TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127941
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024953
出願日
2024-02-21
発明の名称
燃料電池セルの製造装置及び製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
H01M
8/02 20160101AFI20250826BHJP(基本的電気素子)
要約
【課題】熱可塑性樹脂材料を含む接着剤を用いて製造するのにあたり、品質の優れた燃料電池セルを安定して製造する技術を提供する。
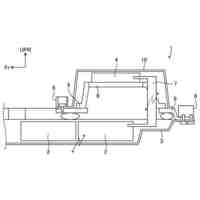
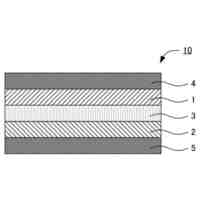
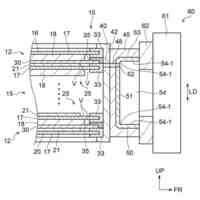
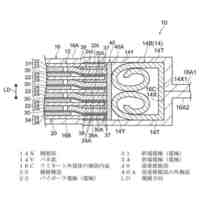
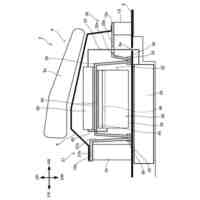
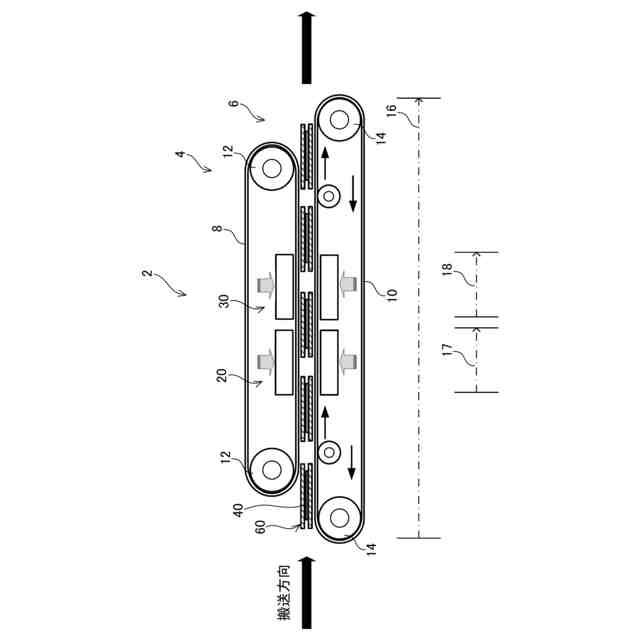
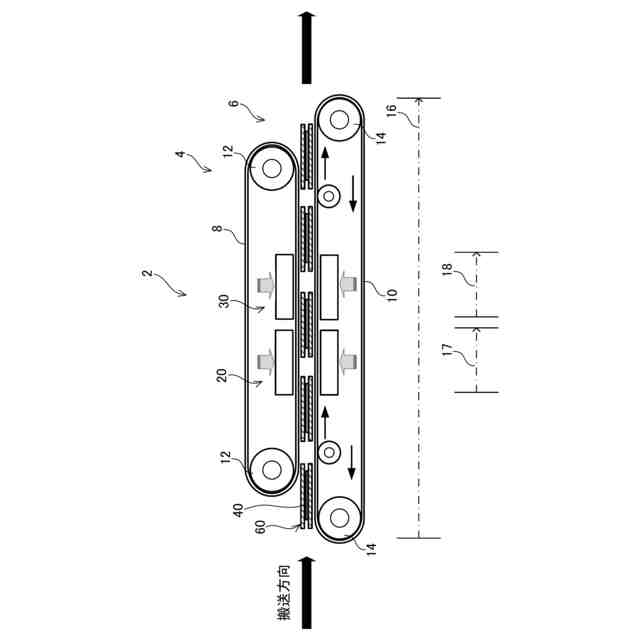
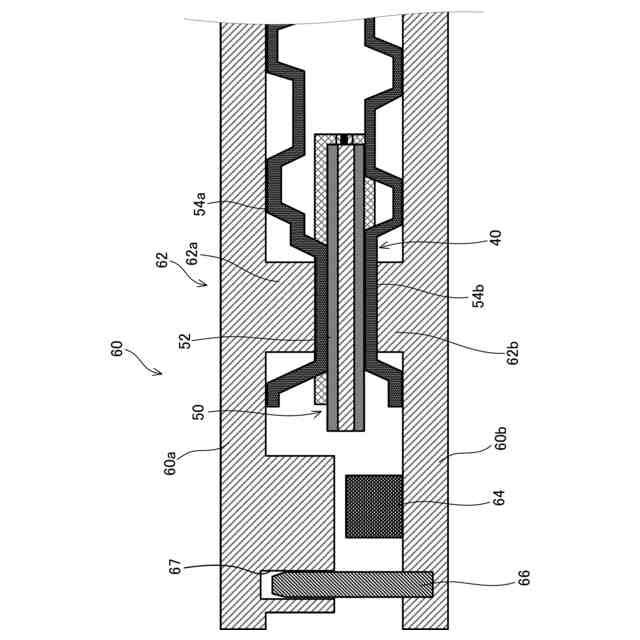
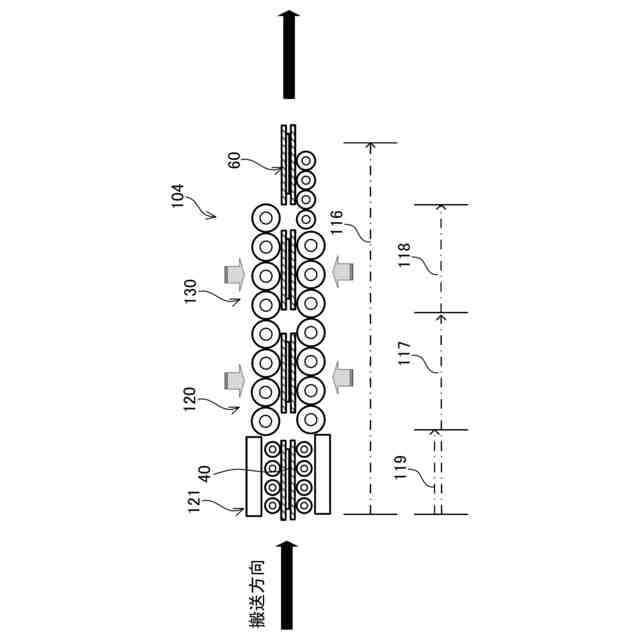
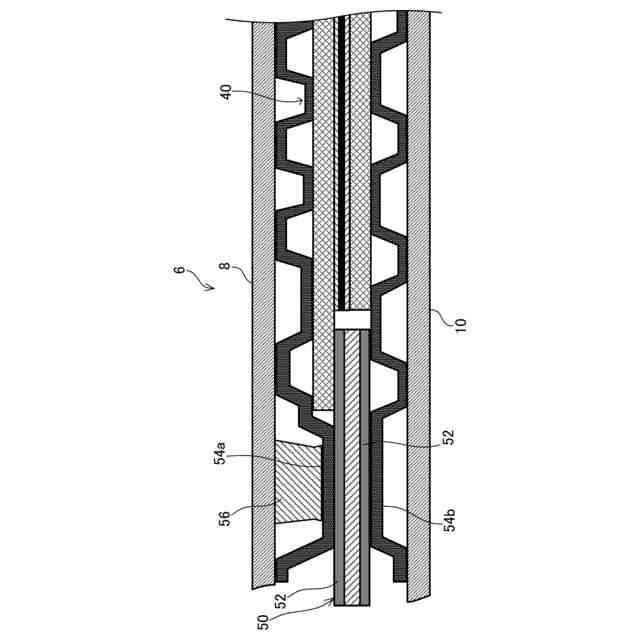
【解決手段】燃料電池セルの製造装置は、熱可塑性樹脂材料を含む接着剤層52を介して前記燃料電池セルの構成要素を積層配置した積層体40を搬送する搬送手段4と、搬送手段4によって搬送される積層体40が、所定の加熱ゾーン17内に位置するときに、積層体40を加熱する加熱手段20と、搬送手段4によって搬送される積層体40が、加熱ゾーン17を通過後に所定の冷却ゾーン18内に位置するときに、積層体40を冷却する冷却手段20と、積層体40が加熱ゾーン17において加熱されてから、冷却ゾーン18において冷却されるまでの間、積層体40を加圧し続ける加圧手段30と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
燃料電池セルの製造装置であって、
熱可塑性樹脂材料を含む接着剤層を介して前記燃料電池セルの構成要素を積層配置した積層体を搬送する搬送手段と、
前記搬送手段によって搬送される前記積層体が、所定の加熱ゾーン内に位置するときに、前記積層体を加熱する加熱手段と、
前記搬送手段によって搬送される前記積層体が、前記加熱ゾーンを通過後に所定の冷却ゾーン内に位置するときに、前記積層体を冷却する冷却手段と、
前記積層体が前記加熱ゾーンにおいて加熱されてから、前記冷却ゾーンにおいて冷却されるまでの間、前記積層体を加圧し続ける加圧手段と、
を備える製造装置。
続きを表示(約 730 文字)
【請求項2】
前記製造装置は、ダブルベルトプレス装置を備え、
前記ダブルベルトプレス装置は、
前記搬送手段を構成する上下一対のベルトと、
前記加熱手段及び前記加圧手段の一部を構成する加熱プレス部と、
前記冷却手段及び前記加圧手段の他の一部を構成する冷却プレス部と、を有する、
請求項1に記載の製造装置。
【請求項3】
前記製造装置は、連続ローラプレス装置を備え、
前記連続ローラプレス装置は、前記搬送手段を構成する上下一対のローラコンベアを有し、
前記上下一対のローラコンベアは、前記加熱手段及び前記加圧手段の一部を構成する加熱プレス部と、前記冷却手段及び前記加圧手段の他の一部を構成する冷却プレス部と、を有する、
請求項1に記載の製造装置。
【請求項4】
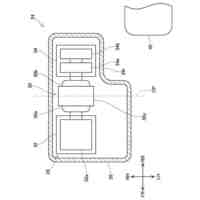
前記加圧手段は、前記積層体の積層方向で前記積層体を挟持するとともに前記接着剤層を加圧可能な治具を含み、
前記治具は、前記積層体を挟持する一対のプレートを有し、前記一対のプレートの前記積層体の積層方向に直交する方向での位置ずれを抑制する位置決め部材を備える、請求項1に記載の製造装置。
【請求項5】
燃料電池セルの製造方法であって、
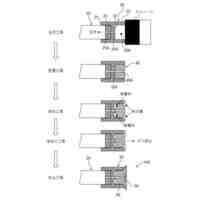
熱可塑性樹脂材料を含む接着剤層を含む積層体に対して加熱及び加圧を行う加熱プレス工程と、
前記加熱プレス工程後の前記積層体に対して冷却及び加圧を行う冷却プレス工程と、
を備え、
前記加熱プレス工程後の前記積層体を、少なくとも前記接着剤層における所定荷重が維持された状態で前記冷却プレス工程に供給する、製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、燃料電池セルの製造装置及び製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
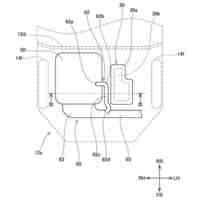
燃料電池セルは、一対のセパレータでMEAとガス拡散層とを挟持する積層体が、熱可塑性樹脂材料を含む接着剤を用いて加熱プレス及び冷却プレスを行って一体化されて製造される(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2020-13734号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示される方法では、加熱した所定のプレス型に積層体をセットし、所定条件で加熱プレスする。その後、積層体を脱型し、冷却したプレス型に再び積層体をセットして冷却プレスを行う。本発明者らによれば、こうした方法によると、加熱プレス後に最終的に得られる燃料電池セルにおいて、セル構成要素の位置ずれが発生することがあることがわかった。また、燃料電池セルにおいて、熱可塑性樹脂材料を含む接着剤層における気泡の内包、接着剤層の位置ずれ、接着剤層の厚みの不均一性の増大ひいてはセル全体の厚みの増大などが発生することがあることがわかった。
【0005】
本明細書は、燃料電池のセルを、熱可塑性樹脂材料を含む接着剤を用いて製造するのにあたり、品質の優れた燃料電池セルを安定して製造する技術を提供する。
【課題を解決するための手段】
【0006】
本明細書で開示する技術は、燃料電池セル(以下、単にセルともいう。)の製造装置(以下、単に、製造装置ともいう。)に具現化される。製造装置は、熱可塑性樹脂材料を含む接着剤層を介して前記燃料電池セルの構成要素を積層配置した積層体を搬送する搬送手段と、前記搬送手段によって搬送される前記積層体が、所定の加熱ゾーン内に位置するときに、前記積層体を加熱する加熱手段と、前記搬送手段によって搬送される前記積層体が、前記加熱ゾーンを通過後に所定の冷却ゾーン内に位置するときに、前記積層体を冷却する冷却手段と、前記積層体が前記加熱ゾーンにおいて加熱されてから、前記冷却ゾーンにおいて冷却されるまでの間、前記積層体を加圧し続ける加圧手段と、を備える。
【0007】
この製造装置によれば、前記積層体が前記加熱ゾーンにおいて加熱されてから、前記冷却ゾーンにおいて冷却されるまでの間、前記積層体を加圧し続ける前記積層体に対して加圧することが可能である。
【0008】
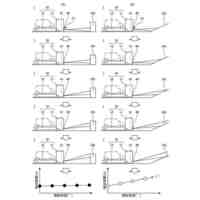
本発明者らによれば、加熱及び加圧された積層体から荷重が開放されることで、積層体において、燃料電池セルの構成要素であるセパレータの反りやガス拡散層の膨張などの変形、移動、剥離が発生することがあることがわかった。また、これらの結果、溶融ないし軟化状態の熱可塑性樹脂材料への気泡の噛み込みや熱可塑性樹脂材料の意図しない移動が発生することがあることがわかった。このような状態の積層体が、その後、冷却及び加圧されることで、燃料電池セルにおいて上記した種々の品質低下が生じるおそれがあることがわかった。
【0009】
この製造装置によれば、加熱ゾーン及び冷却ゾーンとの間においても積層体が加圧し続けられる。このため、加熱及び加圧後の荷重開放によって生じる上記現象が抑制される。この結果、最終的に得られる燃料電池セルにおけるセル構成要素の位置ずれ、接着剤層における気泡の内包、接着剤層の位置ずれ、接着剤層の厚みの不均一性の増大などが抑制される。したがって、この製造装置によれば、接着剤層によって密着性よく接合され、セル構成要素の位置ずれ及び接着剤層における気泡の内包が抑制され、接着剤層の厚みが均一な燃料電池セルを安定して製造できる。
【0010】
本明細書に開示される技術は、また、燃料電池セルの製造方法(以下、単に、製造方法ともいう。)に具現化される。製造方法は、熱可塑性樹脂材料を含む接着剤層を含む積層体に対して加熱及び加圧を行う加熱プレス工程と、前記加熱プレス工程後の前記積層体に対して冷却及び加圧を行う冷却プレス工程と、を備える。製造方法は、前記加熱プレス工程後の前記積層体を、少なくとも前記接着剤層における所定荷重が維持された状態で前記冷却プレス工程に供給する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
電池
29日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
電池
19日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
光電極
1か月前
トヨタ自動車株式会社
ロータ
24日前
トヨタ自動車株式会社
負極層
15日前
トヨタ自動車株式会社
モータ
25日前
トヨタ自動車株式会社
電動車
15日前
トヨタ自動車株式会社
減圧弁
1か月前
トヨタ自動車株式会社
ロータ
1か月前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
モータ
19日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ