TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127060
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023549
出願日
2024-02-20
発明の名称
絶縁転がり軸受の製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16C
33/64 20060101AFI20250825BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】機械的精度が高い軌道輪を備えた絶縁転がり軸受の製造方法を提供する。
【解決手段】絶縁転がり軸受100の製造方法は、軌道溝を有するリング状に旋削加工して熱処理を施した金属製の中間製品21における軌道溝の軸方向両脇の溝肩部周面13eを研削加工する。研削加工された溝片部周面13eを基準として中間製品21をインサート金型内に保持して樹脂層17を周面及び軸方向端面にそれぞれインサート成形する。周面にインサート成形された樹脂層17と、軸方向端面にインサート成形された樹脂層17とをそれぞれ研削加工して、軌道輪を形成する。
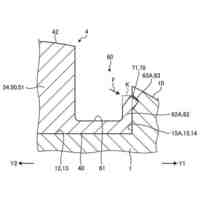
【選択図】図3
特許請求の範囲
【請求項1】
それぞれ軌道溝を有する内輪及び外輪と、前記内輪と前記外輪の軌道溝同士の間に転動自在に配置される複数の転動体とを備え、前記内輪と前記外輪の少なくともいずれかの軌道輪における前記軌道溝と反対側の反軌道溝側周面及び軸方向端面に、電気絶縁性を有する樹脂層が形成された絶縁転がり軸受の製造方法であって、
前記軌道溝の形状を有するリング状に加工された金属製の中間製品における前記軌道溝側の軌道溝側周面を研削加工し、
研削加工された前記軌道溝側周面を基準として前記中間製品をインサート金型内に保持して、前記樹脂層を前記中間製品の前記反軌道溝側周面及び前記軸方向端面にそれぞれインサート成形し、
前記中間製品の前記反軌道溝側周面及び前記軸方向端面に成形された前記樹脂層をそれぞれ研削加工して、前記軌道輪を形成する、
絶縁転がり軸受の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記中間製品の前記軌道溝の研削加工を、前記樹脂層の研削加工後に実施する、請求項1に記載の絶縁転がり軸受の製造方法。
【請求項3】
それぞれ軌道溝を有する内輪及び外輪と、前記内輪と前記外輪の軌道溝同士の間に転動自在に配置される複数の転動体とを備え、前記内輪と前記外輪の少なくともいずれかの軌道輪における前記軌道溝と反対側の反軌道溝側周面及び軸方向端面に、電気絶縁性を有する樹脂層が形成された絶縁転がり軸受の製造方法であって、
前記軌道溝の形状を有するリング状に加工された金属製の中間製品における前記軌道溝側の軌道溝側周面と前記軸方向端面とを、規定の基準面に押し当てて芯出ししつつ、前記中間製品をインサート成形型内に保持して、前記樹脂層を前記軌道溝側周面と前記軸方向端面にそれぞれインサート成形し、
前記中間製品の前記反軌道溝側周面及び前記軸方向端面に成形された前記樹脂層をそれぞれ研削加工して、前記軌道輪を形成する、
絶縁転がり軸受の製造方法。
【請求項4】
前記インサート成形の前に、前記中間製品の前記反軌道溝側周面及び前記軸方向端面をそれぞれ研削加工する、
請求項3に記載の絶縁転がり軸受の製造方法。
【請求項5】
前記中間製品の前記軌道溝の研削加工を、前記樹脂層の研削加工後に実施する、請求項3に記載の絶縁転がり軸受の製造方法。
【請求項6】
それぞれ軌道溝を有する内輪及び外輪と、前記内輪と前記外輪の軌道溝同士の間に転動自在に配置される複数の転動体とを備え、前記内輪と前記外輪の少なくともいずれかの軌道輪における前記軌道溝と反対側の反軌道溝側周面及び軸方向端面に、電気絶縁性を有する樹脂層が形成された絶縁転がり軸受の製造方法であって、
前記軌道溝の形状を有するリング状に加工された金属製の中間製品における前記反軌道溝側周面及び前記軸方向端面を研削加工し、
前記中間製品における前記軌道溝側の軌道溝側周面と前記軸方向端面とを、規定の基準面に押し当てて芯出ししつつ、前記中間製品をインサート成形型内に保持して、前記樹脂層を前記反軌道溝側周面と前記軸方向端面にそれぞれインサート成形する、
絶縁転がり軸受の製造方法。
【請求項7】
前記樹脂層を研削する砥石は、多孔質状に形成されている、
請求項1から6のいずれか1項に記載の絶縁転がり軸受の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、絶縁転がり軸受の製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
例えば、モータや発電機等に用いられる軸受においては、転動体と外輪軌道面との間、又は転動体と内輪軌道面との間で放電が生じると、放電部分に電食が生じる場合があり、軸受寿命に大きな影響を及ぼす。例えば特許文献1には、外輪の外周面などに形成する樹脂層の樹脂層組成物の成分を規定することで、良好な成形性を保持しつつ、樹脂層の放熱性と機械的強度の両立を図った絶縁転がり軸受が開示されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2022/202651号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の絶縁転がり軸受では、樹脂層を軌道輪にインサート成形する際に、軸受に必要とされるμm単位での寸法公差で樹脂層を製造することは困難であった。
【0005】
そこで本発明は、機械的精度が高い軌道輪を備えた絶縁転がり軸受の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は下記の構成からなる。
(1) それぞれ軌道溝を有する内輪及び外輪と、前記内輪と前記外輪の軌道溝同士の間に転動自在に配置される複数の転動体とを備え、前記内輪と前記外輪の少なくともいずれかの軌道輪における前記軌道溝と反対側の反軌道溝側周面及び軸方向端面に、電気絶縁性を有する樹脂層が形成された絶縁転がり軸受の製造方法であって、
前記軌道溝の形状を有するリング状に加工された金属製の中間製品における前記軌道溝側の軌道溝側周面を研削加工し、
研削加工された前記軌道溝側周面を基準として前記中間製品をインサート金型内に保持して、前記樹脂層を前記中間製品の前記反軌道溝側周面及び前記軸方向端面にそれぞれインサート成形し、
前記中間製品の前記反軌道溝側周面及び前記軸方向端面に成形された前記樹脂層をそれぞれ研削加工して、前記軌道輪を形成する、
絶縁転がり軸受の製造方法。
(2) それぞれ軌道溝を有する内輪及び外輪と、前記内輪と前記外輪の軌道溝同士の間に転動自在に配置される複数の転動体とを備え、前記内輪と前記外輪の少なくともいずれかの軌道輪における前記軌道溝と反対側の反軌道溝側周面及び軸方向端面に、電気絶縁性を有する樹脂層が形成された絶縁転がり軸受の製造方法であって、
前記軌道溝の形状を有するリング状に加工された金属製の中間製品における前記軌道溝側の軌道溝側周面と前記軸方向端面とを、規定の基準面に押し当てて芯出ししつつ、前記中間製品をインサート成形型内に保持して、前記樹脂層を前記軌道溝側周面と前記軸方向端面にそれぞれインサート成形し、
前記中間製品の前記反軌道溝側周面及び前記軸方向端面に成形された前記樹脂層をそれぞれ研削加工して、前記軌道輪を形成する、
絶縁転がり軸受の製造方法。
(3) それぞれ軌道溝を有する内輪及び外輪と、前記内輪と前記外輪の軌道溝同士の間に転動自在に配置される複数の転動体とを備え、前記内輪と前記外輪の少なくともいずれかの軌道輪における前記軌道溝と反対側の反軌道溝側周面及び軸方向端面に、電気絶縁性を有する樹脂層が形成された絶縁転がり軸受の製造方法であって、
前記軌道溝の形状を有するリング状に加工された金属製の中間製品における前記反軌道溝側周面及び前記軸方向端面を研削加工し、
前記中間製品における前記軌道溝側の軌道溝側周面と前記軸方向端面とを、規定の基準面に押し当てて芯出ししつつ、前記中間製品をインサート成形型内に保持して、前記樹脂層を前記反軌道溝側周面と前記軸方向端面にそれぞれインサート成形する、
絶縁転がり軸受の製造方法。
【発明の効果】
【0007】
本発明によれば、機械的精度が高い軌道輪を備えた絶縁転がり軸受の製造方法を提供できる。
【図面の簡単な説明】
【0008】
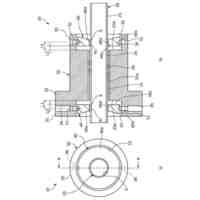
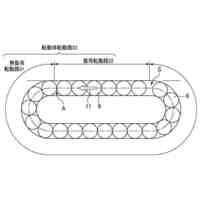
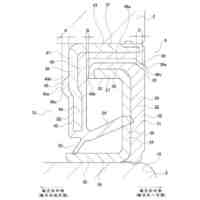
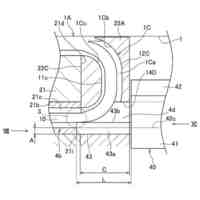
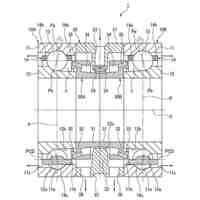
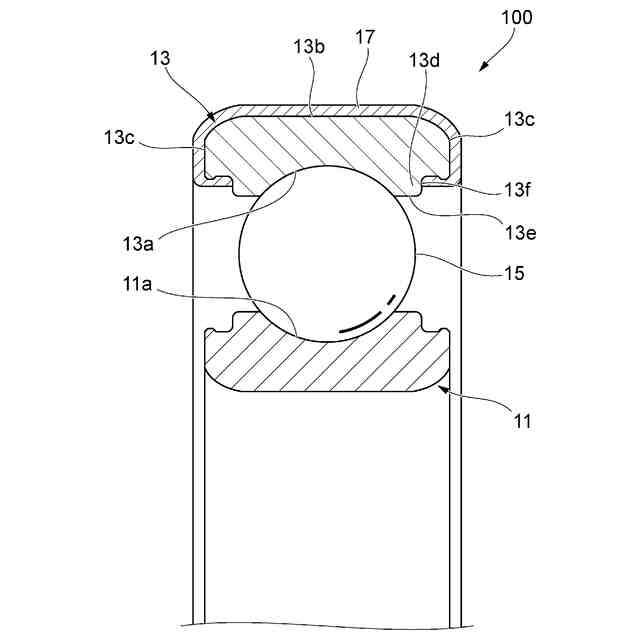
図1は、絶縁転がり軸受の一部断面図である。
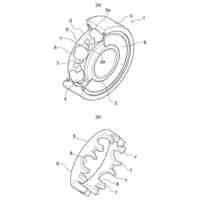
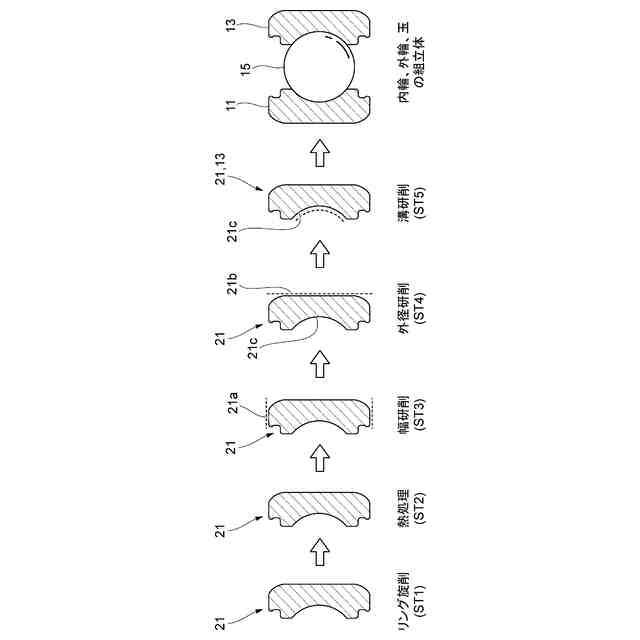
図2は、樹脂層を有しない外輪の形成手順、及び形成した外輪に内輪及び玉を組み付けた組立体を示す工程説明図である。
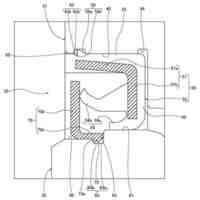
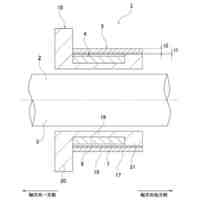
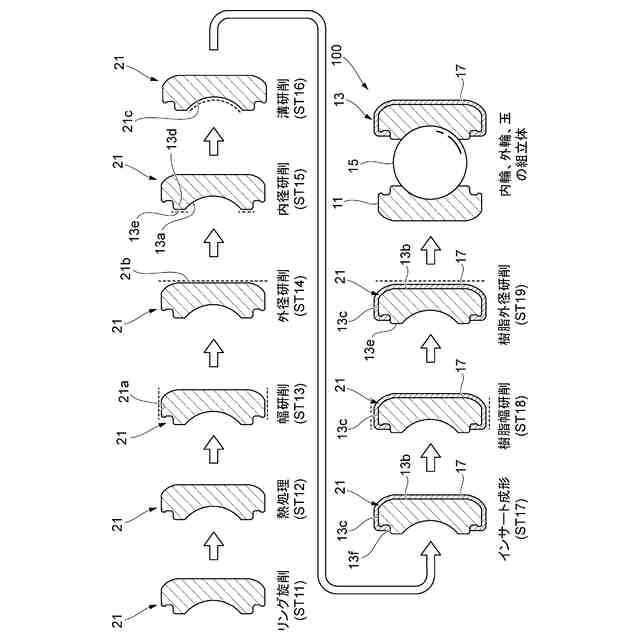
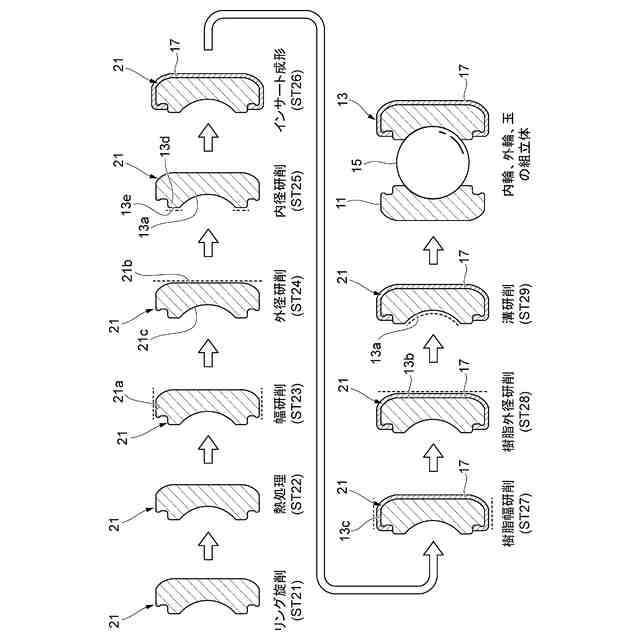
図3は、第1実施形態の絶縁転がり軸受の外輪の形成手順、及び形成した外輪に内輪と玉を組み付けた組立体を示す工程説明図である。
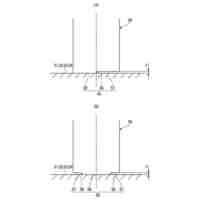
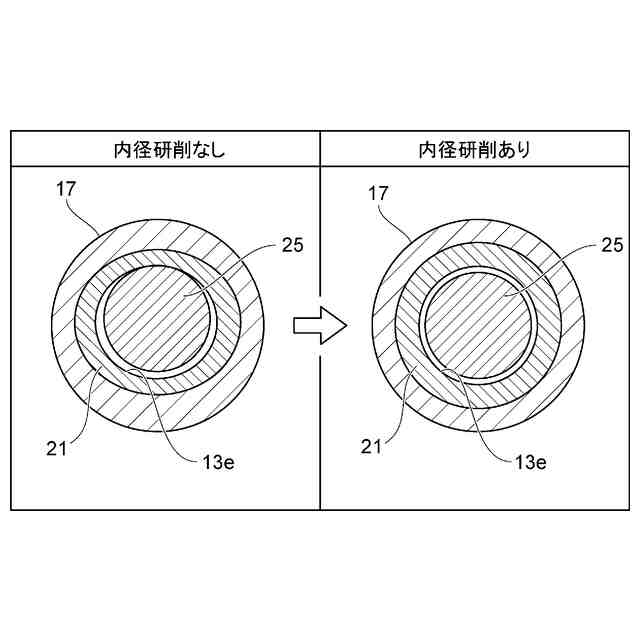
図4は、インサート成形前に中間製品の内径面を研削しない場合と研削する場合における樹脂層の厚さ分布の様子を模式的に示す説明図である。
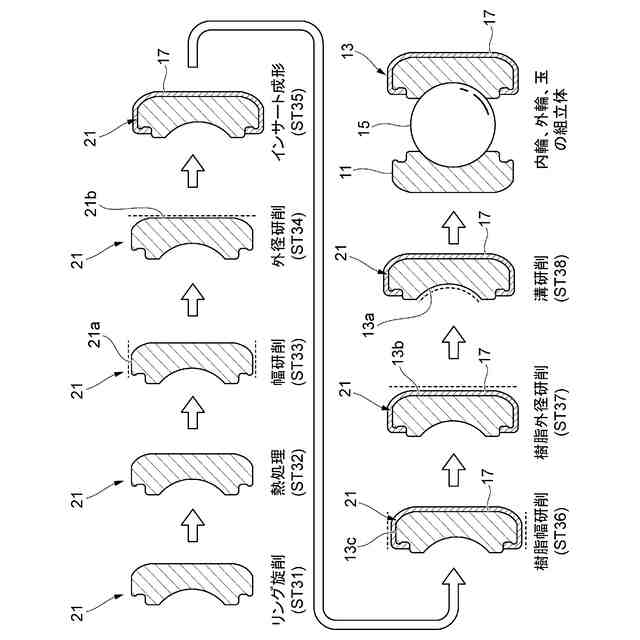
図5は、第2実施形態の絶縁転がり軸受の外輪の形成手順、及び形成した外輪に内輪と玉を組み付けた組立体を示す工程説明図である。
図6は、第3実施形態の絶縁転がり軸受の外輪の形成手順、及び形成した外輪に内輪と玉を組み付けた組立体を示す工程説明図である。
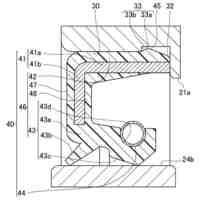
図7は、インサート成形型の概略断面図である。
図8は、変形例1のインサート成形型の構成例を示す一部断面図である。
図9は、変形例2のインサート成形型の構成例を示す一部断面図である。
図10は、変形例3のインサート成形型の構成例を示す一部断面図である。
図11は、第4実施形態の絶縁転がり軸受の外輪の形成手順、及び形成した外輪に内輪と玉を組み付けた組立体を示す工程説明図である。
図12は、第5実施形態の絶縁転がり軸受の外輪の形成手順、及び形成した外輪に内輪と玉を組み付けた組立体を示す工程説明図である。
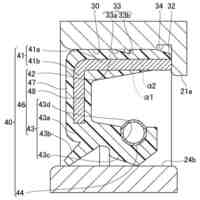
図13は、他の絶縁転がり軸受の一部断面図である。
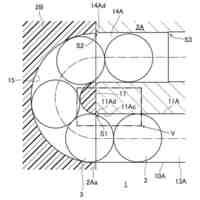
図14は、インサート成形型の概略断面図である。
図15は、変形例4のインサート成形型の構成例を示す断面図である。
図16は、変形例5のインサート成形型の構成例を示す一部断面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について図面を参照して詳細に説明する。以下の説明では、本発明に係る絶縁転がり軸受を、深溝玉軸受を例示して説明するが、軸受の種類はこれに限らない。例えば、アキシアル軸受やスラスト軸受、或いはころ軸受、多列軸受等の他の種類の軸受であってもよい。
【0010】
<絶縁転がり軸受の構成>
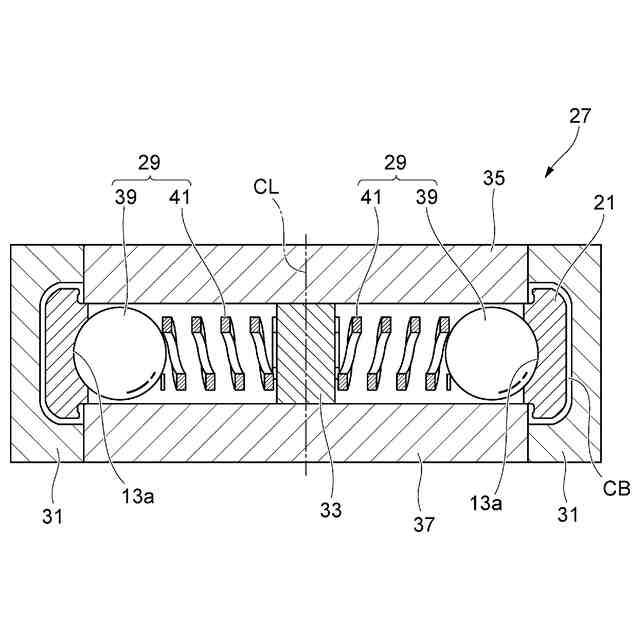
図1は、絶縁転がり軸受100の一部断面図である。絶縁転がり軸受100は、内輪11と、外輪13と、複数の玉(転動体)15とを備える。内輪11及び外輪13は,鋼材等の金属製であり、玉15は、鋼材又はセラミックス材からなる。内輪11の外周面には内輪軌道溝(軌道溝)11aが形成され、外輪13の内周面には外輪軌道溝13aが形成されている。内輪軌道溝(軌道溝)11aと外輪軌道溝13aとの間には、複数の玉15が転動自在に配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精工株式会社
搬送装置
2日前
日本精工株式会社
ボールねじ
2か月前
日本精工株式会社
ボールねじ
11日前
日本精工株式会社
温度検出装置
1か月前
日本精工株式会社
リニアガイド
2か月前
日本精工株式会社
リニアガイド
4日前
日本精工株式会社
円すいころ軸受
1か月前
日本精工株式会社
転がり案内装置
1か月前
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
アクチュエータ
1か月前
日本精工株式会社
ボールねじ装置
10日前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
アンギュラ玉軸受
2か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
ハブユニット軸受
2か月前
日本精工株式会社
突入電流抑止回路
2か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
磁歪式トルクセンサ
1か月前
日本精工株式会社
環境配慮型機械部品
23日前
日本精工株式会社
磁歪式トルクセンサ
2か月前
日本精工株式会社
逆入力遮断クラッチ
1か月前
日本精工株式会社
モータ制御システム
1か月前
日本精工株式会社
回転センサ一体型軸受
10日前
日本精工株式会社
アクチュエータシステム
2か月前
日本精工株式会社
直動案内装置の組立方法
1か月前
日本精工株式会社
ボールねじ部品の製造方法
2か月前
日本精工株式会社
センサ付き転がり軸受装置
2日前
日本精工株式会社
ラジアルころ軸受用保持器
1か月前
日本精工株式会社
ハブユニット軸受の製造方法
1か月前
日本精工株式会社
潤滑機能付き転がり軸受装置
2か月前
日本精工株式会社
直動案内装置及びその製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ