TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025149982
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024050601
出願日
2024-03-27
発明の名称
加工条件最適化装置、および、加工条件最適化方法
出願人
株式会社日立ハイテク
代理人
ポレール弁理士法人
主分類
G05B
19/4093 20060101AFI20251002BHJP(制御;調整)
要約
【課題】 工具コストと時間コストを合算したトータルコストを抑制可能な切削加工条件を決定する、加工条件最適化装置を提供する。
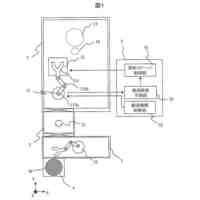
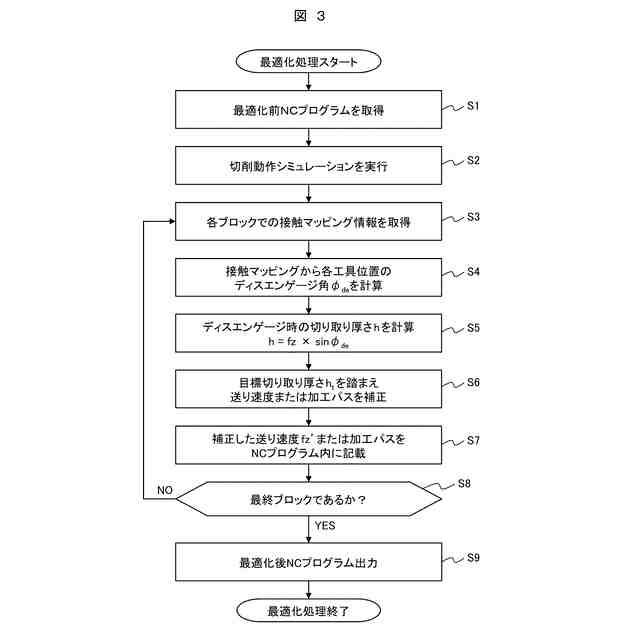
【解決手段】 ワークを切削加工する切削加工機のための加工条件最適化装置であって、前記切削加工機の工具の形状に関する工具情報、前記ワークの形状に関するワーク情報、および、最適化前NCプログラムを記憶したストレージと、最適化後NCプログラムを生成するプロセッサと、を備え、前記プロセッサは、前記最適化前NCプログラムに、前記工具情報と前記ワーク情報を適用することで、切削加工中の工具とワークの幾何学関係をシミュレーションし、前記最適化前NCプログラムの各ブロックにおけるディスエンゲージ時の切り取り厚さを計算し、計算した切り取り厚さに基づいて、前記各ブロックにおける工具の送り速度または加工パスを補正することで、前記最適化後NCプログラムを得る加工条件最適化装置。
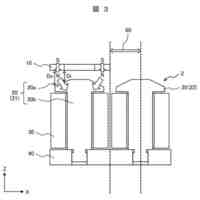
【選択図】 図3
特許請求の範囲
【請求項1】
ワークを切削加工する切削加工機のための加工条件最適化装置であって、
前記切削加工機の工具の形状に関する工具情報、前記ワークの形状に関するワーク情報、および、最適化前NCプログラムを記憶したストレージと、
最適化後NCプログラムを生成するプロセッサと、を備え、
前記プロセッサは、前記最適化前NCプログラムに、前記工具情報と前記ワーク情報を適用することで、切削加工中の工具とワークの幾何学関係をシミュレーションし、
前記最適化前NCプログラムの各ブロックにおけるディスエンゲージ時の切り取り厚さを計算し、
計算した切り取り厚さに基づいて、前記各ブロックにおける工具の送り速度または加工パスを補正することで、前記最適化後NCプログラムを得ることを特徴とする加工条件最適化装置。
続きを表示(約 670 文字)
【請求項2】
請求項1に記載の加工条件最適化装置であって、
予め設定された目標切り取り厚さを目標値として、前記各ブロックにおける工具の送り速度または加工パスを補正することで、最適化後NCプログラムを得ることを特徴とする切削加工工具長寿命化装置。
【請求項3】
請求項2に記載の加工条件最適化装置であって、
前記プロセッサは、前記工具情報内に備えた工具摩耗特性情報を基に、時間コストと工具コストを最小化する目標切り取り厚さを自動的に決定することを特徴とする加工条件最適化装置。
【請求項4】
請求項1に記載の加工条件最適化装置であって、
前記プロセッサは、切り取り厚さを小さくする加工パスを前記最適化後NCプログラムに反映させることを特徴とする加工条件最適化装置。
【請求項5】
ワークを切削加工する切削加工機のための加工条件最適化方法であって、
最適化前NCプログラムに、前記切削加工機の工具の形状に関する工具情報と前記ワークの形状に関するワーク情報を適用することで、切削加工中の工具とワークの幾何学関係をシミュレーション するステップと、
前記最適化前NCプログラムの各ブロックにおけるディスエンゲージ時の切り取り厚さを計算 するステップと、
計算した切り取り厚さに基づいて、前記各ブロックにおける工具の送り速度または加工パスを補正することで、最適化後NCプログラムを得るステップと、
を備える ことを特徴とする加工条件最適化方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を切削する際の加工条件を最適化する、加工条件最適化装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、NC(Numerical Control:数値制御)用のプログラム(以下、NCプログラムと称する)に基づいて被加工物(以下、ワークと称する)を所定の形状に切削加工するマシニングセンタ等のNC切削加工機が普及している。NC切削加工において、製造条件である工具回転数や送り速度は、製品品質と製造LT(Lead Time)を決定づける重要なパラメータとして知られている。そのため、切削加工現場では上記のパラメータを最適化することが求められている。
【0003】
一般的には、工具回転数や送り速度を小さくすると工具寿命は長くなる傾向にあるが、切削効率が低下するため、製造LTも長くなってしまう。一方、工具回転数や送り速度を大きくして製造LTを短縮すると、工具寿命が短くなり、工具交換回数が増える結果、工具コストが増大する。このように、生産効率と工具寿命(すなわち、工具コスト)にはトレードオフの関係があるため、熟練オペレータであっても、最適な加工条件探索には時間と技術を要する。そのため、これらを最適化する技術が必要となる。
【0004】
切削加工条件の自動最適化に関し、例えば、特許文献1の要約書には、「負荷の一定化及び加工時間の短縮を可能とする」ための解決手段として、「工作機械の切削条件を最適化する、工作機械切削条件最適化装置であって、CAM12で設計された切削条件及びツールパスに基づき、予測した切削抵抗がより大きい箇所ほど送り速度の設定値を遅くし、予測した切削抵抗がより小さい箇所ほど送り速度の設定値を速くする変更を行い、変更を行った送り速度の設定値を含む切削条件及びツールパスに基づいて行われる試加工の際の実際のツールパス、送り速度及び負荷の値に基づき、NC制御が加工形状の変化に追従できていないと判断した箇所については、制御周期を細分化した上で、再度変更を行うことで、切削条件を最適化するNCプログラム最適化機能部と、試加工時の実際のツールパス、送り速度及び負荷の値を記憶する記憶部とを備えることで、負荷の一定化及び加工時間の短縮を可能とする。」と記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2015-184687号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の技術を用いることで製造LTの短縮が可能であるが、難削材加工では、工具寿命が極端に短いことが多く、製造LTよりも工具コストの増大が問題視される場合が多い。また、工具長寿命化には回転数低減が有効であることが良く知られているが、1刃あたりの送り速度を一定とする場合、回転数低減により送り速度も小さくなるため、製造LTが増大し、加工時間コストも増大する傾向にある。
【0007】
そこで、本発明は、工具コストと時間コストを合算したトータルコストを抑制可能な切削加工条件を決定する、加工条件最適化装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本願は、上記課題の少なくとも一部を解決する手段を複数含んでいるが、その例を挙げるならば、以下の通りである。
【0009】
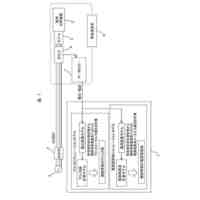
上記課題を解決するため、本発明の一態様に係る加工条件最適化装置は、ワークを切削加工する切削加工機のための装置であって、前記切削加工機の工具の形状に関する工具情報、前記ワークの形状に関するワーク情報、および、最適化前NCプログラムを記憶したストレージと、最適化後NCプログラムを生成するプロセッサと、を備え、前記プロセッサは、前記最適化前NCプログラムに、前記工具情報と前記ワーク情報を適用することで、切削加工中の工具とワークの幾何学関係をシミュレーションし、前記最適化前NCプログラムの各ブロックにおけるディスエンゲージ時の切り取り厚さを計算し、計算した切り取り厚さに基づいて、前記各ブロックにおける工具の送り速度または加工パスを補正することで、前記最適化後NCプログラムを得ることを特徴とする。
【発明の効果】
【0010】
本発明の加工条件最適化装置によれば、工具コストと時間コストを合算したトータルコストを抑制可能な切削加工条件を決定することが可能となる。上記した以外の課題、構成、効果は、以下の実施例の説明により明らかにされる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日立ハイテク
真空処理装置
12日前
株式会社日立ハイテク
半導体処理装置
12日前
株式会社日立ハイテク
検体処理システム
12日前
株式会社日立ハイテク
診断装置および診断方法
6日前
株式会社日立ハイテク
監視装置、情報処理装置が実行する監視方法
15日前
株式会社日立ハイテク
画像処理装置、画像処理システムおよび方法
26日前
株式会社日立ハイテク
検体搬送装置、検体分析システム、及び検体前処理装置
12日前
株式会社日立ハイテク
ワークフロー管理装置、放射線治療装置及びワークフロー管理方法
15日前
株式会社日立ハイテク
半導体パターン評価方法、半導体製造プロセス管理システム、半導体パターン評価システム
21日前
株式会社日立ハイテク
フリッカ値算出及び電源高調波解析装置、分析装置、フリッカ値算出及び電源高調波解析方法
1日前
株式会社日立ハイテク
T細胞受容体(TCR)またはB細胞受容体(BCR)レパトアおよび遺伝子発現の同時解析を可能にするNGSライブラリ調製方法
12日前
個人
生産早送り装置
2か月前
株式会社豊田自動織機
産業車両
2か月前
株式会社カネカ
製造システム
2か月前
オムロン株式会社
スレーブ装置
1か月前
株式会社FUJI
加工機械ライン
3か月前
株式会社熊谷組
障害物の検出方法
28日前
ローム株式会社
基準電圧源
1か月前
愛知製鋼株式会社
車両用システム
2か月前
新電元工業株式会社
作業用ロボット
26日前
株式会社クボタ
作業車
6日前
個人
作業車両自動化システム
3か月前
豊田合成株式会社
機器制御装置
1か月前
愛知製鋼株式会社
目標軌跡の設定方法
3か月前
トヨタ自動車株式会社
生産管理システム
3か月前
株式会社ダイフク
搬送設備
2か月前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
移動制御システム
2か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
減圧弁
3か月前
トヨタ自動車株式会社
クラッチペダル
2か月前
マーク ヘイリー
消防ロボット
3か月前
カヤバ株式会社
減圧弁
1か月前
株式会社ダイフク
物品搬送設備
7日前
キヤノン株式会社
配送システム
2か月前
株式会社ダイフク
物品搬送設備
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ