TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135314
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033094
出願日
2024-03-05
発明の名称
アルミニウム合金の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人平木国際特許事務所
主分類
C22F
1/05 20060101AFI20250910BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】本発明は、エネルギー消費量を低減しつつ、高強度のアルミニウム合金鍛造材を製造する手段を提供する。
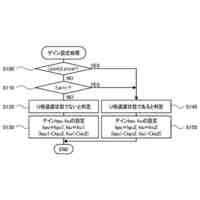
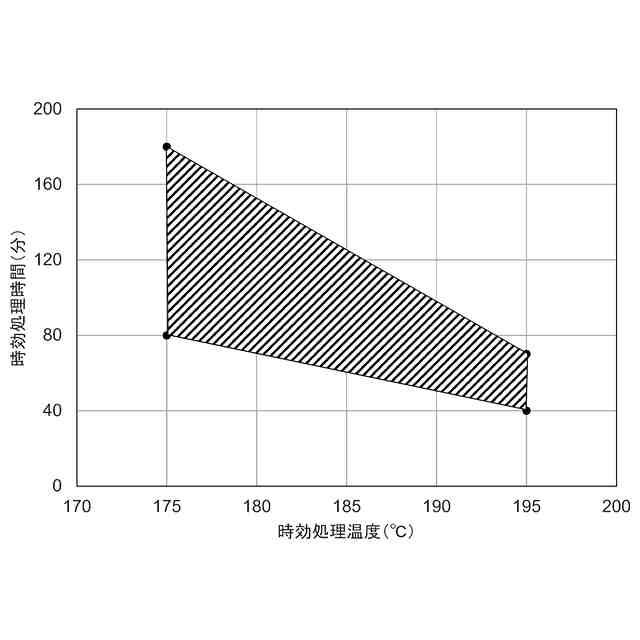
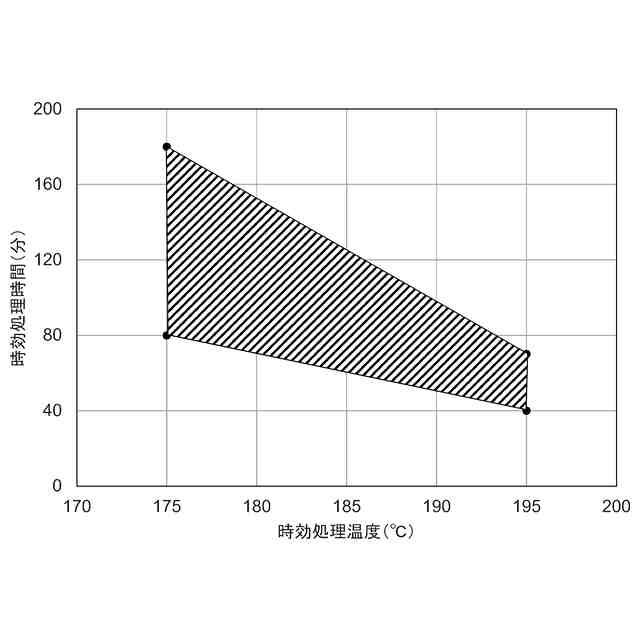
【解決手段】本発明の一態様は、アルミニウム合金鍛造材を製造する方法であって、アルミニウム合金材料を溶体化する、溶体化工程、溶体化工程後のアルミニウム合金材料を冷間鍛造する、冷間鍛造工程、冷間鍛造工程後の材料を、時効温度(℃)及び時効時間(分)が以下:(時効温度, 時効時間)=(175, 80)、(175, 180)、(195, 40)、(195, 70)で囲まれる領域の範囲内の条件で時効処理する、時効処理工程を含む、前記方法に関する。
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム合金鍛造材を製造する方法であって、
以下の工程:
アルミニウム合金材料を溶体化する、溶体化工程、
溶体化工程後のアルミニウム合金材料を冷間鍛造する、冷間鍛造工程、
冷間鍛造工程後の材料を、時効温度(℃)及び時効時間(分)が以下:
(時効温度, 時効時間)=(175, 80)、(175, 180)、(195, 40)、(195, 70)で囲まれる領域の範囲内の条件で時効処理する、時効処理工程、
を含む、前記方法。
続きを表示(約 250 文字)
【請求項2】
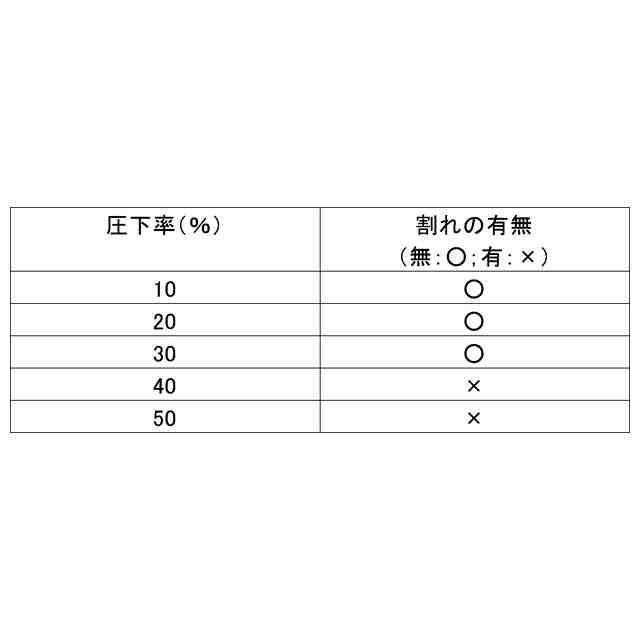
冷間鍛造工程が、10から40℃の範囲の温度、及び30%以下の圧下率で実施される、請求項1に記載の方法。
【請求項3】
溶体化工程が、530から560℃の範囲の温度で実施される、請求項1に記載の方法。
【請求項4】
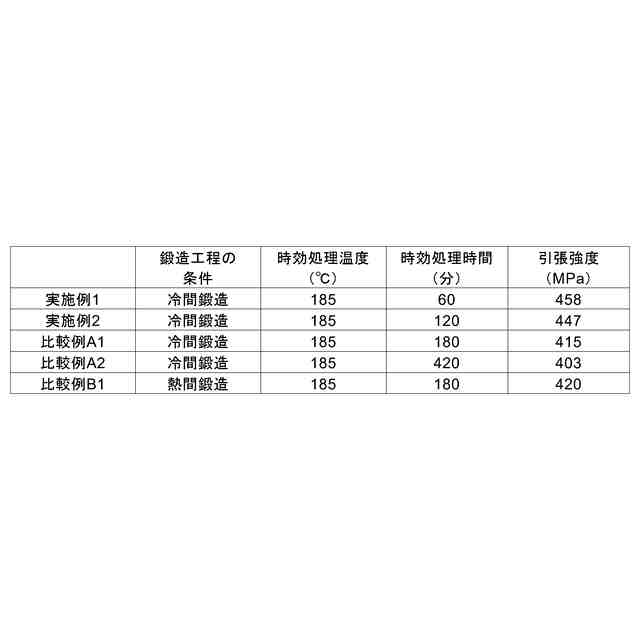
時効処理工程が、185℃の時効処理温度で60から120分間の範囲の時効処理時間で実施される、請求項1に記載の方法。
【請求項5】
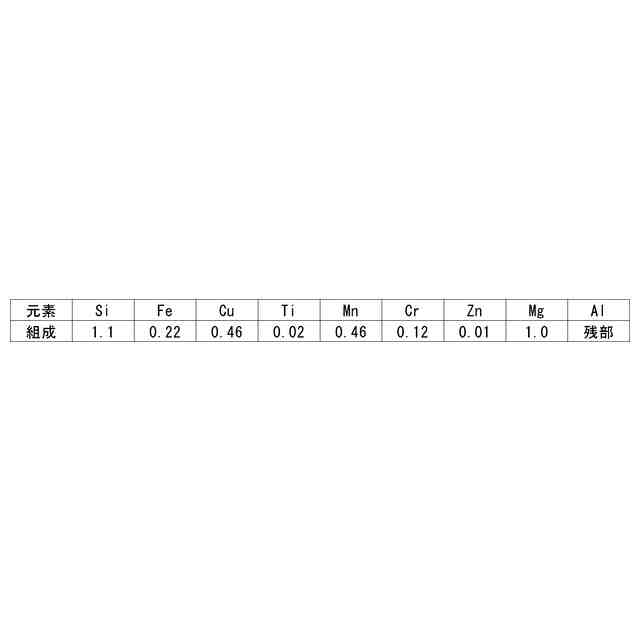
アルミニウム合金材料が、Al-Mg-Si系合金である、請求項1に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、自動車分野においては、軽量化に加えて、操縦安定性及び乗り心地の向上等のために、サスペンションアームのような足回り部品へのアルミニウム合金鍛造材の適用が拡大している。自動車の足回り部品に適用されるアルミニウム合金鍛造材としては、軽量、高強度且つ高耐食性であるAl-Mg-Si系のアルミニウム合金を挙げることができる。
【0003】
例えば、特許文献1は、所定の組成を有するアルミニウム合金鍛造品の製造方法であって、前記アルミニウム合金鍛造品と同じ組成の合金溶湯を形成する合金溶湯形成工程と、前記合金溶湯形成工程で得られたアルミニウム合金溶湯を冷却し凝固してアルミニウム合金鋳塊を形成する鋳造工程と、前記アルミニウム合金鋳塊に、370℃以上、560℃以下の温度で4時間以上、10時間以下保持する均質化熱処理を行う均質化熱処理工程と、前記均質化熱処理工程後のアルミニウム合金鋳造品に、加熱温度450℃以上、560℃以下で鍛造加工を行う鍛造工程と、前記鍛造工程で得られた鍛造品に、530℃以上、560℃以下の処理温度で0.3時間以上、3時間以下保持する溶体化処理を行う溶体化処理工程と、前記溶体化処理工程後5秒以上、60秒以内に鍛造品の全ての表面を焼き入れ水に接触させ、1分以上、30分以内の間、水槽内で焼き入れを行う焼き入れ処理工程と、前記焼き入れ処理工程後の鍛造品に170℃以上、210℃以下の加熱温度で0.5時間以上、7時間以下の間、時効処理を行う時効処理工程と、を有する、アルミニウム合金鍛造品の製造方法を記載する。
【先行技術文献】
【特許文献】
【0004】
特開2023-161784号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
軽量、高強度且つ高耐食性が要求される自動車の足回り部品には、Al-Mg-Si系のアルミニウム合金からなるアルミニウム合金鍛造材が使用されることが多い。アルミニウム合金鍛造材の製造においては、強度及び耐食性の向上のため、長時間の熱間鍛造処理を行うことが通常である。例えば、特許文献1は、鍛造工程において、450℃以上、560℃以下の範囲の温度で熱間鍛造処理を行うことを記載する。しかしながら、長時間の熱間鍛造処理はエネルギー消費量が多いという課題が存在した。
【0006】
それ故、本発明は、エネルギー消費量を低減しつつ、高強度のアルミニウム合金鍛造材を製造する手段を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、前記課題を解決するための手段を種々検討した。本発明者は、熱間鍛造処理に代えて冷間鍛造処理を行い、且つ所定の条件で時効処理を行うことにより、高強度のアルミニウム合金鍛造材を製造できることを見出した。本発明者は、前記知見に基づき、本発明を完成した。
【0008】
すなわち、本発明は、以下の態様及び実施形態を包含する。
(実施形態1) アルミニウム合金鍛造材を製造する方法であって、
以下の工程:
アルミニウム合金材料を溶体化する、溶体化工程、
溶体化工程後のアルミニウム合金材料を冷間鍛造する、冷間鍛造工程、
冷間鍛造工程後の材料を、時効温度(℃)及び時効時間(分)が以下:
(時効温度, 時効時間)=(175, 80)、(175, 180)、(195, 40)、(195, 70)で囲まれる領域の範囲内の条件で時効処理する、時効処理工程、
を含む、前記方法。
(実施形態2) 冷間鍛造工程が、10から40℃の範囲の温度、及び30%以下の圧下率で実施される、前記実施形態1に記載の方法。
(実施形態3) 溶体化工程が、530から560℃の範囲の温度で実施される、前記実施形態1又は2に記載の方法。
(実施形態4) 時効処理工程が、185℃の時効処理温度で60から120分間の範囲の時効処理時間で実施される、前記実施形態1から3のいずれかに記載の方法。
(実施形態5) アルミニウム合金材料が、Al-Mg-Si系合金である、前記実施形態1から4のいずれかに記載の方法。
【発明の効果】
【0009】
本発明により、エネルギー消費量を低減しつつ、高強度のアルミニウム合金鍛造材を製造する手段を提供することが可能となる。
【図面の簡単な説明】
【0010】
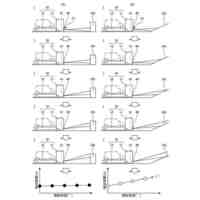
実施例の結果に基づき決定した、本発明の一態様のアルミニウム合金鍛造材を得るための時効処理条件を示すグラフである。図中、横軸は、時効処理温度(℃)であり、縦軸は、時効処理時間(分)である。
実施例及び比較例Bのアルミニウム合金鍛造材の製造において、時効処理工程の時効処理時間と結果として得られる鍛造材の硬さとの関係を示すグラフである。図中、横軸は、時効処理時間(時間)であり、縦軸は、5 kgの試験力におけるビッカース硬さ(HV)である。また、黒塗り丸で示すデータは、実施例(時効処理温度:185℃)のアルミニウム合金鍛造材の値であり、黒塗り四角で示すデータは、比較例B(時効処理温度:185℃)のアルミニウム合金鍛造材の値である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
装置
12日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
26日前
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
方法
23日前
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
装置
12日前
トヨタ自動車株式会社
電池
24日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
24日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
27日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
電動車
27日前
トヨタ自動車株式会社
モータ
3日前
トヨタ自動車株式会社
負極層
1か月前
トヨタ自動車株式会社
ロータ
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
光電極
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ