TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136493
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035109
出願日
2024-03-07
発明の名称
ステータ及びその製造方法
出願人
日産自動車株式会社
代理人
個人
,
個人
主分類
H02K
1/16 20060101AFI20250911BHJP(電力の発電,変換,配電)
要約
【課題】従来のステータでは、コイルから絶縁紙を介してステータコアへの放熱が行われるので、放熱性を高めることが難しいという問題点があった。
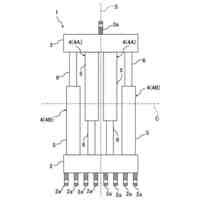
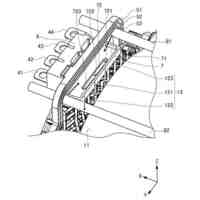
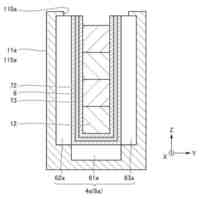
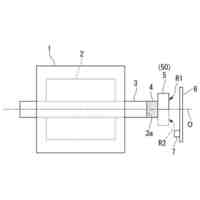
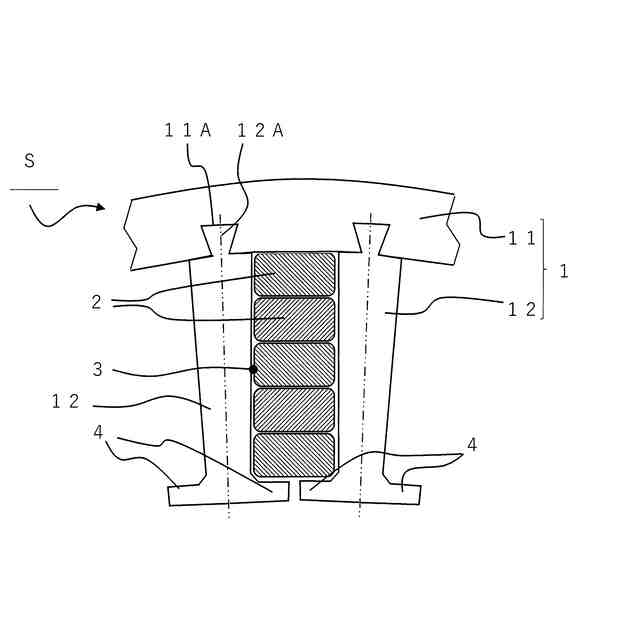
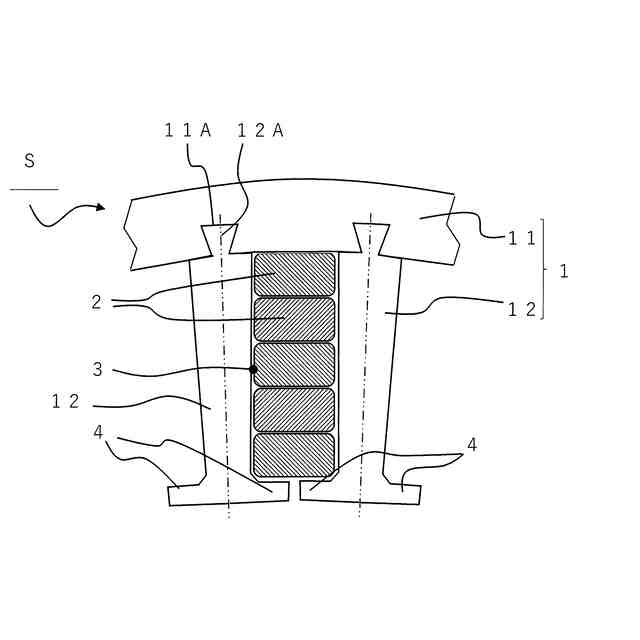
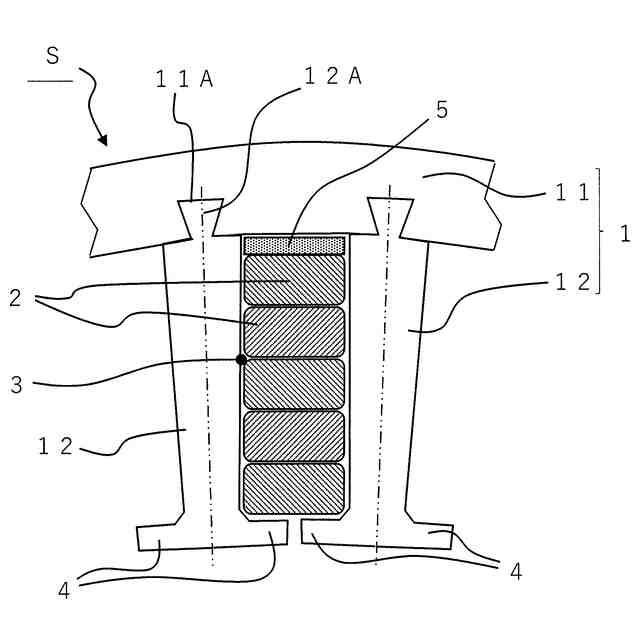
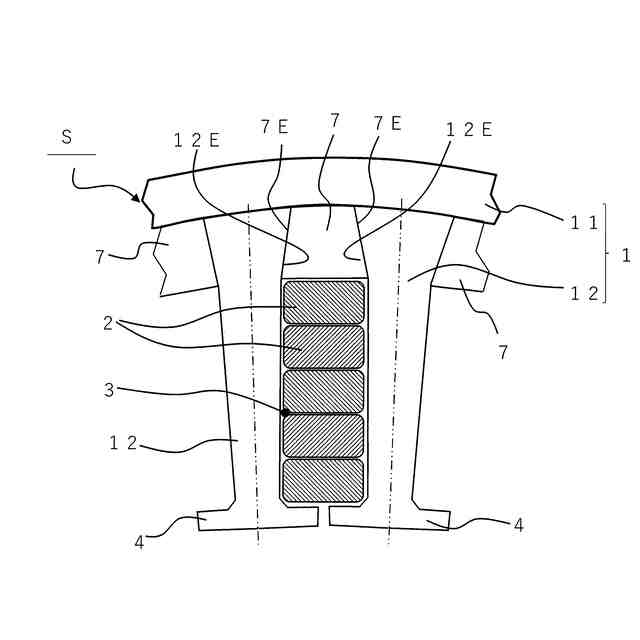
【解決手段】ステータコア1と、コイルを形成する平角線2とを備え、ステータコア1が、円筒状を成す本体部11と、本体部11の内周面に沿って所定間隔で配置した複数の突壁部12と、隣接する突壁部12同士の間に形成されるスロット3とを備えており、本体部11と複数の突壁部12とが、互いに分割可能に連結してあると共に、突壁部12が、夫々の先端に、本体部11の周方向両側に突出する突出部4を有し、夫々のスロット3に、複数の平角線2が束ねて収容してあるステータSとし、スロット3のコイルの占有率を高めると共に、放熱性の向上や製造コストの低減を実現する。
【選択図】図1
特許請求の範囲
【請求項1】
ステータコアと、コイルを形成する平角線とを備えたステータであって、
前記ステータコアが、円筒状を成す本体部と、前記本体部の内周面に沿って所定間隔で配置した複数の突壁部と、隣接する前記突壁部同士の間に形成されるスロットとを備えており、
前記本体部と複数の前記突壁部とが、互いに分割可能に連結してあると共に、前記突壁部が、夫々の先端に、前記本体部の周方向両側に突出する突出部を有し、
夫々の前記スロットに、複数の前記平角線が束ねて収容してあることを特徴とするステータ。
続きを表示(約 1,200 文字)
【請求項2】
前記本体部と夫々の前記突壁部とが、前記ステータコアの軸線方向に互いに係脱可能な連結部を相対的に有していることを特徴とする請求項1に記載のステータ。
【請求項3】
前記スロットに収容した複数の前記平角線が、前記ステータコアの半径方向に並べて配置してあることを特徴とする請求項1に記載のステータ。
【請求項4】
前記突壁部及び前記平角線のうちの少なくとも前記突壁部が、前記ステータコアの周方向及び半径方向における前記平角線の動き規制する位置決め部を有していることを特徴とする請求項1~3のいずれか1項に記載のステータ。
【請求項5】
前記本体部と複数の前記突壁部とが、互いに異なる材料で形成してあることを特徴とする請求項1~3のいずれか1項に記載のステータ。
【請求項6】
前記本体部と最外側の前記平角線との間、前記平角線同士の間、及び最内側の前記平角線と前記突出部との間のうちの少なくとも1つに、絶縁材を介装したことを特長とする請求項3に記載のステータ。
【請求項7】
前記絶縁材が、前記ロータコアの軸線方向に沿って冷媒を流通させる冷媒流路を有することを特徴とする請求項6に記載のステータ。
【請求項8】
前記ステータコアが、前記本体部と最外側の前記平角線との間に介装されるコア部材を備えており、
前記本体部と前記コア部材とが、前記ステータコアの軸線方向に互いに係脱可能な連結部を相対的に有していることを特徴とする請求項3に記載のステータ。
【請求項9】
前記ステータコアが、前記本体部と最外側の前記平角線との間に介装されるコア部材を備えており、
前記突壁部と前記コア部材とが、前記ステーアコアの半径方向における互いの動きを規制する接合面同士で接合してあり、
前記本体部が、前記突壁部及び前記コア部材の外周側を緊締していることを特徴とする請求項3に記載のステータ。
【請求項10】
円筒状を成す本体部と、前記本体部の内周面に沿って所定間隔で配置する複数の突壁部とを別体で有するステータコアを備え、隣接する前記突壁部同士の間にスロットを形成すると共に、夫々の前記スロットに複数の前記平角線を束ねて収容した構造を有するステータの製造方法であって、
複数の前記突壁部と前記平角線を束ねて成る複数の平角線群とを交互に並べて放射状に配置する工程と、
前記突壁部と前記平角線群とを放射中心に向けて移動させて、隣接する前記突壁部同士の間に前記平角線群を収容する工程と、
複数の前記突壁部及び前記平角線群に対して、前記ステータコアの軸線方向から前記本体部を移動させて前記本体部と夫々の前記突壁部とを互いに組み合わせる工程とを備えたことを特徴とするステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機に用いられるステータ及びその製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来におけるステータとしては、例えば、特許文献1に記載されたものがある。特許文献1には、複数のステータピースを環状に配置した分割型ステータが記載されている。各ステータピースは、ステータの中心方向に突出したティースを有する。そして、分割型ステータは、隣接するティース同士の間にスロットを形成すると共に、夫々のティースに電線材を複数回巻回してコイルを形成し、隣接するコイル同士の間に絶縁部材を挿入した構造を有する。この分割型ステータは、組立て工程において、各ステータピースを中心方向に移動させることにより巻回した電線材を圧縮し、コイルの占有率を高める。
【先行技術文献】
【特許文献】
【0003】
特開平11-341748号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した従来のステータでは、隣接するコイル同士の間に介装する絶縁部材として、主に絶縁紙が用いられるが、回転電機の駆動時において、コイルから絶縁紙を介してステータコアへの放熱が行われるので、熱がこもり易く、放熱性を高めることが難しいという問題点があった。
【0005】
本発明は、上記従来の状況に鑑みて成されたもので、コイルを形成する平角線を用いることでスロットのコイルの占有率を高めると共に、放熱性の向上や製造コストの低減を実現することができるステータ及びその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に係わるステータは、ステータコアと、コイルを形成する平角線とを備えたステータであって、ステータコアが、円筒状を成す本体部と、本体部の内周面に沿って所定間隔で配置した複数の突壁部と、隣接する前記突壁部同士の間に形成されるスロットとを備えている。そして、上記のステータは、本体部と複数の突壁部とが、互いに分割可能に連結してあると共に、突壁部が、夫々の先端に、本体部の周方向両側に突出する突出部を有し、夫々のスロットに、複数の平角線が束ねて収容してあることを特徴としている。
【0007】
本発明に係わるステータの製造方法は、円筒状を成す本体部と、本体部の内周面に沿って所定間隔で配置する複数の突壁部とを別体で有するステータコアを備え、隣接する突壁部同士の間にスロットを形成すると共に、夫々のスロットに複数の平角線を束ねて収容した構造を有するステータの製造方法である。そして、上記の製造方法は、複数の突壁部と平角線を束ねて成る複数の平角線群とを交互に並べて放射状に配置する工程と、突壁部と平角線群とを放射中心に向けて移動させて、隣接する突壁部同士の間に平角線群を収容する工程と、複数の突壁部及び平角線群に対して、ステータコアの軸線方向から本体部を移動させて本体部と夫々の突壁部とを互いに組み合わせる工程とを備えたことを特徴としている。
【発明の効果】
【0008】
本発明に係わるステータは、上記構成を採用したことにより、コイルを形成する平角線を用いることでスロットのコイルの占有率を高めると共に、放熱性の向上や製造コストの低減を実現することができる。
【0009】
本発明に係わるステータの製造方法は、上記構成を採用したことにより、スロットのコイルの占有率が高く、放熱性の向上や製造コストの低減を実現するステータを提供することができる。
【図面の簡単な説明】
【0010】
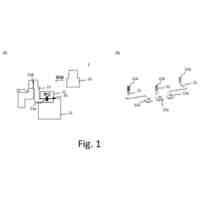
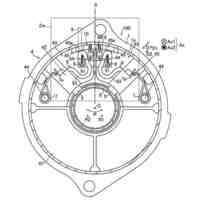
本発明に係わるステータの第1実施形態を示す要部の断面説明図である。
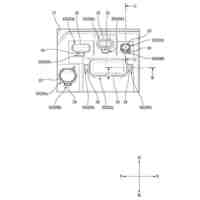
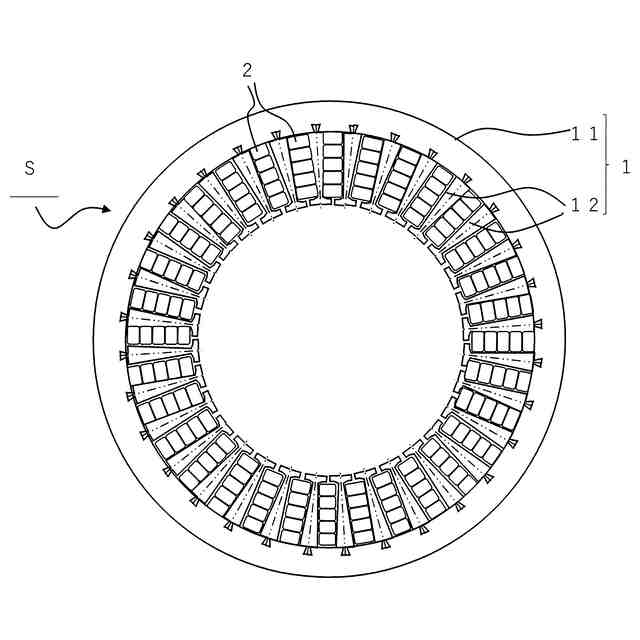
図1に要部を示すステータの平面図である。
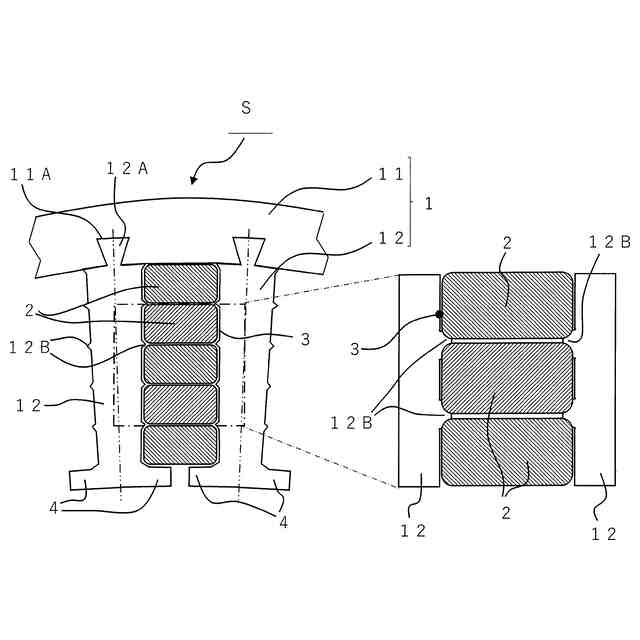
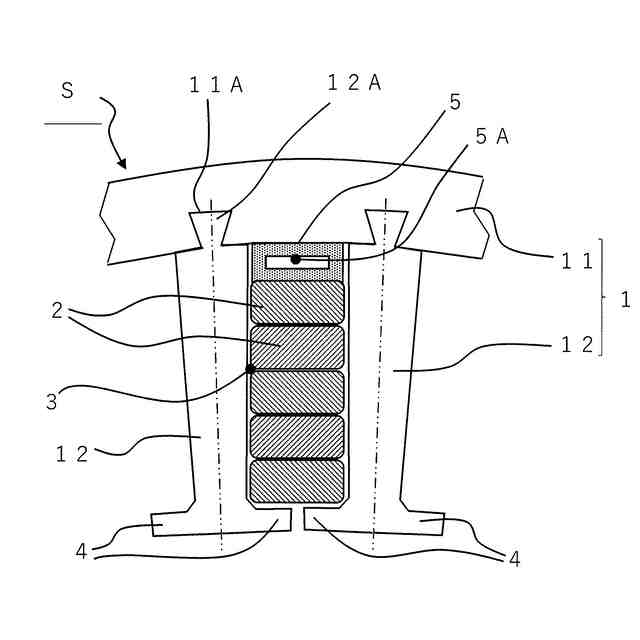
第2実施形態を示す要部の拡大図付きの断面説明図である。
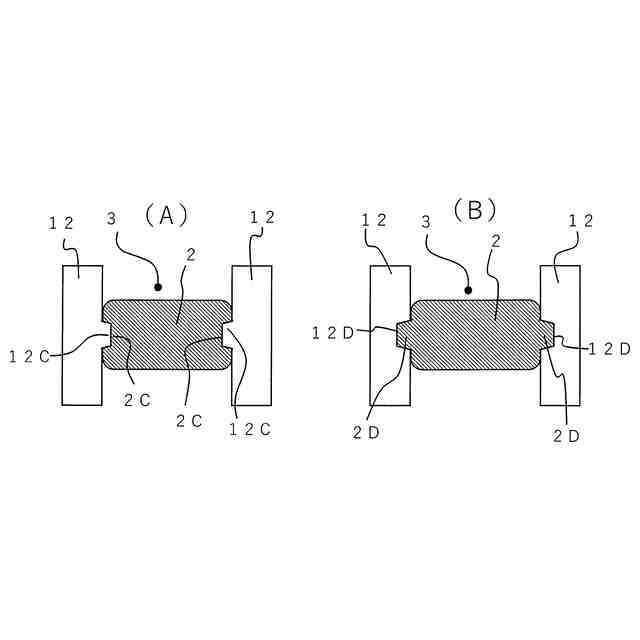
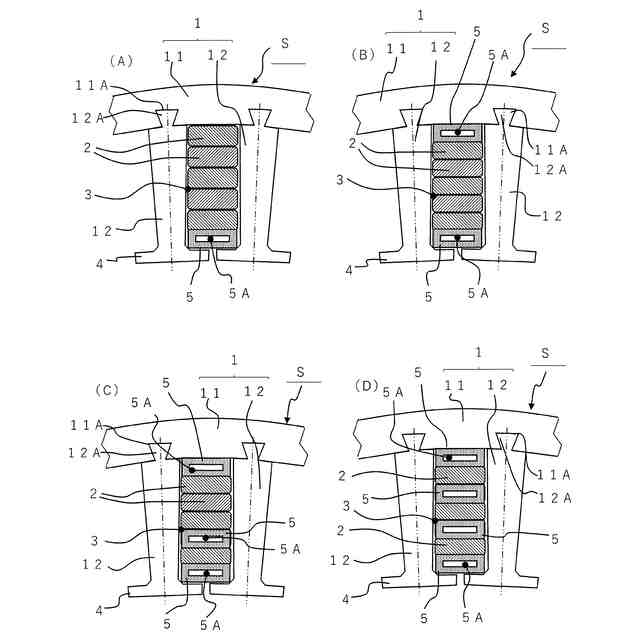
第2実施形態の他の2例を示す各々断面説明図(A)(B)である。
ステータの第3実施形態を示す要部の断面説明図である。
ステータの第4実施形態を示す要部の断面説明図である。
第4実施形態の他の4例を示す各々断面説明図(A)~(D)である。
ステータの第5実施形態を示す要部の断面説明図である。
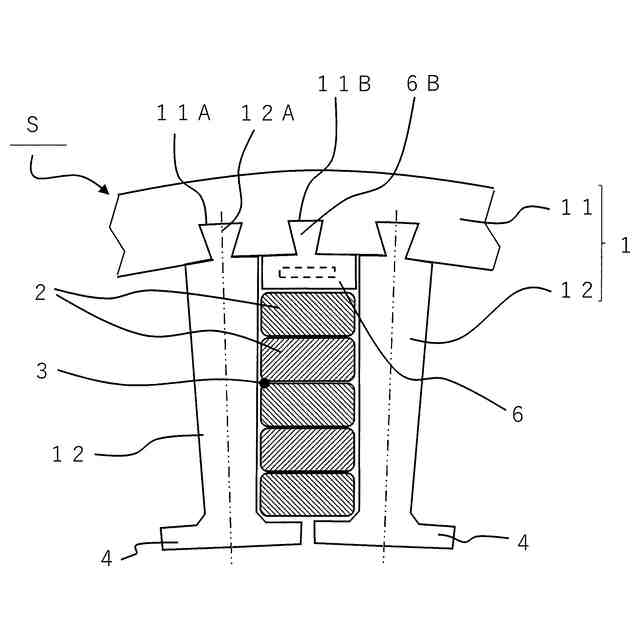
ステータの第6実施形態を示す要部の断面説明図である。
ステータの製造方法の第1実施形態において、突壁部及び平角線群を配置した状態を示す平面図である。
図10に続いて突壁部及び平角線群を放射中心に向けて移動させた状態を示す平面図である。
図11に続いて平角線群の治具を外した状態を示す平面図である。
図12に続いてコア部材を配置した状態を示す平面図である。
図13に続いてコア部材を放射中心に向けた移動させた状態を示す平面図である。
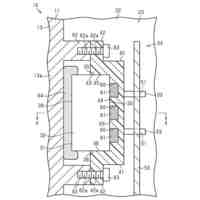
図14の状態に対して本体部を配置した状態を示す垂直断面図である。
図15に続いて本体部をステータの軸線方向に移動させる状態を示す垂直断面図である。
組立て完了後のステータを示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
電子部品
1日前
個人
電源装置
2日前
個人
バッテリ内蔵直流電源
1日前
ニデック株式会社
モータの制御方法
9日前
日産自動車株式会社
電子機器
12日前
トヨタ自動車株式会社
回転子
2日前
トヨタ自動車株式会社
溶接装置
15日前
大豊工業株式会社
モータ
1日前
井関農機株式会社
充電システム
12日前
富士電子工業株式会社
電力変換装置
3日前
株式会社ダイヘン
電力管理装置
10日前
株式会社アイシン
直流回転電機
15日前
住友電装株式会社
ワイヤハーネス
11日前
株式会社デンソー
インバータ装置
3日前
カヤバ株式会社
アクチュエータユニット
1日前
志幸技研工業株式会社
ケーブル布設工法
1日前
ヤマウチ株式会社
発電機
15日前
株式会社豊田自動織機
電力変換装置
2日前
株式会社IHI
給電システム
10日前
スズキ株式会社
モータケース
1日前
株式会社アイシン
コンデンサ
15日前
株式会社明電舎
回転電機
3日前
本田技研工業株式会社
電気的接続構造
2日前
大阪瓦斯株式会社
地中給電設備
1日前
株式会社デンソー
電力変換モジュール
1日前
トヨタ自動車株式会社
回転電機ロータ
1日前
株式会社アイシン
車両駆動装置
11日前
株式会社デンソー
電力変換装置
16日前
株式会社デンソー
ステータ及びモータ
2日前
株式会社明電舎
回転電機
1日前
株式会社豊田自動織機
インバータ装置
10日前
ニデック株式会社
ステータ及びモータ
10日前
株式会社中電工
電源装置
10日前
三菱電機株式会社
回転電機
1日前
矢崎総業株式会社
電気接続箱
11日前
ダイキン工業株式会社
情報処理装置および機器
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ