TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145150
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045181
出願日
2024-03-21
発明の名称
レーザー加工装置及びレーザー加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B23K
26/00 20140101AFI20250926BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被加工物内部に形成された亀裂の検出時間を短縮し、亀裂形成位置検出の精度を向上すること。
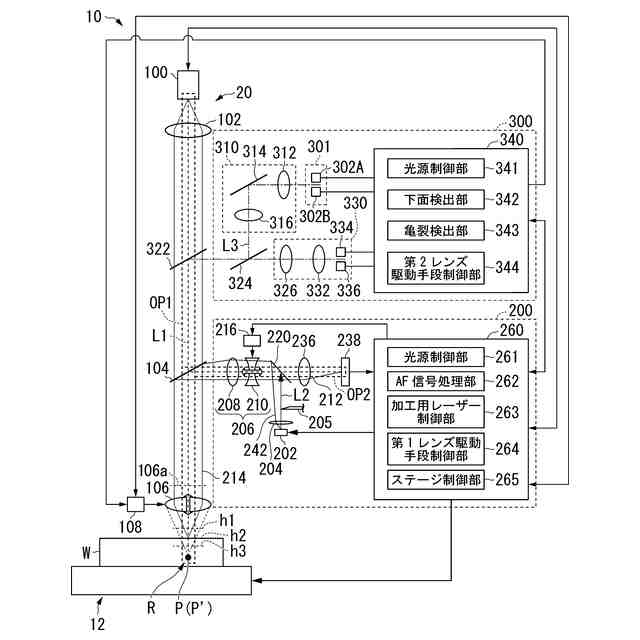
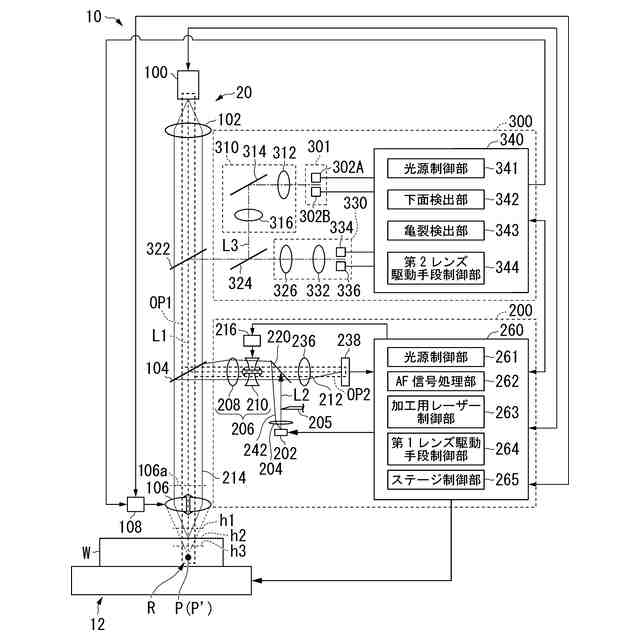
【解決手段】本発明の一態様に係るレーザー加工装置は、被加工物の内部に改質領域を形成するための加工用レーザー光を被加工物に出射する光源と、加工用レーザー光を被加工物に集光する集光レンズと、加工用レーザー光の集光点を被加工物の厚み方向に変位させるために集光レンズを移動するレンズ駆動手段とを備えるレーザー加工装置であって、被加工物の上面高さ位置を検出する上面高さ位置検出手段と、被加工物の内部に形成された亀裂の亀裂深さを検出する亀裂検出手段と、を備え、上面高さ位置検出手段は、加工用レーザー光による被加工物の加工時に上面高さ位置を検出し、亀裂検出手段は、被加工物の実質屈折率及び上面高さ位置に基づいて被加工物の下面高さ位置を検出する。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物の内部に改質領域を形成するための加工用レーザー光を被加工物に出射する光源と、前記加工用レーザー光を前記被加工物に集光する集光レンズと、前記加工用レーザー光の集光点を被加工物の厚み方向に変位させるために前記集光レンズを移動するレンズ駆動手段とを備えるレーザー加工装置であって、
前記被加工物の上面高さ位置を検出する上面高さ位置検出手段と、
前記被加工物の内部に形成された亀裂の亀裂深さを検出する亀裂検出手段と、
を備え、
前記上面高さ位置検出手段は、前記加工用レーザー光による前記被加工物の加工時に前記上面高さ位置を検出し、
前記亀裂検出手段は、前記被加工物の実質屈折率及び前記上面高さ位置に基づいて前記被加工物の下面高さ位置を検出する、レーザー加工装置。
続きを表示(約 490 文字)
【請求項2】
前記実質屈折率は、前記集光レンズ及び前記集光レンズに入射する光の特性よりシミュレーション計算により算出される、請求項1に記載のレーザー加工装置。
【請求項3】
前記亀裂検出手段は、前記被加工物の上面位置高さを検出する機構を備えていない、請求項1に記載のレーザー加工装置。
【請求項4】
被加工物の内部に改質領域を形成するための加工用レーザー光を被加工物に出射する光源と、前記加工用レーザー光を前記被加工物に集光する集光レンズと、前記加工用レーザー光の集光点を被加工物の厚み方向に変位させるために前記集光レンズを移動するレンズ駆動手段と、前記被加工物の上面高さ位置を検出する上面高さ位置検出手段と、前記被加工物の内部に形成された亀裂の亀裂深さを検出する亀裂検出手段と、を備えるレーザー加工装置に適用されるレーザー加工方法であって、
前記加工用レーザー光による前記被加工物の加工時に前記上面高さ位置を検出し、
前記被加工物の実質屈折率及び前記上面高さ位置に基づいて前記被加工物の下面高さ位置を検出する、レーザー加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザー加工装置及びレーザー加工方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、半導体ウェーハ等の被加工物の内部に集光点を合わせてレーザー光を分割予定ラインに沿って照射し、分割予定ラインに沿って被加工物内部に切断の起点となるレーザー加工領域を形成するレーザー加工装置(レーザーダイシング装置ともいう。)が知られている。レーザー加工領域が形成された被加工物は、その後、エキスパンド又はブレーキングといった割断プロセスによって分割予定ラインで割断されて個々のチップに分断される(例えば、特許文献1参照)。
【0003】
ところで、レーザー加工装置により被加工物にレーザー加工領域を形成すると、レーザー加工領域から被加工物の厚さ方向に亀裂(クラック)が伸展する。ここで、被加工物の内部に形成された亀裂は、被加工物を分断する際の起点となるため、被加工物界面からの当該亀裂までの距離、すなわち亀裂の進展度合いが、被加工物を分断した後のチップの品質に影響を与える。従って、亀裂の位置及び進展度合いを検出することが必要である。
【0004】
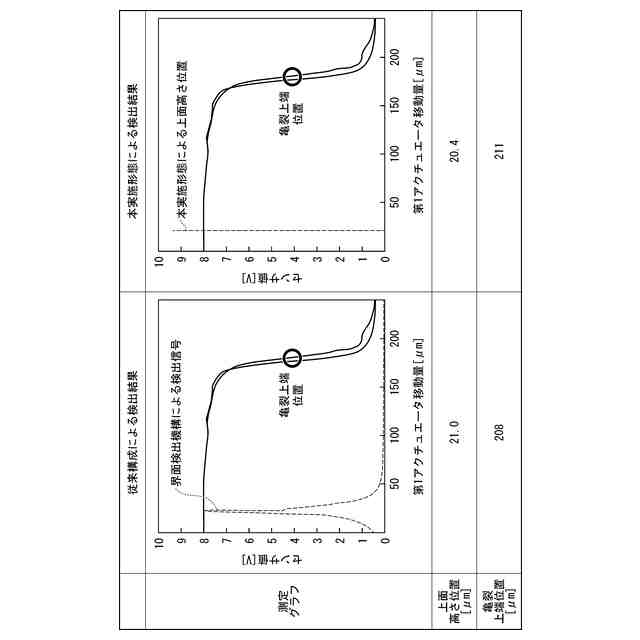
特許文献2には、亀裂の位置及び進展度合いを検出することができる亀裂検出装置が開示されている。具体的には、上記亀裂検出装置は、界面検出機構により被加工物界面の位置を取得した後、亀裂検出機構により被加工物内部に形成される亀裂の位置及び伸展度合い(亀裂深さ)を検出または算出する。
【0005】
従って、レーザー加工装置によりレーザー加工領域を形成した後、割断プロセスの前において、被加工物の内部に形成された亀裂の位置及び亀裂深さを検出することにより、割断プロセスにおけるチップへの分断の良否を予測することが可能となる。
【先行技術文献】
【特許文献】
【0006】
特開2016-139726号公報
特開2022-117056号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
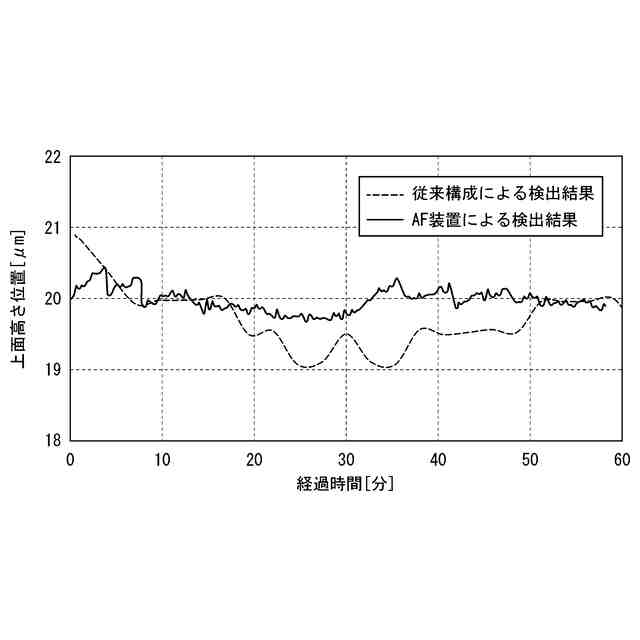
ところで、従来の亀裂検出方法又は亀裂検出装置では、被加工物内部の亀裂形成に先立って、予め、亀裂形成の対象となる領域の全体に亘って被加工物上面の検出を行う。その後、被加工物内部に亀裂を形成し、当該亀裂の検出を行う。従って、被加工物上面の検出を行ってから当該亀裂の検出を行うまでに時間がかかる。
さらに、被加工物上面の検出から当該亀裂の検出までの間に、経時変化や温度変化によって被加工物の高さが変動し得る。そのため、亀裂形成前に予め検出した被加工物上面のデータと、亀裂検出時の実際の被加工物上面との間に差が生じる可能性がある。従って、亀裂位置の検出精度が低下する虞がある。
【0008】
本発明は、上記事情に鑑みてなされたものであり、被加工物内部に形成された亀裂の検出時間短縮及び当該亀裂が形成される位置検出の検出精度向上を目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記課題を解決するためになされたもので、以下の手段を提案している。
本発明の一態様に係るレーザー加工装置は、被加工物の内部に改質領域を形成するための加工用レーザー光を被加工物に出射する光源と、上記加工用レーザー光を上記被加工物に集光する集光レンズと、上記加工用レーザー光の集光点を被加工物の厚み方向に変位させるために上記集光レンズを移動するレンズ駆動手段とを備えるレーザー加工装置であって、上記被加工物の上面高さ位置を検出する上面高さ位置検出手段と、上記被加工物の内部に形成された亀裂の亀裂深さを検出する亀裂検出手段と、を備え、上記上面高さ位置検出手段は、上記加工用レーザー光による上記被加工物の加工時に上記上面高さ位置を検出し、上記亀裂検出手段は、上記被加工物の実質屈折率及び上記上面高さ位置に基づいて上記被加工物の下面高さ位置を検出する。
【0010】
本発明の一態様に係るレーザー加工方法は、被加工物の内部に改質領域を形成するための加工用レーザー光を被加工物に出射する光源と、上記加工用レーザー光を上記被加工物に集光する集光レンズと、上記加工用レーザー光の集光点を被加工物の厚み方向に変位させるために上記集光レンズを移動するレンズ駆動手段と、上記被加工物の上面高さ位置を検出する上面高さ位置検出手段と、上記被加工物の内部に形成された亀裂の亀裂深さを検出する亀裂検出手段と、を備えるレーザー加工装置に適用されるレーザー加工方法であって、上記加工用レーザー光による上記被加工物の加工時に上記上面高さ位置を検出し、上記被加工物の実質屈折率及び上記上面高さ位置に基づいて上記被加工物の下面高さ位置を検出する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ