TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136855
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035758
出願日
2024-03-08
発明の名称
金属容器及びその製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人エビス国際特許事務所
主分類
B65D
21/02 20060101AFI20250911BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】良好な真円度を有することで、良好な積み重ね状態を維持すると共にブロッキング現象の発生を抑制することが可能な金属容器及びその製造方法を提供する。
【解決手段】有底カップから形成され開口部と側壁部と底部とを有する金属容器において、側壁部は、トリミング加工及び先端縮径絞りが施された有底カップの側壁の内側に配置した内側ツールに対し、有底カップの側壁の外側に配置した外側ツールを移動させ、有底カップにおける先端縮径絞りを施した箇所よりも底部側に縮径絞りが施される処理が複数回行われることにより、テーパ状の輪郭を有する形状に形成され、側壁部は、外側ツールの移動において、有底カップの側壁の外面が外側ツールの第1傾斜面に当接した後、外側ツールの第2傾斜面に当接したことで成形された、第2傾斜面に沿った形状の傾斜壁部を有し、第1傾斜面に当接した箇所の真円度が0.80mm以下である。
【選択図】図4
特許請求の範囲
【請求項1】
板状金属材に対する絞り処理によって成形された有底カップから形成され、開口部と側壁部と底部とを有する金属容器であって、
前記側壁部は、トリミング加工及び先端縮径絞りが施された前記有底カップの側壁の内側に配置した内側ツールに対し、前記有底カップの側壁の外側に配置した外側ツールを移動させ、前記有底カップにおける前記先端縮径絞りを施した箇所よりも前記底部側に縮径絞りが施される処理が複数回行われることにより、テーパ状の輪郭を有する形状に形成され、
前記側壁部は、
前記外側ツールの移動において、前記有底カップの側壁の外面が前記外側ツールの第1傾斜面に当接した後、前記外側ツールの第2傾斜面に当接したことで成形された、前記第2傾斜面に沿った形状の傾斜壁部を有し、
前記第1傾斜面に当接した箇所の真円度が0.80mm以下である
ことを特徴とする金属容器。
続きを表示(約 860 文字)
【請求項2】
前記側壁部は、前記第1傾斜面に当接した箇所の真円度が0.38mm以下であることを特徴とする請求項1に記載の金属容器。
【請求項3】
開口部と側壁部と底部とを有する金属容器の製造方法であって、
板状金属材に対する絞り処理により有底カップを形成する工程と、
前記有底カップをトリミング加工する工程と、
前記有底カップに先端縮径絞りを施す工程と、
前記有底カップの側壁の内側に配置した内側ツールに対して前記有底カップの側壁の外側に配置した外側ツールを移動させ、前記有底カップにおける前記先端縮径絞りを施した箇所よりも前記底部側に縮径絞りを施す処理を複数回行うことにより、テーパ状の輪郭を有する前記側壁部を形成する工程と、を有し、
前記側壁部を形成する工程では、前記外側ツールの移動において、前記有底カップの側壁の外面に、前記外側ツールの第1傾斜面を当接させた後、前記外側ツールの第2傾斜面を当接させ、前記第2傾斜面に沿った形状の傾斜壁部を成形することを特徴とする金属容器の製造方法。
【請求項4】
前記側壁部を形成する工程では、前記外側ツールの移動において、前記有底カップの外面に、前記第2傾斜面を当接させた後、前記外側ツールの垂直面を当接させることを特徴とする請求項3に記載の金属容器の製造方法。
【請求項5】
前記有底カップに先端縮径絞りを施す工程の後であって前記側壁部を形成する工程の前に、前記有底カップの先端部に、カール又はフランジを有する前記開口部を形成する工程を有することを特徴とする請求項3に記載の金属容器の製造方法。
【請求項6】
前記側壁部を形成する工程では、前記内側ツールよりも上側に配置された押さえツールと前記内側ツールとの間に前記有底カップの底部を挟み、前記押さえツールにより、下方向に1000~1500Nの荷重を掛けることを特徴とする請求項3に記載の金属容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属容器及びその製造方法に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
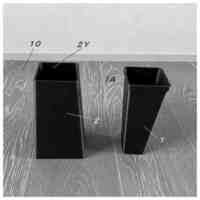
開口部と側壁部と底部とを有する金属容器として、開口部を開放させた状態で使用するカップ等がある。このような金属容器としては、所謂テーパ容器が知られている。このテーパ容器は、上部の開口部と側壁部と底部とを有し、開口部の内径(上端内径)よりも底部の外径(下端外径)が小さくなるように、上部の開口部から底部に向かうに従って側壁部の内径が徐々に小さくなるテーパ状の形状を有している。
【0003】
従来のテーパ状の金属容器の製造方法として、例えば、有底カップの先端縮径絞りを施した箇所より底部側に縮径絞りを施して、テーパ状の輪郭を有する側壁部を形成する工程を有するものがある。この側壁部を形成する工程では、通常、有底カップの内側に配置したインナーツール(内側ツール)に対して有底カップの外側に配置したアウターツール(外側ツール)を移動させる(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2023-128233号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、有底カップを構成する材料は、その加工性が圧延方向によって異なるため、有底カップの側壁に対して縮径絞りを行う際には、有底カップの側壁の径方向に歪みが生じる虞がある。しかしながら、この場合、従来のアウターツールの形状では、その径方向に生じる歪みを解消できないため、製造された金属容器において、良好な真円度を得ることができない。その結果、複数の金属容器を積み重ねた場合に、良好な積み重ね状態を維持することができなくなるといった問題が生じる。また、この場合、積み重ね状態から分離する際の引き離しを容易に行うことができなくなる現象(所謂、ブロッキング現象)が発生する虞もある。
【0006】
本発明は、このような事情に対処することを課題としている。すなわち、良好な真円度を有することで、良好な積み重ね状態を維持すると共にブロッキング現象の発生を抑制することが可能な金属容器及びその製造方法を提供すること、が本発明の課題である。
【課題を解決するための手段】
【0007】
このような課題を解決するために、本発明は、板状金属材に対する絞り処理によって成形された有底カップから形成され、開口部と側壁部と底部とを有する金属容器であって、前記側壁部は、トリミング加工及び先端縮径絞りが施された前記有底カップの側壁の内側に配置した内側ツールに対し、前記有底カップの側壁の外側に配置した外側ツールを移動させ、前記有底カップにおける前記先端縮径絞りを施した箇所よりも前記底部側に縮径絞りが施される処理が複数回行われることにより、テーパ状の輪郭を有する形状に形成され、前記側壁部は、前記外側ツールの移動において、前記有底カップの側壁の外面が前記外側ツールの第1傾斜面に当接した後、前記外側ツールの第2傾斜面に当接したことで成形された、前記第2傾斜面に沿った形状の傾斜壁部を有し、前記第1傾斜面に当接した箇所の真円度が0.80mm以下であることを特徴とする。
【0008】
またこのような課題を解決するために、本発明は、開口部と側壁部と底部とを有する金属容器の製造方法であって、板状金属材に対する絞り処理により有底カップを形成する工程と、前記有底カップをトリミング加工する工程と、前記有底カップに先端縮径絞りを施す工程と、前記有底カップの側壁の内側に配置した内側ツールに対して前記有底カップの側壁の外側に配置した外側ツールを移動させ、前記有底カップにおける前記先端縮径絞りを施した箇所よりも前記底部側に縮径絞りを施す処理を複数回行うことにより、テーパ状の輪郭を有する前記側壁部を形成する工程と、を有し、前記側壁部を形成する工程では、前記外側ツールの移動において、前記有底カップの側壁の外面に、前記外側ツールの第1傾斜面を当接させた後、前記外側ツールの第2傾斜面を当接させ、前記第2傾斜面に沿った形状の傾斜壁部を成形することを特徴とする。
【発明の効果】
【0009】
本発明によれば、良好な真円度を有することで、良好な積み重ね状態を維持すると共にブロッキング現象の発生を抑制することが可能な金属容器及びその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
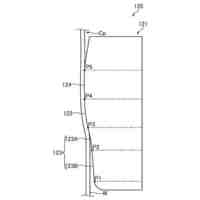
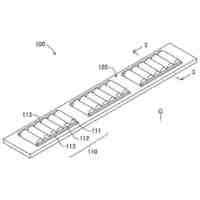
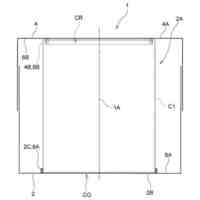
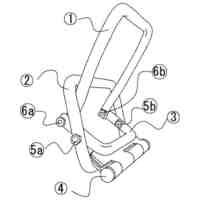
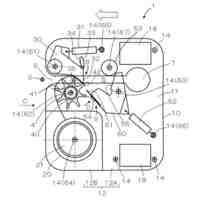
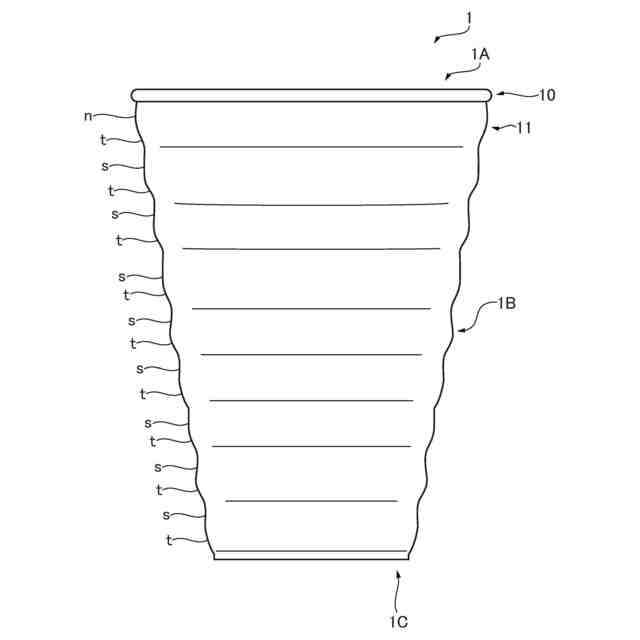
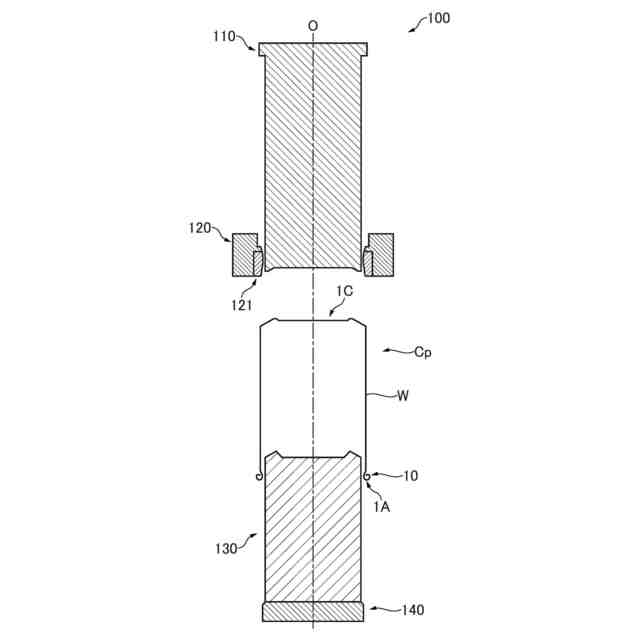
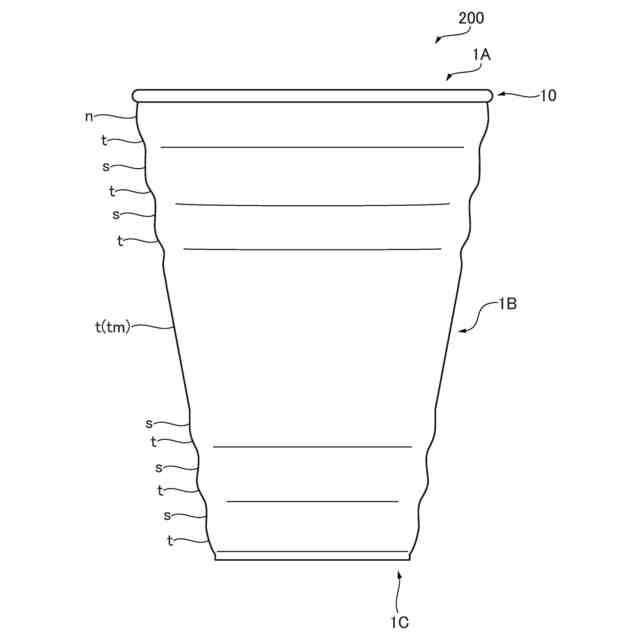
本実施形態における金属容器の構成例の概略を示す正面図である。
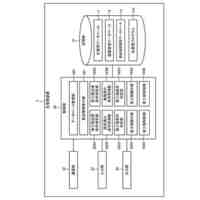
本実施形態における金属容器の製造方法の一例の概略を示すフローチャートである。
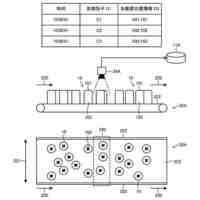
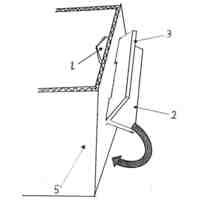
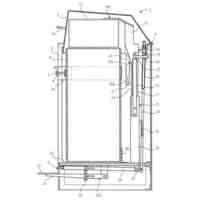
側壁部形成装置の構成例の概略を示す断面図である。
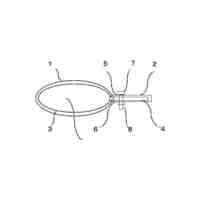
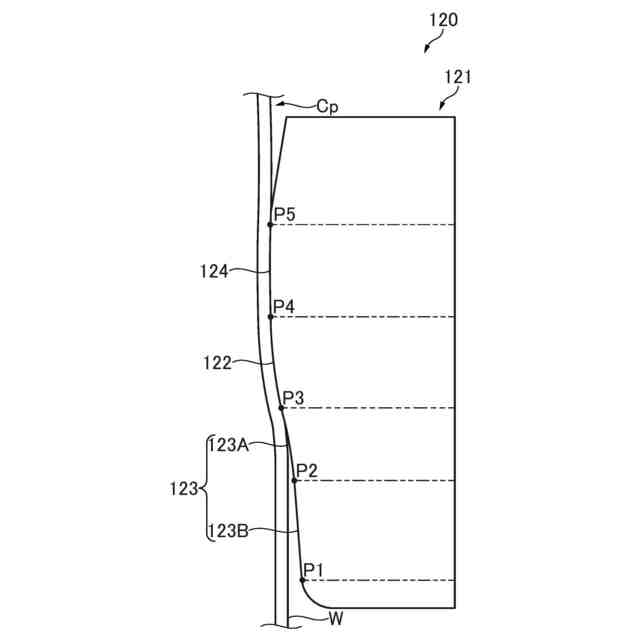
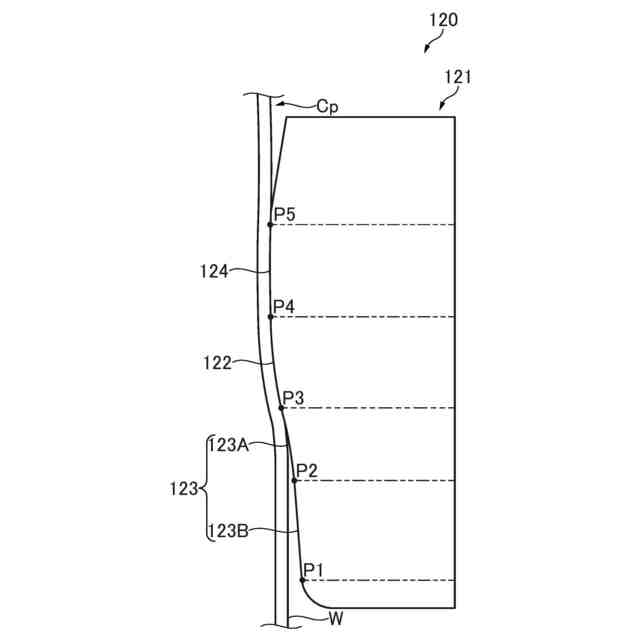
側壁部形成装置が備えるアウターツールの成形部の構成例の概略を示す端面図である。
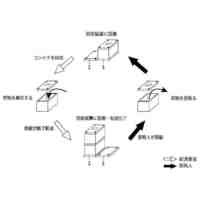
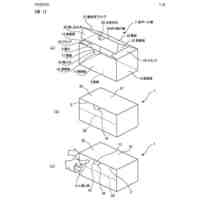
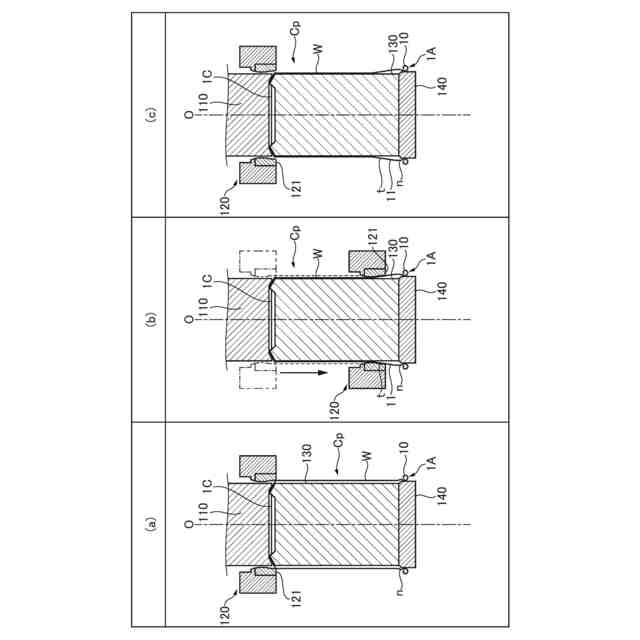
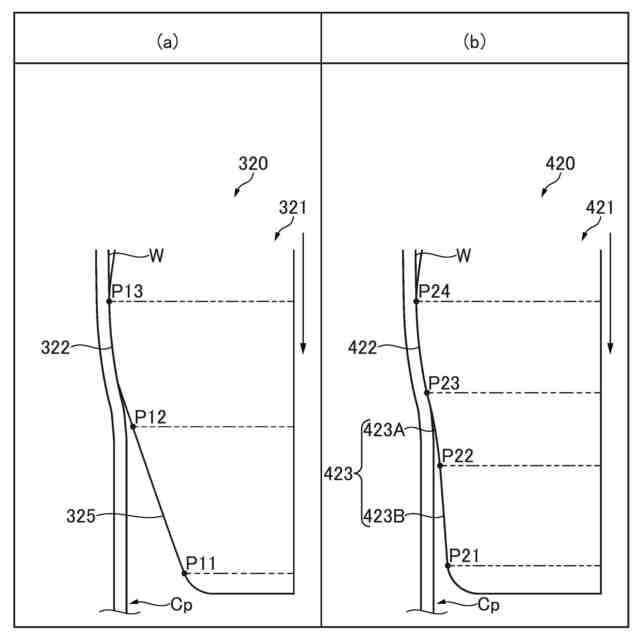
側壁部形成工程の説明図である(工程の処理手順を(a)→(b)→(c)の順に示している)。
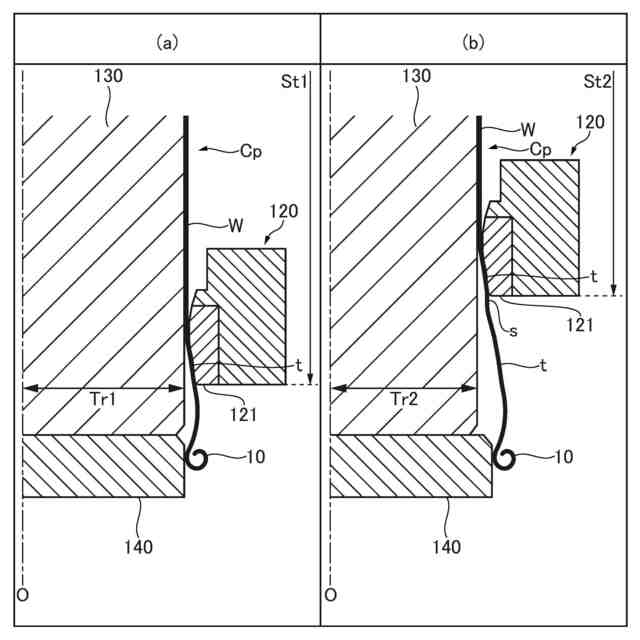
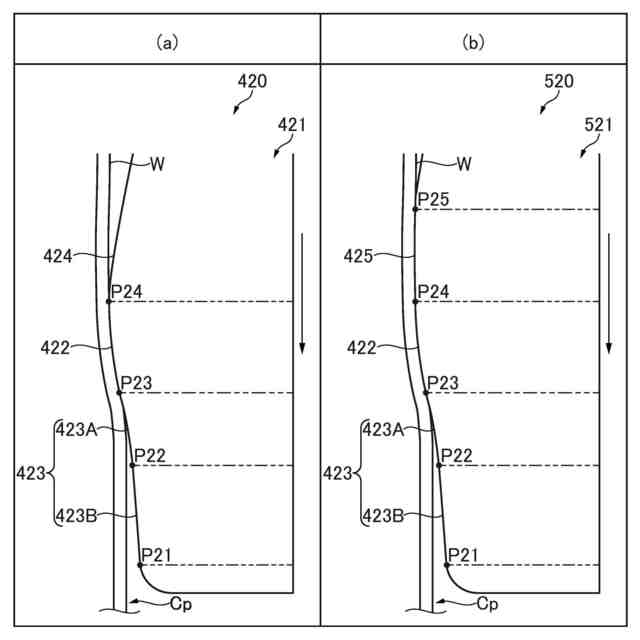
側壁部形成工程の説明図である((a)が第1段階、(b)が第2段階を示している)。
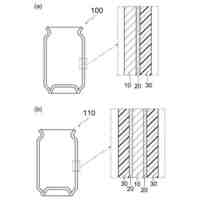
試験処理1で使用するアウターツールの成形部の構成例の概略を示す端面図である((a)は従来の一般的なアウターツールの成形部の構成例を示し、(b)は絞り前矯正面を備えた成形部の構成例を示す)。
試験処理2で使用するアウターツールの成形部の構成例の概略を示す端面図である((a)は図7(b)に示す成形部の更に上側も含む構成を示し、(b)は絞り後矯正面を設けた成形部の構成例を示す)。
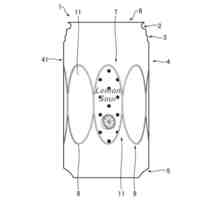
変形例における金属容器の構成例の概略を示す正面図である。
絞り後矯正面(垂直面)を設けた成形部を有するアウターツールと、絞り後矯正面を設けない成形部を有するアウターツールとのそれぞれを使用して行った縮径処理後の真円度[mm]の3回平均値(n=3)の測定結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋製罐株式会社
加熱殺菌用容器
27日前
東洋製罐株式会社
金属容器の製造方法
1か月前
東洋製罐株式会社
オレフィン系樹脂包装材
27日前
東洋製罐株式会社
製造システム、製造方法
1か月前
東洋製罐株式会社
金属容器及びその製造方法
1か月前
東洋製罐株式会社
金属缶の製造方法及び金属缶
1か月前
東洋製罐株式会社
原反繋ぎ装置およびカップ成形機
1か月前
東洋製罐株式会社
缶管理装置、缶管理システム、及び、缶管理方法
1か月前
東洋製罐株式会社
缶管理装置、缶管理システム、及び、缶管理方法
1か月前
東洋製罐株式会社
リフォーム用金属容器及び蓋嵌合型金属容器の製造法
27日前
東洋製罐株式会社
缶容器
1か月前
東洋製罐株式会社
プリフォームの製造方法及びポリエステル系樹脂製容器の製造方法
10日前
東洋製罐株式会社
ブロー成形装置、及びこれを用いた合成樹脂製容器の製造方法、並びに合成樹脂製容器
29日前
東洋製罐株式会社
樹脂被覆アルミニウムシームレス缶、樹脂被覆アルミニウム板、絞りしごき缶
2か月前
東洋製罐株式会社
成形条件導出装置、機械学習装置、推論装置、情報処理方法、機械学習方法、及び、推論方法
1か月前
個人
収容箱
3か月前
個人
コンベア
5か月前
個人
容器
9か月前
個人
ゴミ収集器
7か月前
個人
段ボール箱
7か月前
個人
段ボール箱
7か月前
個人
土嚢運搬器具
8か月前
個人
バンド
2か月前
個人
楽ちんハンド
5か月前
個人
角筒状構造体
5か月前
個人
宅配システム
7か月前
個人
コード類収納具
8か月前
個人
閉塞装置
10か月前
個人
廃棄物収容容器
3か月前
個人
お薬の締結装置
6か月前
個人
包装容器
1か月前
株式会社和気
包装用箱
9か月前
個人
ゴミ処理機
9か月前
個人
蓋閉止構造
4か月前
株式会社コロナ
梱包材
5か月前
株式会社和気
包装用箱
9日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ