TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025137421
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2025016384
出願日
2025-02-03
発明の名称
溶接用ワイヤ、溶接方法及び溶接金属の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
35/30 20060101AFI20250911BHJP(工作機械;他に分類されない金属加工)
要約
【課題】電着塗装性を向上させることができるとともに、電着塗装後の耐電着塗装部欠落性と耐気孔欠陥性との両立を実現することができる溶接用ワイヤを提供する。
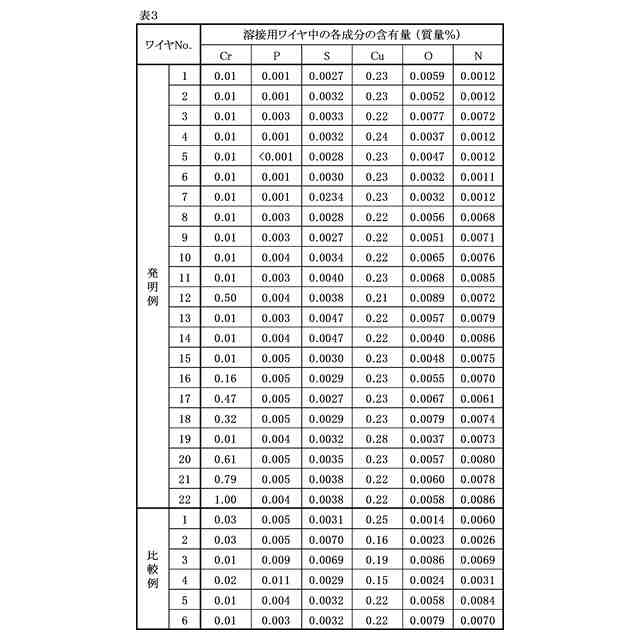
【解決手段】溶接用ワイヤは、溶接用ワイヤ全質量に対して、C:0.010質量%以上0.100質量%以下、Si:0.15質量%以上0.50質量%以下、Mn:1.70質量%以上3.00質量%以下、Ti:0.01質量%以上0.17質量%以下、を含有し、Al:0.10質量%以下(0質量%を含む)、Cr:1.00質量%以下(0質量%を含む)、Mo:0.50質量%以下(0質量%を含む)、P:0.030質量%以下(0質量%を含む)、S:0.0300質量%以下(0質量%を含む)、Cu:0.50質量%以下(0質量%を含む)、O:0.0100質量%以下(0質量%を含む)、N:0.0100質量%以下(0質量%を含む)、であり、残部がFe及び不可避的不純物である。
【選択図】なし
特許請求の範囲
【請求項1】
溶接用ワイヤ全質量に対して、
C:0.010質量%以上0.100質量%以下、
Si:0.15質量%以上0.50質量%以下、
Mn:1.70質量%以上3.00質量%以下、
Ti:0.01質量%以上0.17質量%以下、を含有し、
Al:0.10質量%以下(0質量%を含む)、
Cr:1.00質量%以下(0質量%を含む)、
Mo:0.50質量%以下(0質量%を含む)、
P:0.030質量%以下(0質量%を含む)、
S:0.0300質量%以下(0質量%を含む)、
Cu:0.50質量%以下(0質量%を含む)、
O:0.0100質量%以下(0質量%を含む)、
N:0.0100質量%以下(0質量%を含む)、であり、
残部がFe及び不可避的不純物であることを特徴とする、溶接用ワイヤ。
続きを表示(約 1,300 文字)
【請求項2】
ワイヤ中のSi含有量をワイヤ全質量に対する質量%で[Si]、
ワイヤ中のTi含有量をワイヤ全質量に対する質量%で[Ti]、
ワイヤ中のCr含有量をワイヤ全質量に対する質量%で[Cr]、
ワイヤ中のMn含有量をワイヤ全質量に対する質量%で[Mn]、
ワイヤ中のMo含有量をワイヤ全質量に対する質量%で[Mo]と表す場合に、
下記式(1)により算出される値F1が、55以上であることを特徴とする、請求項1に記載の溶接用ワイヤ。
式(1):F1=200×(3.0×[Si]+0.3×[Ti]+5.0×[Cr])/(1.2×[Mn]+1.8×[Mo])
【請求項3】
ワイヤ中のO含有量をワイヤ全質量に対する質量%で[O]、
ワイヤ中のSi含有量をワイヤ全質量に対する質量%で[Si]、
ワイヤ中のTi含有量をワイヤ全質量に対する質量%で[Ti]、
ワイヤ中のCr含有量をワイヤ全質量に対する質量%で[Cr]、
ワイヤ中のMn含有量をワイヤ全質量に対する質量%で[Mn]、
ワイヤ中のMo含有量をワイヤ全質量に対する質量%で[Mo]、
ワイヤ中のAl含有量をワイヤ全質量に対する質量%で[Al]、
ワイヤ中のC含有量をワイヤ全質量に対する質量%で[C]、
と表す場合に、
下記式(2)により算出される値F2が、40.00以下であるとともに、下記式(3)により算出される値F3が、8.50以下であることを特徴とする、請求項1に記載の溶接用ワイヤ。
式(2):F2=5×[C]/([Cr]+5×[Mo])
式(3):F3=10000×[O]/(15×[Si]+3×[Mn]+12×[Ti]+20×[Al]+15×[Cr]+2×[Mo])
【請求項4】
ワイヤ中のS含有量をワイヤ全質量に対する質量%で[S]、
ワイヤ中のSi含有量をワイヤ全質量に対する質量%で[Si]、
ワイヤ中のMn含有量をワイヤ全質量に対する質量%で[Mn]、
ワイヤ中のTi含有量をワイヤ全質量に対する質量%で[Ti]、
ワイヤ中のAl含有量をワイヤ全質量に対する質量%で[Al]と表す場合に、
下記式(4)により算出される値F4が、0.25以上6.0以下であることを特徴とする、請求項1に記載の溶接用ワイヤ。
式(4):F4=500×[S]/(5×[Si]+[Mn]/10+[Ti]+[Al])
【請求項5】
請求項1~4のいずれか1項に記載の溶接用ワイヤを使用して、ガスシールドアーク溶接することを特徴とする、溶接方法。
【請求項6】
前記溶接用ワイヤの送給を、正送給期間と逆送給期間とを交互に切り替えながら鋼板をガスシールドアーク溶接することを特徴とする、請求項5に記載の溶接方法。
【請求項7】
請求項1~4のいずれか1項に記載の溶接用ワイヤを使用して、ガスシールドアーク溶接により溶接金属を製造することを特徴とする、溶接金属の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接に使用される溶接用ワイヤ、該溶接用ワイヤを使用した溶接方法、及び該溶接用ワイヤを使用して製造する溶接金属の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動車の足回り部品は、路面からの水分に晒されるため、足回り部品の防錆に対する技術が必要とされている。一般的に、部品の製造の際には、アーク溶接後にその部品に対して電着塗装を行い、防錆用塗装被膜を表面に形成することで、足回り部品の錆を防止している。しかし、溶接後には、ビード表面に導電性が低い溶接スラグ(以下、単に『スラグ』ともいう。)が生成されるため、スラグの状態によっては防錆用塗装被膜(以下、単に『塗装被膜』又は『電着塗装被膜』ともいう。)の形成を阻害することがある。
【0003】
一般的には、溶接後にビード表面に残存するスラグを機械的手法で除去した後に、電着塗装を行う方法や、スラグをビードの表面上に残存させたまま電着塗装を行う方法が採用されている。ビード表面上にスラグを残存させたまま電着塗装を実施した場合は、塗装被膜を十分に形成することが困難となり、完成部品の防錆性に関する品質にばらつきが発生する。また、機械的手法でスラグを除去する場合には、作業者の負担が増加する。このため、品質及び作業負荷の観点から、アーク溶接時に生成されるスラグ量は少ない方がよい。
【0004】
上述のとおり、電着塗装性は、自動車部品の溶接において品質及び作業負荷に影響を及ぼす、極めて重要な性能である。そこで、電着塗装性を向上させることができるアーク溶接方法として、スラグの発生量が極めて少ない等の理由から、80%Ar-20%CO
2
混合ガスを使用した溶接方法が主に使用されている。
【0005】
また、ワイヤ中の特定成分の組成を調整することにより、電着塗装性を改良した様々なワイヤも開発されている。例えば、特許文献1には、ワイヤ中のC、Si、Mn、Ti、Al、Sn、P、S、B、Cr、Ni、Mo、Nb、V、Cu等の含有量を制御するとともに、特定の元素の含有量を用いた式により得られる値を制御したソリッドワイヤが開示されている。また、特許文献2には、ワイヤ中のC、Si、Mn、P、Sの含有量を制御した極低シリコン溶接用ワイヤが開示されている。ここで、極低シリコン溶接用ワイヤとは、Si含有量が0.1質量%以下のワイヤを表す。
【先行技術文献】
【特許文献】
【0006】
特開2021-3717号公報
特開2019-81195号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、高速溶接化や、シールドガスのコストダウンの観点から、炭酸ガスの適用、又は混合ガスにおけるCO
2
ガスの混合比率の増加に対する需要が高くなってきている。しかし、シールドガスは、単に大気の遮断を目的として使用されるだけではなく、シールドガスの種類が、アークの状態及び溶接金属の各種性能や、スラグ性状及びスラグ生成量にも大きく影響を及ぼす。このため、上記特許文献1に記載のソリッドワイヤを使用した溶接において、CO
2
ガスの混合比率が20%を超えるシールドガスを使用した場合や、上記特許文献2に記載の極低シリコン溶接用ワイヤを使用した溶接において、CO
2
ガス含有量を増加させた場合に、所望の「耐気孔欠陥性」及び「電着塗装に対する諸性能」を得ることができないおそれがある。
【0008】
具体的には、シールドガス中のCO
2
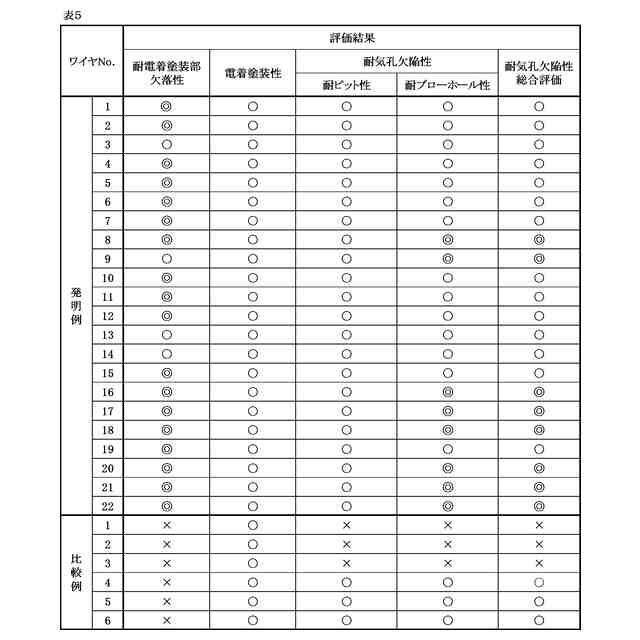
ガス含有量が20%を超えるような強い酸化雰囲気においては、スラグ量が増加してスラグが変化するとともに、ワイヤ中に含有されている脱酸元素が少ないと、溶接中において脱酸不足となり気孔欠陥が発生しやすくなる。ここで、気孔欠陥とは、ピット又はブローホールのことを表す。また、従来のワイヤを使用して溶接した後に、ビード上にスラグを残存させたまま電着塗装を実施した場合に、たとえ電着塗装が可能であっても、スラグが部分的に厚くなる場合やスラグ形状により塗装被膜が安定しないことがある。その結果、例えば自動車の足回り部品の溶接に従来のワイヤを使用すると、電着塗装後において、電着塗装膜に対する振動や衝撃などの影響によりスラグが剥がれやすくなり、塗装被膜ごと欠落して、防錆性が低下する。本明細書においては、この電着塗装後に塗装被膜が欠落しにくい性能のことを、耐電着塗装部欠落性という。
【0009】
本発明は、かかる課題に鑑みてなされたものであって、炭酸ガス、又はCO
2
ガスの混合比率が20%を超える混合ガスをシールドガスとして使用した場合であっても、電着塗装性を向上させることができるとともに、電着塗装後の耐電着塗装部欠落性と耐気孔欠陥性との両立を実現することができる溶接用ワイヤ、該溶接用ワイヤを使用した溶接方法、及び該溶接用ワイヤを使用して製造する溶接金属の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の上記目的は、溶接用ワイヤに係る下記[1]の構成により達成される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
ボルト用鋼
5日前
株式会社神戸製鋼所
浸炭窒化鋼材
5日前
株式会社神戸製鋼所
焼結鉱の製造方法
9日前
株式会社神戸製鋼所
アルミニウム合金押出材
4日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
3日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
2日前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
4日前
株式会社神戸製鋼所
サイドドア
5日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
16日前
株式会社FUJI
工作機械
9日前
株式会社FUJI
工作機械
3か月前
個人
型枠製造装置のフレーム
20日前
中国電力株式会社
養生シート
3日前
株式会社アンド
半田付け方法
1か月前
キヤノン電子株式会社
加工システム
2か月前
日進工具株式会社
エンドミル
5か月前
株式会社アンド
半田付け方法
5か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ