TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133846
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2025112317,2021180057
出願日
2025-07-02,2016-10-03
発明の名称
面取り研削方法及び面取り研削装置
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
1/04 20060101AFI20250904BHJP(研削;研磨)
要約
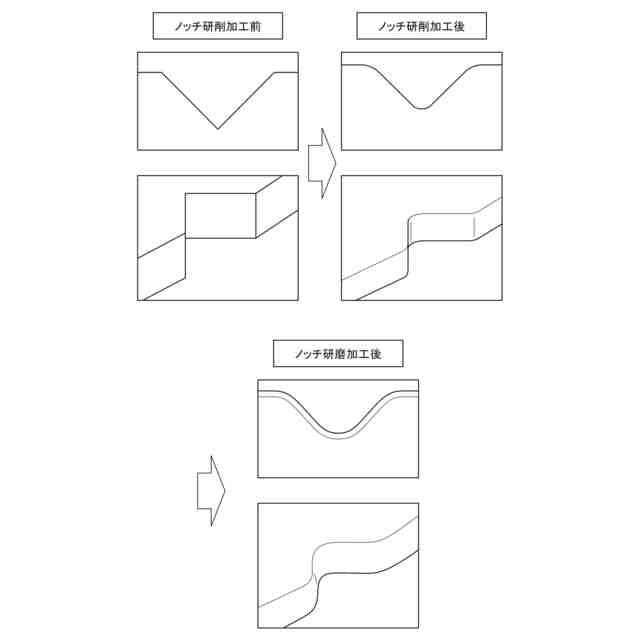
【課題】ノッチ溝の研削工程であっても、良好な面粗さを実現し、後工程である研磨の負担を軽減して、最終的な面粗さと形状精度を向上する。
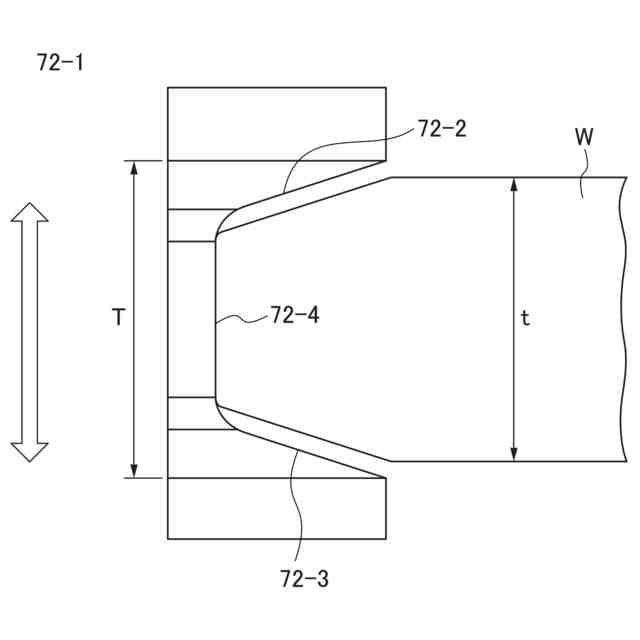
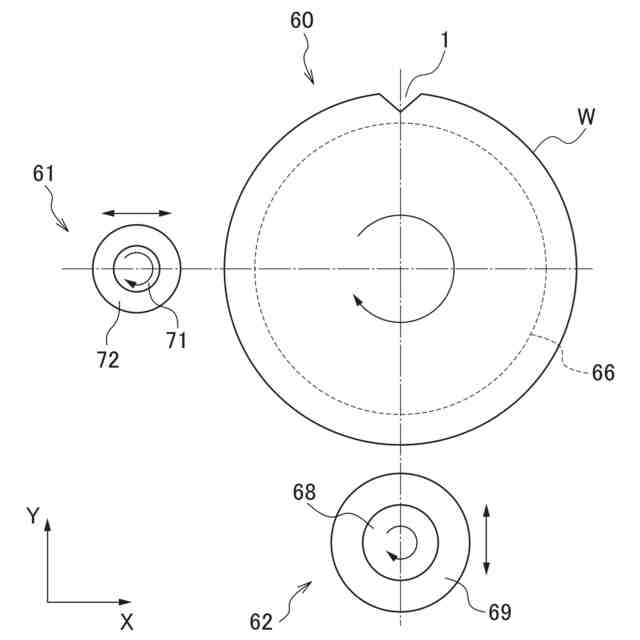
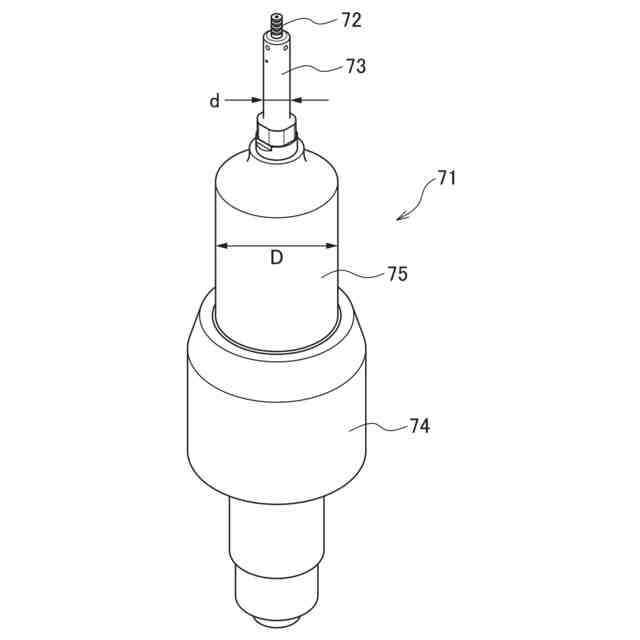
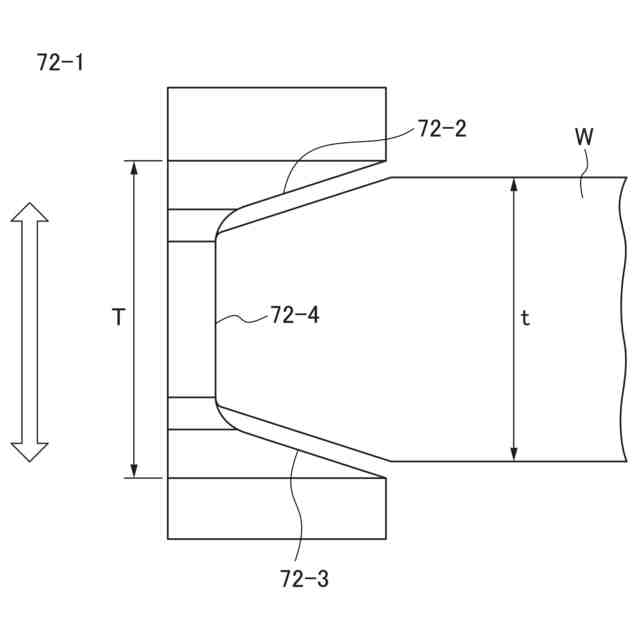
【解決手段】板状の被加工材Wの端面を研削砥石72で研削する面取り研削方法であって、研削砥石72は加工溝72-1として軸方向に平行な溝部72-4と、該溝部の上下に形成された斜面72-2、72-3と、を有し、研削砥石72を回転させると共に軸方向に超音波振動を与え、被加工材Wの端面に加工溝72-1を垂直方向より押し付けて当接することで研削する。
【選択図】図9
特許請求の範囲
【請求項1】
板状の被加工材の端面を、回転軸を中心に回転する研削砥石で研削する面取り研削方法であって、
前記研削砥石は、前記回転軸の軸方向に平行な溝部と、該溝部の上下に形成された斜面と、で構成される加工溝を有する総形砥石であり、
前記研削砥石を回転させると共に前記軸方向に超音波振動を与え、
前記被加工材の端面に前記加工溝を垂直方向より押し付けて当接することで研削し、
前記加工溝の幅は前記被加工材の厚さに対して前記超音波振動の振幅の幅以上大きくされたことを特徴とする面取り研削方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の面取り研削方法であって、
前記被加工材の外周面に形成された、スライシングされたV字断面形状溝の端面に前記加工溝を垂直方向より押し付けて当接することで面取りされたノッチ溝を形成することを特徴とする面取り研削方法。
【請求項3】
前記加工溝の幅の寸法は、前記被加工材の厚さ寸法と前記超音波振動の振幅の幅寸法との和であることを特徴とする請求項1または2に記載の面取り研削方法。
【請求項4】
請求項1から3のいずれか1項に記載の面取り研削方法であって、
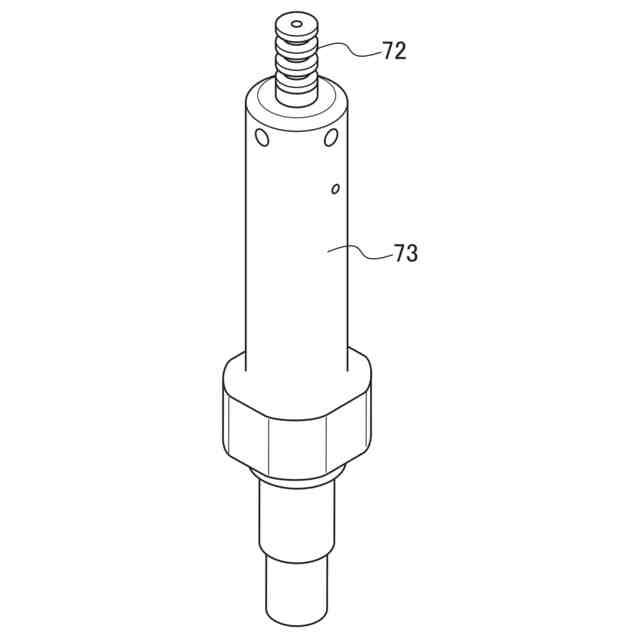
前記研削砥石は、該研削砥石を回転させると共に、該研削砥石に前記超音波振動を与える振動部が設けられた研削スピンドルに交換可能として取り付けられ、
前記研削砥石の直径は前記振動部の直径よりも小さくされたことを特徴とする面取り研削方法。
【請求項5】
板状の被加工材の端面を、回転軸を中心に回転する研削砥石で研削する面取り研削装置において、
前記研削砥石を回転させると共に、前記回転軸の軸方向に対して超音波振動を与える研削スピンドルを備え、
前記研削砥石は、前記軸方向に平行な溝部と、該溝部の上下に形成された斜面と、で構成される加工溝が形成された総形砥石であり、
前記加工溝の幅は前記被加工材の厚さに対して前記超音波振動の振幅の幅以上大きくされ、
前記被加工材の端面に前記加工溝を垂直方向より押し付けて研削することを特徴とする面取り研削装置。
【請求項6】
請求項5に記載の面取り研削装置において、
前記被加工材の外周面に形成された、スライシングされたV字断面形状溝に前記加工溝を垂直方向より押し付けて面取りされたノッチ溝を形成することを特徴とする面取り研削装置。
【請求項7】
前記加工溝の幅の寸法は、前記被加工材の厚さ寸法と前記超音波振動の振幅の幅寸法との和であることを特徴とする請求項5または6に記載の面取り研削装置。
【請求項8】
請求項5から7のいずれか1項に記載の面取り研削装置において、
前記研削砥石は前記超音波振動を与える振動部が設けられた前記研削スピンドルに交換可能として取り付けられ、前記研削砥石の直径は前記振動部の直径よりも小さくされたことを特徴とする面取り研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シリコン、サファイア、化合物、ガラス等の様々な素材、特に半導体ウエーハ、ガラスパネル等の板状被加工材の端面における高精度な面取り研削方法及び面取り研削装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、ウエーハの品質向上の要求が強く、ウエーハ端面(エッジ部)の加工状態が重要視される。シリコンウエーハ等の半導体ウエーハは、半導体デバイス等の作製に使用されるが、ハンドリングによるチッピングを防止するため、縁部を研削することで面取り加工が行われる。また、その後工程として研磨による鏡面面取り加工が行われている。半導体製造工程において、ウエーハ製造からデバイス製造に至るまで、エッジ特性の品質改善は必要不可欠なプロセスとなっている。
【0003】
シリコン等は固くてもろく、ウエーハの端面がスライシング時の鋭利なままでは、続く処理工程での搬送や位置合わせなどの取り扱い時に容易に割れたり欠けたりして、断片がウエーハ表面を傷つけたり汚染したりする。これを防ぐため、切り出されたウエーハの端面をダイヤモンドでコートされた面取り砥石で面取りする。この時、ばらつきのある外周の直径を合わせ、オリエンテーションフラット(OF)の幅の長さを合わせることや、ノッチと呼ばれる微少な切り欠きの寸法を合わせることも必要とされる。
【0004】
また、スマートフォンやタブレットに用いられる、薄型化、軽量化が追求されたガラス基板には、マスキング印刷、センサー電極の形成、その後に切断することが行われ、面取りの加工品質、加工面粗さ、マイクロクラックの発生などがガラス基板の端面強度に直接影響する。
【0005】
さらに、通常の研削ではレジン砥石の回転軸に対してウエーハWの主面が垂直となる状態で面取り部を研削するが、この場合、面取り部には円周方向の研削による条痕が発生し易い。そこで、ウエーハに対して例えばレジン砥石を傾けてウエーハの面取り部を研削する、いわゆるヘリカル研削を行うことが知られている。
【0006】
ヘリカル研削を行うと、通常研削に比べ面取り部の加工歪みを低減させるだけでなく、ウエーハの面取り部と砥石との接触領域が増えて面取り部の表面粗さが改善される効果が得られる。
【0007】
特に、半導体デバイスの製造工程においては、半導体ウエーハの結晶方位を合わせ易くするために、ウエーハ周縁の一部を略V字形あるいは円弧状に切欠して成るノッチ溝の形成が必須とされている。略V字形のノッチ溝は、ウエーハの限られた面積を効率良く活用でき、位置決め精度に優れる等の利点から広く採用されている。
【0008】
ノッチ溝は、ウエーハの周縁部分に設けられた小さい切り欠き部分であり、主な切り欠き形状はU字形状又はV字形状の2種類である。特に近年は製品の歩留まりを上げるために、ウエーハ表面積の損失がより少ないV字形状のノッチ溝が多用されている。ノッチ溝は、シリコン単結晶ブロックの外周表面を円筒研削機により所定の径まで削り、インゴット切断機を用い結晶方位を示すノッチ溝のV字形状を形成する。そして、研削加工して後工程として鏡面研磨される。
【0009】
通常、ノッチ溝の傾斜面及び端面は、ノッチ溝が外周と大きく異なった形状をしているため、ノッチ専用のノッチ研磨用装置を用いて鏡面研磨される。ノッチ溝の鏡面加工は、ノッチ溝の形状に合わせた周縁部分を有する円板形状又はリング形状の研磨布などで構成される研磨部材を回転させながらウエーハのノッチ溝に圧接させることで行われ、例えば特許文献1に記載されている。
【0010】
ノッチ溝を鏡面研磨する前には、ノッチ溝に対しては、面取りのための研削加工を施すことが一般化され、ノッチ溝を正確な寸法に加工することが要求されている。そこで、ノッチ溝の面取りにおいて、高精度なV斜面を得るため、砥石を半導体ウエーハに設けられたノッチ溝の一方のV斜面に沿って相対移動させる送り機構と、砥石をノッチ溝の他方のV斜面方向に沿って相対移動させる送り機構を設けることが知られ、特許文献2に記載されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
ロッカー
26日前
株式会社東京精密
加工装置
15日前
株式会社東京精密
プローバ
5日前
株式会社東京精密
プローバ
2日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
15日前
株式会社東京精密
加工装置
1日前
株式会社東京精密
プローバ
1日前
株式会社東京精密
プローバ
15日前
株式会社東京精密
電池検査装置
5日前
株式会社東京精密
カーフ洗浄装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
スラリー供給装置
16日前
株式会社東京精密
校正方法及び校正装置
1日前
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定機の管理方法及び管理装置
5日前
株式会社東京精密
測定装置及び移動体の制御方法
5日前
株式会社東京精密
測定装置及び移動体の制御方法
5日前
株式会社東京精密
測定装置及び移動体の制御方法
5日前
株式会社東京精密
測定装置及び移動体の制御方法
5日前
株式会社東京精密
内径測定装置及びそのシステム
1日前
株式会社東京精密
プローバ、及び、プローブ検査方法
25日前
株式会社東京精密
コントローラ、及び、監視システム
8日前
株式会社東京精密
CMP装置およびその研磨温度制御方法
1日前
株式会社東京精密
基板加工装置及び加工済基板の製造方法
1日前
株式会社東京精密
レーザー加工装置及びレーザー加工方法
1日前
株式会社東京精密
自己位置推定装置及び自己位置推定方法
1日前
株式会社東京精密
自己位置推定装置及び自己位置推定方法
1日前
株式会社東京精密
診断装置及び診断方法並びに針跡検査装置
1日前
株式会社東京精密
ダイシング方法およびダイシングシステム
26日前
株式会社東京精密
エッチングシステム、及び、エッチング方法
8日前
株式会社東京精密
非接触温度測定装置及び非接触温度測定方法
2か月前
株式会社東京精密
スタイラス姿勢決定方法及びスタイラス姿勢決定装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ