TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136622
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035326
出願日
2024-03-07
発明の名称
電池の製造システムおよび製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
H01M
10/04 20060101AFI20250911BHJP(基本的電気素子)
要約
【課題】サイクルタイムの短縮、および、製造場所の省スペースを実現することが可能な電池の製造システムおよび製造方法を提供する。
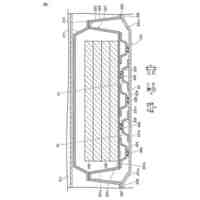
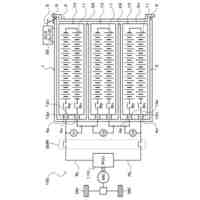
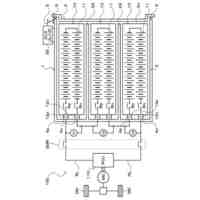
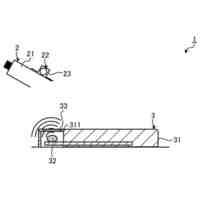
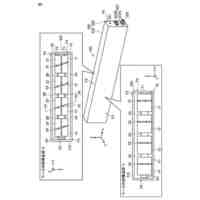
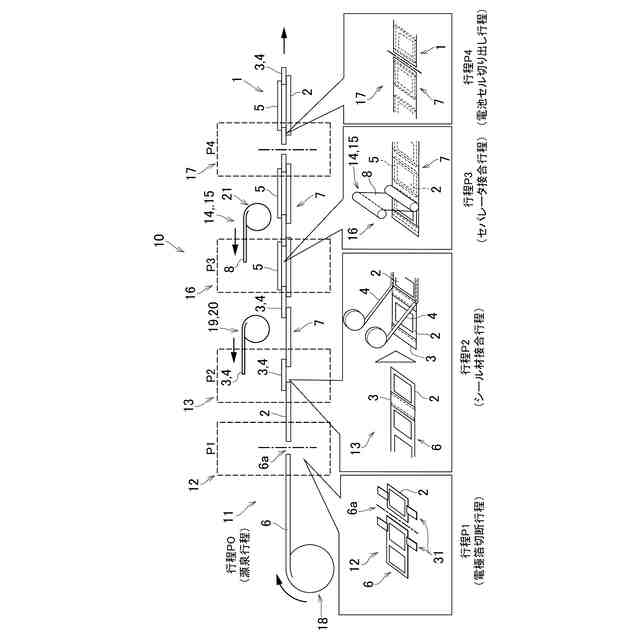
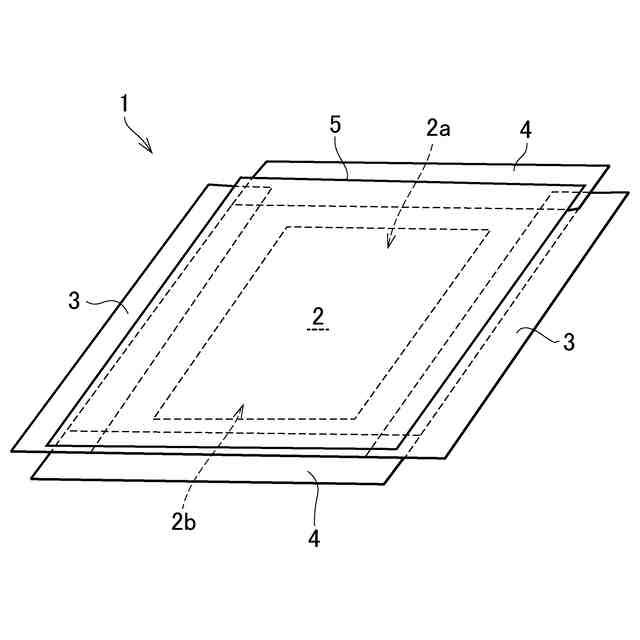
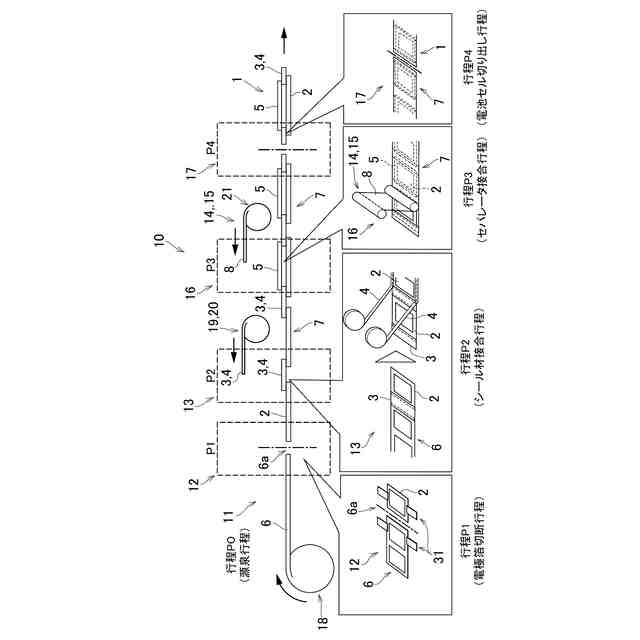
【解決手段】シール部材3,4を接合した電極箔2を、セパレータ5を挟んで積層させて形成する電池の製造システムにおいて、電極箔搬送装置11により搬送されている状態で隣り合う電極箔2の間に間隔を設け、搬送途中で隣り合う電極箔2を跨いでシール部材3,4を接合して電極箔2同士を継ぎ合わせた帯状の電極箔ウェブ7を成形し、帯状のセパレータウェブ8をセパレータ搬送装置14により搬送されている状態のままでセパレータウェブ8を切断して矩形のセパレータ5に成形し、セパレータ5と電極箔2とを、電極箔搬送装置11により搬送されている状態のままで接合し、シール部材3,4およびセパレータ5が接合された電極箔ウェブ7を矩形に切り出して、電池セル1を形成する。
【選択図】図3
特許請求の範囲
【請求項1】
矩形の電極箔の周囲四辺にシール部材を接合し、前記シール部材を接合した前記電極箔を、シート状のセパレータを挟んで積層させて形成する電池の製造システムであって、
前記電極箔の素材が帯状に成形された電極箔素材ウェブを巻き取って保持した電極箔リールと、
前記電極箔リールから供給される前記電極箔素材ウェブを搬送する電極箔搬送装置と、
前記電極箔搬送装置により搬送される前記電極箔素材ウェブを、前記電極箔搬送装置により搬送されている状態で切断して矩形の前記電極箔に成形するとともに、切断後に搬送方向で互いに隣り合う前記電極箔の間に間隔を設ける電極箔切断装置と、
帯状に成形された前記シール部材を巻き取って保持したシール材リールと、
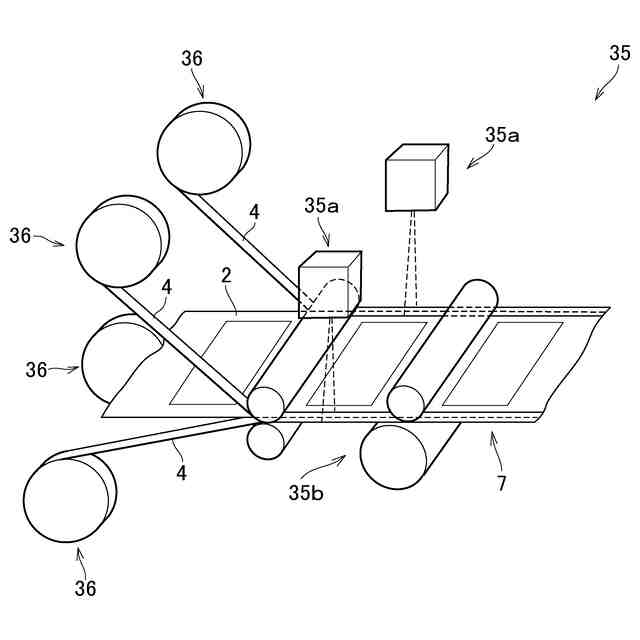
前記シール材リールから供給される前記シール部材を前記電極箔切断装置により切断されて矩形に成形された前記電極箔に対応した形状に切断するとともに、前記電極箔搬送装置による搬送途中の前記電極箔に、前記搬送方向で互いに隣り合う前記電極箔を跨いで前記シール部材を接合して前記電極箔同士を継ぎ合わせた帯状の電極箔ウェブに成形するシール材接合装置と、
前記セパレータの素材が帯状に成形されたセパレータウェブを巻き取って保持したセパレータリールと、
前記セパレータリールから供給される前記セパレータウェブを搬送するセパレータ搬送装置と、
前記セパレータ搬送装置により搬送される前記セパレータウェブを、前記セパレータ搬送装置により搬送されている状態で切断して前記電極箔に対応した矩形の前記セパレータに成形するセパレータ切断装置と、
前記セパレータ切断装置により矩形に成形された前記セパレータと、前記シール材接合装置により帯状に成形されかつ前記電極箔搬送装置により搬送されている前記電極箔ウェブにおける前記電極箔の位置とを互いに重ね合わせるとともに、前記電極箔搬送装置により搬送される前記電極箔と前記セパレータとを、前記電極箔搬送装置により搬送されている状態で接合するセパレータ接合装置と、
前記シール部材および前記セパレータがそれぞれ接合された前記電極箔ウェブを矩形に切り出して、前記電極箔、前記シール部材、および、前記セパレータから構成される電池セルを形成する電池セル切り出し装置と
を備えている
ことを特徴とする電池の製造システム。
続きを表示(約 4,800 文字)
【請求項2】
請求項1に記載の電池の製造システムであって、
前記電極箔切断装置は、
前記電極箔搬送装置による前記電極箔素材ウェブの前記搬送方向における搬送速度と同期して前記搬送方向に移動可能であり、前記搬送方向に移動している状態で、前記電極箔搬送装置により搬送されている前記電極箔素材ウェブを、前記搬送方向における位置が異なる少なくとも二箇所で掴み、前記電極箔素材ウェブを掴んで前記搬送方向に移動する際の移動速度と前記搬送速度とを同期させることにより、前記搬送方向における前記電極箔搬送装置に対する前記電極箔素材ウェブの相対移動を制止し、前記移動速度と前記搬送速度との差に応じて前記相対移動を許容するクランプ機構と、
前記電極箔素材ウェブの幅方向および前記搬送方向に切刃またはレーザー光線を移動させて前記電極箔素材ウェブを切断する切断機構と、を有しており、
前記クランプ機構により前記相対移動を制止した状態で、前記電極箔素材ウェブの前記搬送速度と、前記切刃または前記レーザー光線の前記搬送方向における送り速度とを同期させ、かつ、前記クランプ機構により前記搬送方向における上流側で前記電極箔素材ウェブを掴んだ位置と前記搬送方向における下流側で前記電極箔素材ウェブを掴んだ位置との間で、前記切刃または前記レーザー光線を前記幅方向に移動させて、前記電極箔素材ウェブを切断し、
前記電極箔素材ウェブを切断した後に、前記下流側で前記電極箔素材ウェブを掴んだ前記クランプ機構の前記移動速度よりも、前記上流側で前記電極箔素材ウェブを掴んだ前記クランプ機構の前記移動速度を低下させて、前記切断機構により切断された前記上流側の前記電極箔素材ウェブにおける前記電極箔と前記下流側の前記電極箔素材ウェブにおける前記電極箔との間に前記間隔を空ける
ことを特徴とする電池の製造システム。
【請求項3】
請求項1に記載の電池の製造システムであって、
前記シール材接合装置は、
前記電極箔切断装置により矩形に成形された前記電極箔の、前記電極箔素材ウェブの幅方向における二辺に前記シール部材を接合する第1シール材接合装置と、
前記電極箔切断装置により矩形に成形された前記電極箔の、前記搬送方向における二辺に前記シール部材を接合する第2シール材接合装置と、を有し、
前記シール材リールは、
前記第1シール材接合装置に前記シール部材を供給する第1シール材リールと、
前記第2シール材接合装置に前記シール部材を供給する第2シール材リールと、を有しており、
前記第1シール材接合装置は、前記電極箔切断装置により前記間隔が設けられた前記搬送方向における上流側の前記電極箔と前記搬送方向における下流側の前記電極箔との間に前記第1シール材リールから供給される前記シール部材を、前記上流側の前記電極箔および前記下流側の前記電極箔にそれぞれ接合して、前記上流側の前記電極箔と前記下流側の前記電極箔とを継ぎ合わせることにより前記電極箔ウェブを成形し、
前記第2シール材接合装置は、前記第1シール材接合装置により成形された前記電極箔ウェブにおける前記電極箔に、前記第2シール材リールから供給される前記シール部材を接合する
ことを特徴とする電池の製造システム。
【請求項4】
請求項1に記載の電池の製造システムであって、
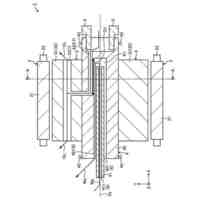
前記セパレータ接合装置は、
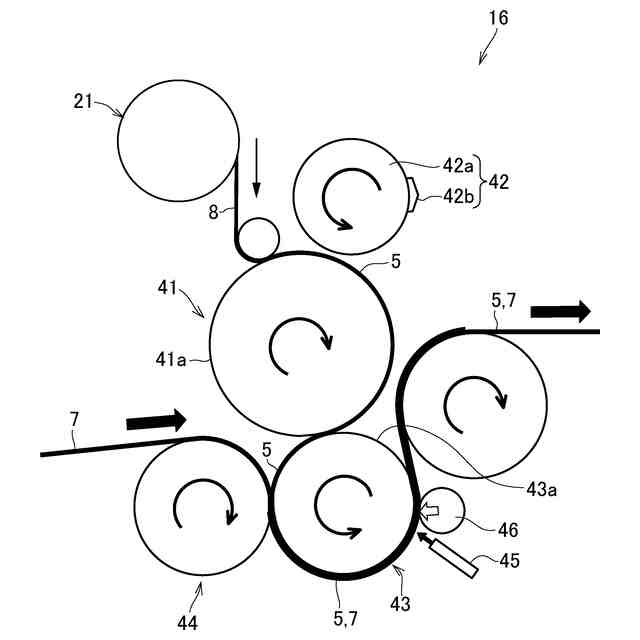
前記セパレータリールから供給される前記セパレータウェブを巻き付けて搬送する第1駆動ローラと、
前記第1駆動ローラに巻き付いた前記セパレータウェブを前記第1駆動ローラ上で切断し、矩形の前記セパレータに成形する切断機構と、
前記第1駆動ローラ上で矩形に成形され、前記第1駆動ローラから搬送された前記セパレータを、前記第1駆動ローラから巻き替えて搬送するとともに、前記シール材接合装置により帯状に成形された前記電極箔ウェブを、前記セパレータが巻き付いた位置に合わせて巻き付けて搬送する第2駆動ローラと、
前記第2駆動ローラに隣接して設置され、前記第2駆動ローラの回転に伴って回転するとともに、前記第2駆動ローラとの間で前記電極箔ウェブを挟み込み、前記第2駆動ローラに巻き掛かる前記電極箔ウェブを、前記セパレータに密着させる従動ローラと、を有しており、
前記第1駆動ローラから前記第2駆動ローラに巻き替えられた前記セパレータに、前記第2駆動ローラに巻き付けられた前記電極箔ウェブにおける前記電極箔が重なった状態で、前記セパレータと前記電極箔とを前記第2駆動ローラ上で接合する
ことを特徴とする電池の製造システム。
【請求項5】
矩形の電極箔の周囲四辺にシール部材を接合し、前記シール部材を接合した前記電極箔を、シート状のセパレータを挟んで積層させて形成する電池の製造方法であって、
前記電極箔の素材が帯状に成形された電極箔素材ウェブを巻き取って保持した電極箔リールから供給される前記電極箔素材ウェブを電極箔搬送装置により搬送し、
前記電極箔搬送装置により搬送される前記電極箔素材ウェブを、前記電極箔搬送装置により搬送されている状態のままで電極箔切断装置により切断して矩形の前記電極箔に成形するとともに、切断後に搬送方向で互いに隣り合う前記電極箔の間に間隔を設け、
帯状に成形された前記シール部材を巻き取って保持したシール材リールから供給される前記シール部材を、矩形に成形された前記電極箔に対応した形状に切断するとともに、前記電極箔搬送装置による搬送途中の前記電極箔に、前記搬送方向で互いに隣り合う前記電極箔を跨いで前記シール部材を接合することにより前記電極箔同士を継ぎ合わせた帯状の電極箔ウェブに成形し、
前記セパレータの素材が帯状に成形されたセパレータウェブを巻き取って保持したセパレータリールから供給される前記セパレータウェブをセパレータ搬送装置により搬送し、
前記セパレータ搬送装置により搬送される前記セパレータウェブを、前記セパレータ搬送装置により搬送されている状態のままで切断して前記電極箔に対応した矩形の前記セパレータに成形し、
矩形に成形された前記セパレータと、帯状に成形されかつ前記電極箔搬送装置により搬送されている前記電極箔ウェブにおける前記電極箔の位置とを互いに重ね合わせるとともに、前記電極箔搬送装置により搬送される前記電極箔と前記セパレータとを、前記電極箔搬送装置により搬送されている状態のままで接合し、
前記シール部材および前記セパレータがそれぞれ接合された前記電極箔ウェブを矩形に切り出して、前記電極箔、前記シール部材、および、前記セパレータから構成される電池セルを形成する
ことを特徴とする電池の製造方法。
【請求項6】
請求項5に記載の電池の製造方法であって、
前記電極箔搬送装置による前記電極箔素材ウェブの前記搬送方向における搬送速度と同期して前記搬送方向に移動可能であり、前記搬送方向に移動している状態で、前記電極箔搬送装置により搬送されている前記電極箔素材ウェブを、前記搬送方向における位置が異なる少なくとも二箇所で掴み、前記電極箔素材ウェブを掴んで前記搬送方向に移動する際の移動速度と前記搬送速度とを同期させることにより、前記搬送方向における前記電極箔搬送装置に対する前記電極箔素材ウェブの相対移動を制止し、前記移動速度と前記搬送速度との差に応じて前記相対移動を許容するクランプ機構と、
前記電極箔素材ウェブの幅方向および前記搬送方向に切刃またはレーザー光線を移動させて前記電極箔素材ウェブを切断する切断機構と、を用いて、
前記クランプ機構により前記相対移動を制止した状態で、前記電極箔素材ウェブの前記搬送速度と、前記切刃または前記レーザー光線の前記搬送方向における送り速度とを同期させ、かつ、前記クランプ機構により前記搬送方向における上流側で前記電極箔素材ウェブを掴んだ位置と前記搬送方向における下流側で前記電極箔素材ウェブを掴んだ位置との間で、前記切刃または前記レーザー光線を前記幅方向に移動させて、前記電極箔素材ウェブを切断し、
前記電極箔素材ウェブを切断した後に、前記下流側で前記電極箔素材ウェブを掴んだ前記クランプ機構の前記移動速度よりも、前記上流側で前記電極箔素材ウェブを掴んだ前記クランプ機構の前記移動速度を低下させて、前記切断機構により切断された前記上流側の前記電極箔素材ウェブにおける前記電極箔と前記下流側の前記電極箔素材ウェブにおける前記電極箔との間に前記間隔を空ける
ことを特徴とする電池の製造方法。
【請求項7】
請求項5に記載の電池の製造方法であって、
前記電極箔切断装置により矩形に成形された前記電極箔の、前記電極箔素材ウェブの幅方向における二辺に前記シール部材を接合する第1シール材接合装置と、
前記電極箔切断装置により矩形に成形された前記電極箔の、前記搬送方向における二辺に前記シール部材を接合する第2シール材接合装置と、
前記第1シール材接合装置に前記シール部材を供給する第1シール材リールと、
前記第2シール材接合装置に前記シール部材を供給する第2シール材リールと、を用いて、
前記電極箔切断装置により前記間隔が設けられた前記搬送方向における上流側の前記電極箔と前記搬送方向における下流側の前記電極箔との間に第1シール材リールから供給される前記シール部材を、前記第1シール材接合装置により前記上流側の前記電極箔および前記下流側の前記電極箔にそれぞれ接合して、前記上流側の前記電極箔と前記下流側の前記電極箔とを継ぎ合わせることにより前記電極箔ウェブを成形し、
前記第1シール材接合装置により成形された前記電極箔ウェブにおける前記電極箔に、前記第2シール材接合装置により、前記第2シール材リールから供給される前記シール部材を接合する
ことを特徴とする電池の製造方法。
【請求項8】
請求項5に記載の電池の製造方法であって、
前記セパレータリールから供給される前記セパレータウェブを巻き付けて搬送する第1駆動ローラと、
前記第1駆動ローラに巻き付いた前記セパレータウェブを前記第1駆動ローラ上で切断し、矩形の前記セパレータに成形する切断機構と、
前記第1駆動ローラ上で矩形に成形され、前記第1駆動ローラから搬送された前記セパレータを、前記第1駆動ローラから巻き替えて搬送するとともに、帯状に成形された前記電極箔ウェブを、前記セパレータが巻き付いた位置に合わせて巻き付けて搬送する第2駆動ローラと、
前記第2駆動ローラに隣接して設置され、前記第2駆動ローラの回転に伴って回転するとともに、前記第2駆動ローラとの間で前記電極箔ウェブを挟み込み、前記第2駆動ローラに巻き掛かる前記電極箔ウェブを、前記セパレータに密着させる従動ローラと、を用いて、
前記第1駆動ローラから前記第2駆動ローラに巻き替えられた前記セパレータに、前記第2駆動ローラに巻き付けられた前記電極箔ウェブにおける前記電極箔が重なった状態で、前記セパレータと前記電極箔とを前記第2駆動ローラ上で接合する
ことを特徴とする電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
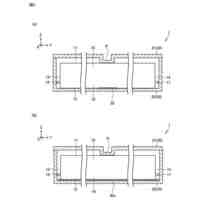
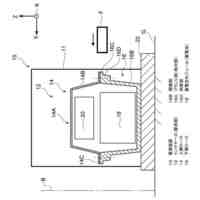
この発明は、矩形の電極にシール部材およびセパレータを接合して形成した多数の電池セルを積層して構成される電池を製造する製造システムおよび製造方法に関するものである。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
特許文献1には、蓄電モジュールの製造方法が記載されている。この特許文献1に記載された蓄電モジュールは、いわゆるバイポーラ型電池であり、それぞれ、両面に正極および負極が設けられた複数のバイポーラ電極(電極板)を積層させた電極積層体、および、電極積層体の周辺を取り囲んで、電極積層体を封止するシール部材等から構成されている。そして、この特許文献1に記載された蓄電モジュールの製造方法は、バイポーラ電極の外縁部に枠状のシール部材(1次シール)を形成する工程、1次シール上にセパレータを取り付ける工程、1次シール上に連通孔形成部材を配置しながら、バイポーラ電極を積層する工程、1次シール同士を溶着する工程、および、1次シールの周囲に、更に、シール部材(2次シール)を形成する工程等を有している。1次シール同士を溶着する工程では、1次シール同士が溶着されることにより、連通孔形成部材の形状に対応した形状で、電極積層体の隣り合うバイポーラ電極間に形成される内部空間と連通する連通孔が形成される。
【0003】
また、特許文献2には、蓄電モジュール、および、その蓄電モジュールの製造工程にセパレータを供給するためのセパレータ供給装置が記載されている。この特許文献2に記載された蓄電モジュールは、上記の特許文献1に記載された蓄電モジュールと同様、いわゆるバイポーラ型電池であり、それぞれ、両面に正極および負極が設けられた複数のバイポーラ電極(電極板)を、セパレータを介して積層させて形成されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-145102号公報
特開2020-136250号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の特許文献1に記載された蓄電モジュールの製造方法では、矩形のシート状のバイポーラ電極に対して、互いに重ね合わせるバイポーラ電極同士を間仕切りするために、バイポーラ電極の周囲の四辺にシール材およびセパレータが溶着されて、バイポーラ型電池の電池セルが製造される。そのようなバイポーラ型電池の製造工程で使用されるセパレータは、一組の電池セルに対応して矩形のシート状に切断された状態で、例えば、特許文献2に記載されたセパレータ供給装置によって供給される。あるいは、ロボットアームやロボットハンドのような搬送用のマニピュレータ等を用いて供給される。
【0006】
上記の特許文献1や特許文献2に記載された従来のバイポーラ型電池の製造においては、バイポーラ電極は、例えば、ロールでウェブ搬送された材料が、一組の電池セルに対応した矩形形状に切断されて、シール材およびセパレータを溶着する工程へ搬送される。また、セパレータは、一組の電池セルに対応した矩形形状に切断され、その矩形のシート状の一枚ごとに、セパレータを溶着する工程へ搬送される。そのため、上記のような従来の電池の製造技術では、矩形形状あるいはシート状に切断したバイポーラ電極およびセパレータを一枚ずつ後工程へ搬送するための搬送時間が必要になる。また、バイポーラ電極およびセパレータを後工程へ搬送する際に、その都度、位置決めを行う必要がある。これらは、電池の製造におけるサイクルタイムの増大要因となってしまう。更に、バイポーラ電極およびセパレータを切断するための工程は、ウェブ搬送による連続的な工程の流れとは別に実施される。そのため、そのバイポーラ電極およびセパレータを切断する工程を実施するためのスペースを別途確保しなければならない。このように、従来の電池の製造技術では、電池あるいは電池セルを製造する際のサイクルタイムの短縮化、および、製造場所の省スペース化を図るために、未だ、改良の余地があった。
【0007】
この発明は上記の技術的課題に着目して考え出されたものであり、製造のサイクルタイムの短縮、および、製造場所の省スペースを実現することが可能な電池の製造システムおよび製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、この発明は、矩形の電極箔の周囲四辺にシール部材を接合し、前記シール部材を接合した前記電極箔を、シート状のセパレータを挟んで積層させて形成する電池の製造システムであって、前記電極箔の素材が帯状に成形された電極箔素材ウェブを巻き取って保持した電極箔リールと、前記電極箔リールから供給される前記電極箔素材ウェブを搬送する電極箔搬送装置と、前記電極箔搬送装置により搬送される前記電極箔素材ウェブを、前記電極箔搬送装置により搬送されている状態で切断して矩形の前記電極箔に成形するとともに、切断後に搬送方向で互いに隣り合う前記電極箔の間に、前記シール部材を配置して接合するための間隔を設ける電極箔切断装置と、帯状に成形された前記シール部材を巻き取って保持したシール材リールと、前記シール材リールから供給される前記シール部材を前記電極箔切断装置により切断されて矩形に成形された前記電極箔に対応した形状に切断するとともに、前記電極箔搬送装置による搬送途中の前記電極箔に、前記搬送方向で互いに隣り合う前記電極箔を跨いで前記シール部材を接合して前記電極箔同士を継ぎ合わせた帯状の電極箔ウェブに成形するシール材接合装置と、前記セパレータの素材が帯状に成形されたセパレータウェブを巻き取って保持したセパレータリールと、前記セパレータリールから供給される前記セパレータウェブを搬送するセパレータ搬送装置と、前記セパレータ搬送装置により搬送される前記セパレータウェブを、前記セパレータ搬送装置により搬送されている状態で切断して前記電極箔に対応した矩形の前記セパレータに成形するセパレータ切断装置と、前記セパレータ切断装置により矩形に成形された前記セパレータと、前記シール材接合装置により帯状に成形されかつ前記電極箔搬送装置により搬送されている前記電極箔ウェブにおける前記電極箔の位置とを互いに重ね合わせるとともに、前記電極箔搬送装置により搬送される前記電極箔と前記セパレータとを、前記電極箔搬送装置により搬送されている状態で接合するセパレータ接合装置と、前記シール部材および前記セパレータがそれぞれ接合された前記電極箔ウェブを矩形に切り出して、前記電極箔、前記シール部材、および、前記セパレータから構成される電池セルを形成する電池セル切り出し装置と、を備えていることをとするものである。
【0009】
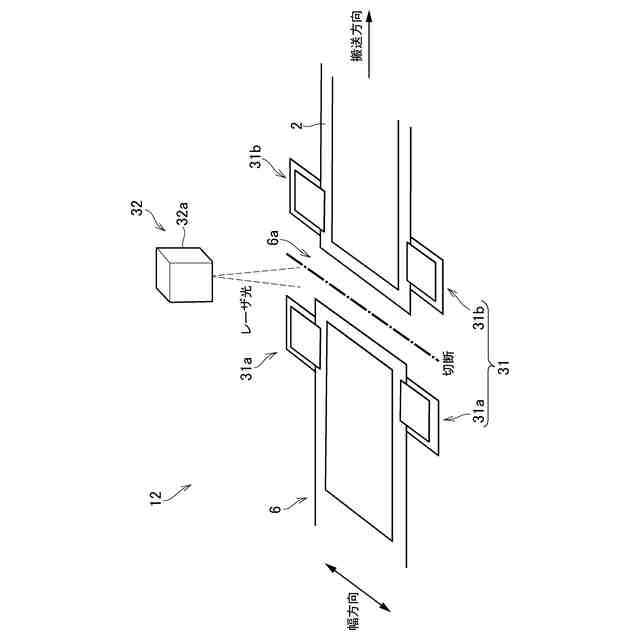
また、この発明における前記電極箔切断装置は、前記電極箔搬送装置による前記電極箔素材ウェブの前記搬送方向における搬送速度と同期して前記搬送方向に移動可能または自走可能で、かつ、前記電極箔搬送装置本体に対して相対移動が可能であり、前記搬送方向に移動している状態で、前記電極箔搬送装置により搬送されている前記電極箔素材ウェブを、前記搬送方向における位置が異なる少なくとも二箇所で掴み、前記電極箔素材ウェブを掴んで前記搬送方向に移動する際の移動速度と前記搬送速度とを同期させることにより、前記搬送方向における前記電極箔搬送装置に対する前記電極箔素材ウェブの相対移動を制止し、前記移動速度と前記搬送速度との差に応じて前記相対移動を許容するクランプ機構と、前記電極箔素材ウェブの幅方向(すなわち、前記搬送方向に直交する方向)および前記搬送方向(すなわち、前記電極箔素材ウェブの長さ方向)に切刃またはレーザー光線を移動させて前記電極箔素材ウェブを切断する切断機構と、を有していてもよく、前記クランプ機構により前記相対移動を制止した状態で、前記電極箔素材ウェブの前記搬送速度と、前記切刃または前記レーザー光線の前記搬送方向における送り速度とを同期させ、かつ、前記クランプ機構により前記搬送方向における上流側で前記電極箔素材ウェブを掴んだ位置と搬送方向における下流側で前記電極箔素材ウェブを掴んだ位置との間で、前記切刃または前記レーザー光線を前記幅方向に移動させて、前記電極箔素材ウェブを切断し、前記電極箔素材ウェブを切断した後に、前記下流側で前記電極箔素材ウェブを掴んだ前記クランプ機構の前記移動速度よりも、前記上流側で前記電極箔素材ウェブを掴んだ前記クランプ機構の前記移動速度を低下させて、前記上流側の前記クランプ機構および前記電極箔素材ウェブを前記電極箔搬送装置本体に対して相対移動させることにより、前記切断機構により切断された前記上流側の前記電極箔素材ウェブにおける前記電極箔と前記下流側の前記電極箔素材ウェブにおける前記電極箔との間に前記間隔を空けるように構成してもよい。
【0010】
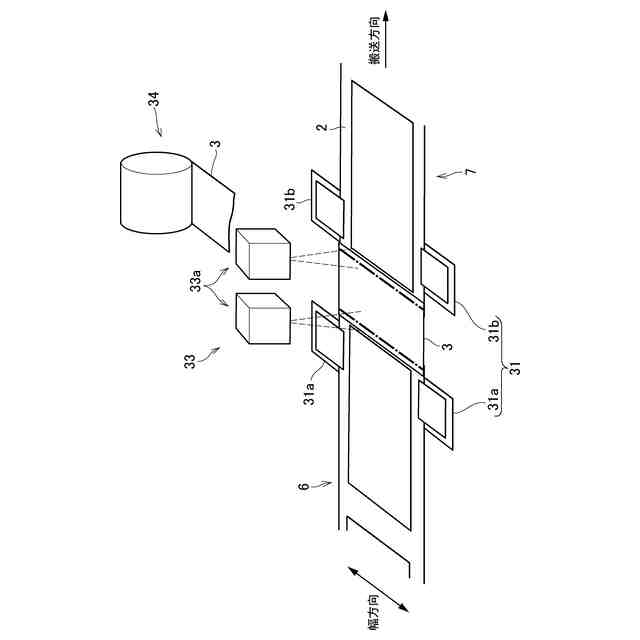
また、この発明における前記シール材接合装置は、前記電極箔切断装置により矩形に成形された前記電極箔の、前記電極箔素材ウェブの幅方向における二辺に前記シール部材を接合する第1シール材接合装置と、前記電極箔切断装置により矩形に成形された前記電極箔の、前記搬送方向における二辺に前記シール部材を接合する第2シール材接合装置と、を有していてもよく、この発明における前記シール材リールは、前記第1シール材接合装置に前記シール部材を供給する第1シール材リールと、前記第2シール材接合装置に前記シール部材を供給する第2シール材リールと、を有していてもよく、前記第1シール材接合装置は、前記電極箔切断装置により前記間隔が設けられた前記搬送方向における上流側の前記電極箔と前記搬送方向における下流側の前記電極箔との間に前記第1シール材リールから供給される前記シール部材を、前記上流側の前記電極箔および前記下流側の前記電極箔にそれぞれ接合して、前記上流側の前記電極箔と前記下流側の前記電極箔とを継ぎ合わせることにより前記電極箔ウェブを成形し、前記第2シール材接合装置は、前記第1シール材接合装置により成形された(すなわち、前記電極箔同士が継ぎ合わされた)前記電極箔ウェブにおける前記電極箔に、前記第2シール材リールから供給される前記シール部材を接合するように構成してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
装置
13日前
トヨタ自動車株式会社
方法
24日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
装置
13日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
回転子
4日前
トヨタ自動車株式会社
電動車
3日前
トヨタ自動車株式会社
制御装置
20日前
トヨタ自動車株式会社
水系電池
11日前
トヨタ自動車株式会社
蓄電装置
5日前
トヨタ自動車株式会社
電源装置
14日前
トヨタ自動車株式会社
水系電池
25日前
トヨタ自動車株式会社
電動車両
3日前
トヨタ自動車株式会社
電動車両
3日前
トヨタ自動車株式会社
送電装置
20日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
車両構造
21日前
トヨタ自動車株式会社
表示装置
5日前
トヨタ自動車株式会社
蓄電装置
19日前
トヨタ自動車株式会社
給電装置
3日前
トヨタ自動車株式会社
冷却装置
3日前
トヨタ自動車株式会社
制御装置
19日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
蓄電装置
17日前
トヨタ自動車株式会社
制御装置
17日前
トヨタ自動車株式会社
路側装置
24日前
トヨタ自動車株式会社
路側装置
24日前
トヨタ自動車株式会社
溶接装置
17日前
トヨタ自動車株式会社
蓄電装置
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ