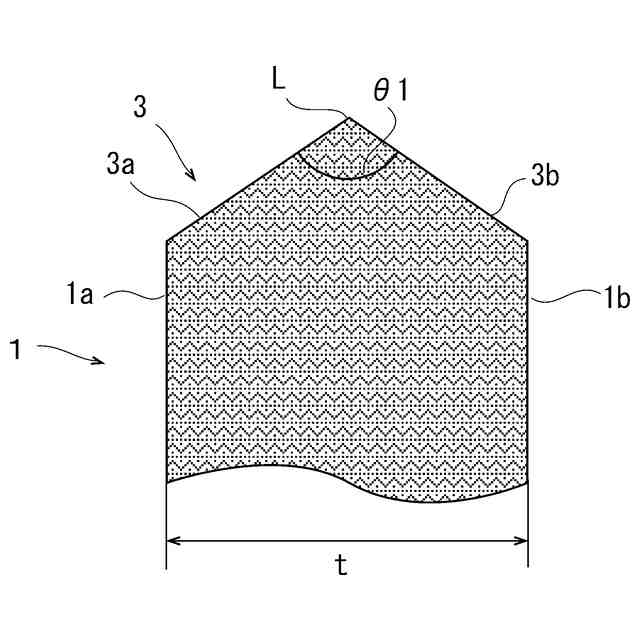
前記研磨面は、バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含む研磨体によって構成され、
前記バインダ樹脂はポリフッ化ビニリデン又は熱可塑性ポリウレタンであり、
前記研磨砥粒はダイヤモンドであり、
密度が0.9~1.2g/cm
3
であり、
デュロメータ硬度(D)が26~47であり、
圧縮弾性率が1645.1~3241.7MPaであることを特徴とする研磨パッド。
続きを表示(約 1,000 文字)
【請求項2】
前記研磨体は、前記母材内又は前記気孔内に保持されたシリカ粒子を含む請求項1記載の研磨パッド。
【請求項3】
前記気孔は、立体網目構造をなす細孔と、前記細孔より容積が大きく、前記研磨面に開口しつつ前記細孔と連通する大気孔とからなる請求項1又は2記載の研磨パッド。
【請求項4】
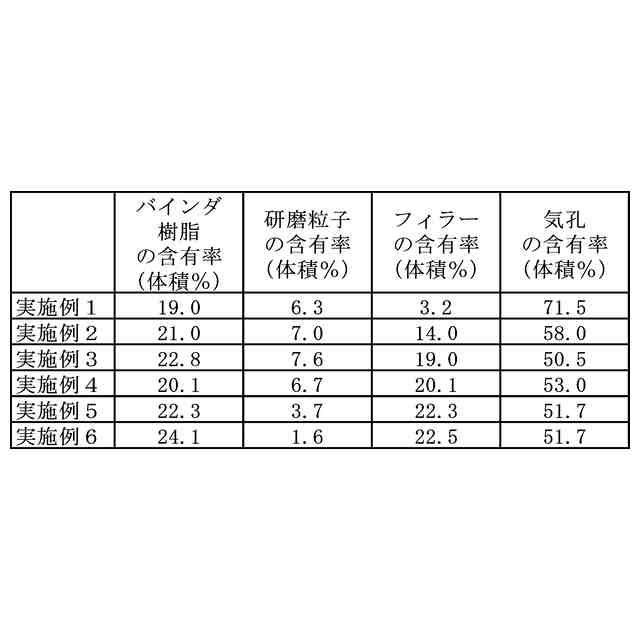
前記細孔は46.8~57.7体積%であり、
前記大気孔は0~13.8体積%である請求項3記載の研磨パッド。
【請求項5】
ウェハと研磨パッドと研磨液とを用意する第1工程と、
前記ウェハと前記研磨パッドとの間に前記研磨液を供給しつつ、前記ウェハを前記研磨パッドにより研磨する第2工程とを備え、
前記ウェハは、中心軸線と、前記中心軸線と略直交する方向に延びる表面と、前記表面と逆に位置し、前記中心軸線と略直交する方向に延びる裏面と、前記表面から前記裏面まで切り欠けられ、結晶軸の方向を示すノッチとを有し、
前記研磨パッドは、第1回転軸心を中心とする円環状に形成され、
前記研磨パッドは、前記第1回転軸心と略直交する方向に延びる円環状の第1面と、前記第1回転軸心と略直交する方向に延び、前記第1面の逆に位置する円環状の第2面と、外周側で前記第1面と前記第2面とを接続する研磨面とを有し、
前記研磨面は、バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含む研磨体によって構成され、
前記バインダ樹脂はポリフッ化ビニリデン又は熱可塑性ポリウレタンであり、
前記研磨砥粒はダイヤモンドであり、
密度が0.9~1.2g/cm
3
であり、
デュロメータ硬度(D)が26~47であり、
圧縮弾性率が1645.1~3241.7MPaであり、
前記第2工程では、前記第1回転軸心を前記中心軸線と直交させ、前記研磨粒子を含まない前記研磨液を用いつつ、前記ノッチに対して前記研磨面を押し当てつつ前記第1回転軸心周りで前記研磨パッドを回転することを特徴とするウェハのノッチ研磨方法。
【請求項6】
前記第2工程では、前記研磨パッドを前記第1回転軸心に沿って移動させる請求項5記載のウェハのノッチ研磨方法。
【請求項7】
前記第2工程では、前記中心軸線が前記第1回転軸心周りで揺動するように前記研磨パッドを揺動させる請求項5又は6記載のウェハのノッチ研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨パッドと、ウェハのノッチ研磨方法とに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1~4に従来の研磨パッドが開示されている。特許文献1~3の研磨パッドは、不織布にペーストを含浸し、ペースト中の溶剤を除去したものである。特許文献1のペーストは、ウレタンと、ジメチルホルムアミド等の溶剤と、SiO
2
等の研磨粒子と、炭酸ナトリウム等のアルカリ微粒子とからなる。特許文献2のペーストは、エーテル系ウレタンと、N,N-ジメチルホルムアミド等の溶剤とからなる。特許文献3のペーストは、ウレタンと、溶剤と、撥水剤とからなる。乾燥等による溶剤の除去により、ウレタンは不織布に結合した状態で固化している。特許文献4の研磨パッドは、バインダ樹脂、研磨粒子及び溶剤を混合したペーストを用いて製造したものである。
【0003】
特許文献1の研磨パッドは、半導体素子を製造するために用いられるシリコン等からなる円盤形状のウェハの外周縁部を研磨するために用いられる。すなわち、回転中心周りに回転可能な回転テーブルにウェハが保持される。この際、ウェハの中心軸線が回転テーブルの回転中心に位置される。一方、研磨パッドの外周端面がウェハの外周縁部と当接するようにスピンドルの上端に研磨パッドを設ける。そして、ウェハの外周縁部と研磨パッドの外周端面との間に研磨液を供給するとともに所定の荷重を付加しつつ、回転テーブル及びスピンドルを回転させる。これにより、ウェハの外周縁部を研磨できる。このため、ウェハの外周縁部による半導体デバイスの欠陥の発生を抑制することが可能となる。
【先行技術文献】
【特許文献】
【0004】
特開2019-46838号公報
特開2019-118981号公報
特開2020-49639号公報
特許第5511266号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ウェハには、円弧の中心をなす中心軸線の他、結晶軸の方向を示すノッチ(Notch)を有している場合がある。結晶軸の方向を示すために用いられる一般的なオリエンテーションフラット(Orientation Flat)では、大口径のウェハから切除する面積が大きくなってしまい、ウェハを無駄にしてしまうからである。
【0006】
このようにノッチを有するウェハでは、ノッチに何らの対策をしないまま表面又は裏面の研磨を行うと、それらの研磨の最中にノッチ近傍で欠けや割れが発生し、ウェハの無駄を生じてしまう。
【0007】
また、量産性を考慮し、加工時間の短縮化が望まれている一方、ノッチに欠け等が生じない要望もある。
【0008】
本発明は、上記従来の実情に鑑みてなされたものであって、ノッチを有するウェハの無駄を可及的に少なくできるとともに、加工時間が短い一方、ノッチに欠けを生じない研磨パッドと、そのようなウェハのノッチ研磨方法とを提供することを解決すべき課題としている。
【課題を解決するための手段】
【0009】
本発明の研磨パッドは、第1回転軸心を中心とする円環状に形成され、
前記第1回転軸心と略直交する方向に延びる円環状の第1面と、前記第1回転軸心と略直交する方向に延び、前記第1面の逆に位置する円環状の第2面と、外周側で前記第1面と前記第2面とを接続する研磨面とを有し、
円盤形状のウェハに形成された結晶軸の方向を示すノッチに対して前記研磨面を押し当てつつ前記第1回転軸心周りで回転されることにより、前記ノッチを研磨する研磨パッドであって、
前記研磨面は、バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含む研磨体によって構成され、
前記バインダ樹脂はポリフッ化ビニリデン又は熱可塑性ポリウレタンであり、
前記研磨砥粒はダイヤモンドであり、
密度が0.9~1.2g/cm
3
であり、
デュロメータ硬度(D)が26~47であり、
圧縮弾性率が1645.1~3241.7MPaであることを特徴とする。
【0010】
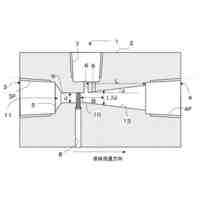
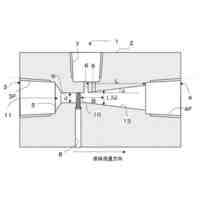
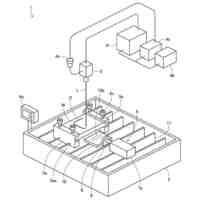
また、本発明のウェハのノッチ研磨方法は、ウェハと研磨パッドと研磨液とを用意する第1工程と、
前記ウェハと前記研磨パッドとの間に前記研磨液を供給しつつ、前記ウェハを前記研磨パッドにより研磨する第2工程とを備え、
前記ウェハは、中心軸線と、前記中心軸線と略直交する方向に延びる表面と、前記表面と逆に位置し、前記中心軸線と略直交する方向に延びる裏面と、前記表面から前記裏面まで切り欠けられ、結晶軸の方向を示すノッチとを有し、
前記研磨パッドは、第1回転軸心を中心とする円環状に形成され、
前記研磨パッドは、前記第1回転軸心と略直交する方向に延びる円環状の第1面と、前記第1回転軸心と略直交する方向に延び、前記第1面の逆に位置する円環状の第2面と、外周側で前記第1面と前記第2面とを接続する研磨面とを有し、
前記研磨面は、バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含む研磨体によって構成され、
前記バインダ樹脂はポリフッ化ビニリデン又は熱可塑性ポリウレタンであり、
前記研磨砥粒はダイヤモンドであり、
密度が0.9~1.2g/cm
3
であり、
デュロメータ硬度(D)が26~47であり、
圧縮弾性率が1645.1~3241.7MPaであり、
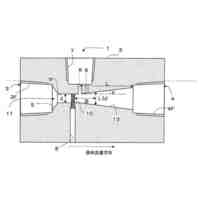
前記第2工程では、前記第1回転軸心を前記中心軸線と直交させ、前記研磨粒子を含まない前記研磨液を用いつつ、前記ノッチに対して前記研磨面を押し当てつつ前記第1回転軸心周りで前記研磨パッドを回転することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
熱処理容器
2か月前
ノリタケ株式会社
焼成冷却システム
1か月前
ノリタケ株式会社
電動式コンクリートカッター
27日前
ノリタケ株式会社
スラリーアイス洗浄装置およびスラリーアイス洗浄方法
2か月前
ノリタケ株式会社
導電性組成物とこれを用いた複合体
1か月前
株式会社アクアフューチャー研究所
ガス溶解装置及びガス溶解方法
1か月前
株式会社アクアフューチャー研究所
オゾン水製造装置及びオゾン水製造方法
1か月前
東日本旅客鉄道株式会社
オゾン含有ミスト製造装置
1か月前
株式会社アクアフューチャー研究所
ガスエジェクションノズル、ガス溶解装置及びガス溶解方法
1か月前
個人
包丁研ぎ器具
4か月前
株式会社松風
研磨用ゴム砥石
2か月前
株式会社SUS
ワーク保持治具
27日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
1か月前
株式会社アイオーテック
外周加工装置
13日前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
加工方法
2か月前
ノリタケ株式会社
超砥粒ホイール
2か月前
株式会社東京精密
加工装置
2か月前
秀和工業株式会社
処理装置および処理方法
2か月前
株式会社荏原製作所
研磨装置
1か月前
ノリタケ株式会社
研磨パッド
2か月前
トヨタ自動車株式会社
回転砥石の製造方法
4か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社スギノマシン
ウォータージェット切断装置
19日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
4か月前
株式会社東京精密
ダイシング装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
切削装置
1か月前
旭化成株式会社
研磨パッド
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ