TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025125088
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2024020938
出願日
2024-02-15
発明の名称
ワイヤハーネス、及び、ワイヤハーネス製造方法
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
H02G
3/04 20060101AFI20250820BHJP(電力の発電,変換,配電)
要約
【課題】配索材を適正に配索させることができるワイヤハーネス、及び、ワイヤハーネス製造方法を提供することを目的とする。
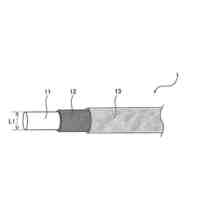
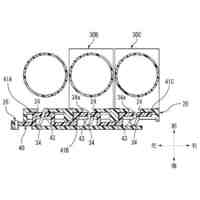
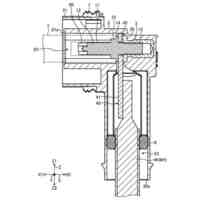
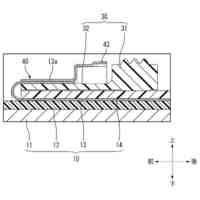
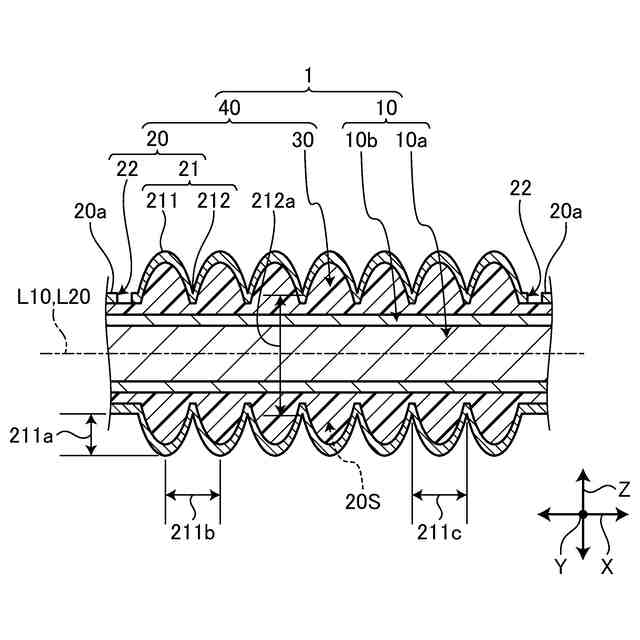
【解決手段】ワイヤハーネス1は、導電性を有する配索材10と、筒状に形成され、内部に配索材10が挿通される外装部材20と、外装部材20の内部に充填された樹脂充填材30とを備える。また、外装部材20は、内部と外部とを連通し、樹脂充填材30を充填可能な樹脂注入口22を有することを特徴とする。
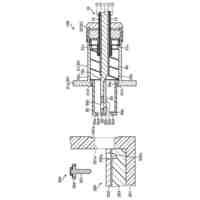
【選択図】図3
特許請求の範囲
【請求項1】
導電性を有する配索材と、
筒状に形成され、内部に前記配索材が挿通される外装部材と、
前記外装部材の内部に充填された樹脂充填材とを備え、
前記外装部材は、前記内部と外部とを連通し、前記樹脂充填材を充填可能な樹脂注入口を有することを特徴とする、
ワイヤハーネス。
続きを表示(約 890 文字)
【請求項2】
前記外装部材は、剛性が前記配索材より低く、
前記外装部材に前記樹脂充填材を充填した外装体は、前記剛性が前記配索材より高い、
請求項1に記載のワイヤハーネス。
【請求項3】
前記外装部材に前記樹脂充填材を充填した外装体は、前記配索材の配索経路に沿って曲がった形状である、
請求項1または2に記載のワイヤハーネス。
【請求項4】
前記樹脂充填材は、硬化温度が前記配索材の絶縁被覆部の融点より低い熱硬化樹脂、または、軟化温度が前記配索材の絶縁被覆部の融点より低い熱可塑樹脂である、
請求項1または2に記載のワイヤハーネス。
【請求項5】
前記外装部材は、蛇腹状に形成され、外周面側に向かって突出する凸部と、内周面側に向かって突出する凹部とを有し、
前記樹脂充填材は、前記凹部において、前記外装部材の延在方向から視た断面積の50%以上に充填されている、
請求項1または2に記載のワイヤハーネス。
【請求項6】
前記外装部材は、前記樹脂充填材の充填状態を視認可能な充填確認口をさらに有し、
前記充填確認口は、前記外装部材の前記内部と前記外部を連通する開口方向が、前記樹脂注入口の開口方向と交差する、
請求項1または2に記載のワイヤハーネス。
【請求項7】
前記外装部材は、金属製であり、
前記樹脂充填材は、熱伝導率が空気の熱伝導率より高い樹脂である、
請求項1または2に記載のワイヤハーネス。
【請求項8】
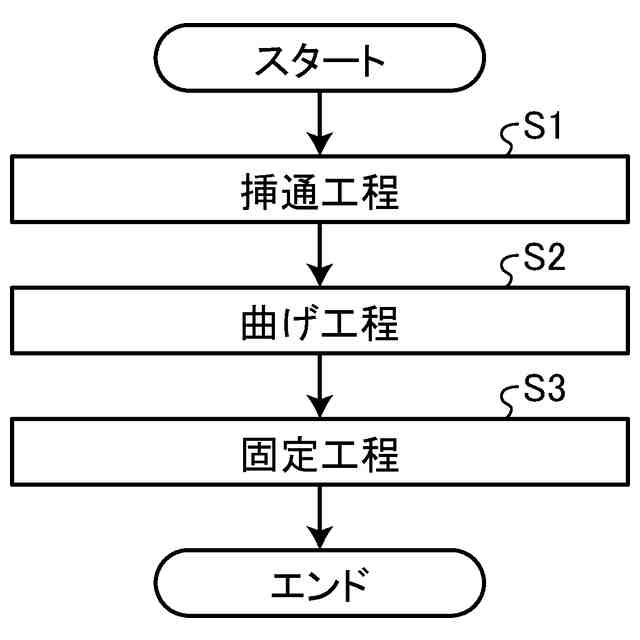
導電性を有する配索材を、筒状に形成され直線状に延在する外装部材の内部に挿通させる挿通工程と、
前記配索材及び前記外装部材を、前記配索材の配索経路の形状にあわせて曲げる曲げ工程と、
前記外装部材の内部と外部とを連通する樹脂注入口から樹脂充填材を充填し、前記外装部材に対する前記配索材の位置を固定する固定工程とを有することを特徴とする、
ワイヤハーネス製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤハーネス、及び、ワイヤハーネス製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
例えば、特許文献1には、高圧ケーブルと、当該高圧ケーブルが内部に挿通される金属製の保護パイプとを備えるワイヤハーネスが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2004-224156号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述の特許文献1に記載のワイヤハーネスは、例えば、保護パイプに高圧ケーブル(配索材)を挿通させた状態で曲げ加工等の各種加工を行うため、加工時に大きな荷重がかかる虞がある。また、配索材から発生する熱を外部へ放熱する際に、配索材と保護パイプの隙間に冷媒を流通させるための機器を配置する場合があり、この場合、部品点数が増加する虞がある。そのため、配索材を適正に配索するという点で更なる改善の余地がある。
【0005】
本発明は、上記の事情に鑑みてなされたものであって、配索材を適正に配索させることができるワイヤハーネス、及び、ワイヤハーネス製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明に係るワイヤハーネスは、導電性を有する配索材と、筒状に形成され、内部に前記配索材が挿通される外装部材と、前記外装部材の内部に充填された樹脂充填材とを備え、前記外装部材は、前記内部と外部とを連通し、前記樹脂充填材を充填可能な樹脂注入口を有することを特徴とする。
【0007】
上記目的を達成するために、本発明に係るワイヤハーネス製造方法は、導電性を有する配索材を、筒状に形成され直線状に延在する外装部材の内部に挿通させる挿通工程と、前記配索材及び前記外装部材を、前記配索材の配索経路の形状にあわせて曲げる曲げ工程と、前記外装部材の内部と外部とを連通する樹脂注入口から樹脂充填材を充填し、前記外装部材に対する前記配索材の位置を固定する固定工程とを有することを特徴とする。
【発明の効果】
【0008】
本発明に係るワイヤハーネスは、配索材を適正に配索させることができる、という効果を奏する。
【図面の簡単な説明】
【0009】
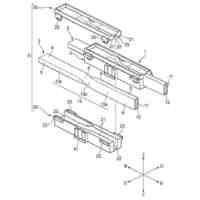
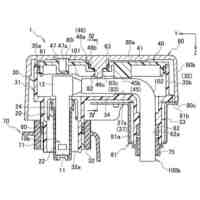
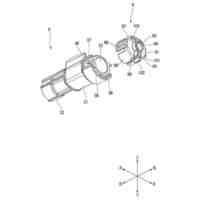
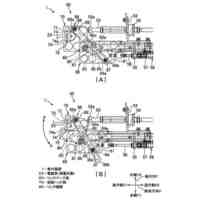
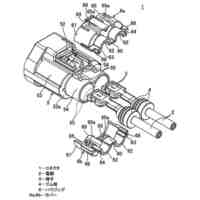
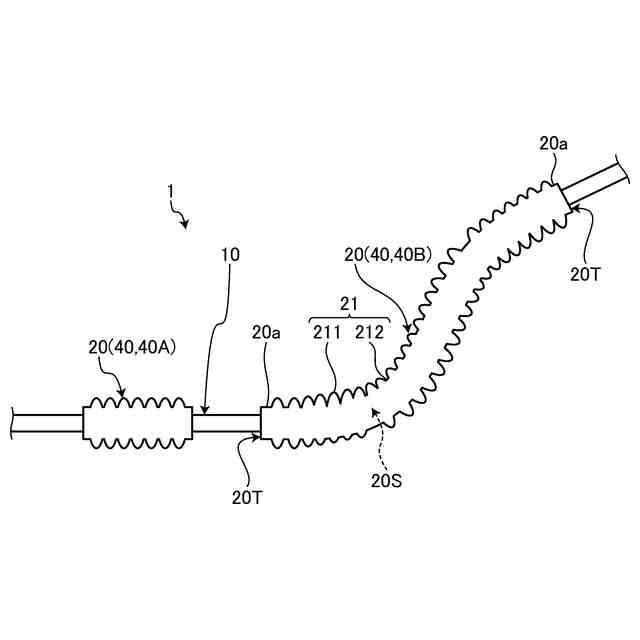
図1は、本実施形態に係るワイヤハーネスの概略構成を表す図である。
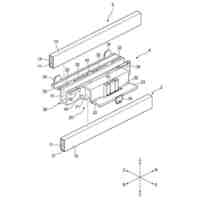
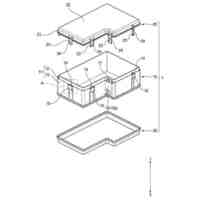
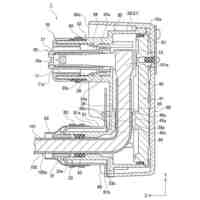
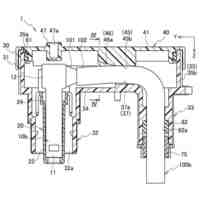
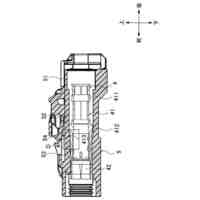
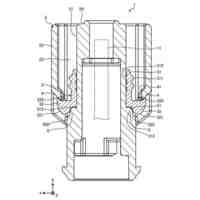
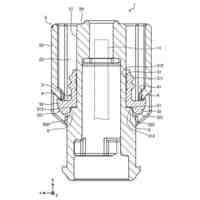
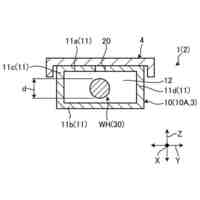
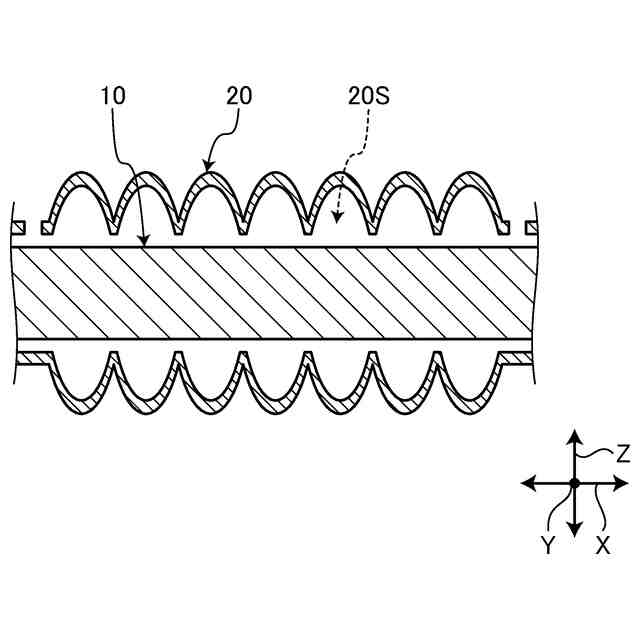
図2は、本実施形態に係るワイヤハーネスの概略構成を表す断面図である。
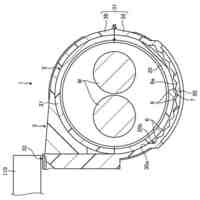
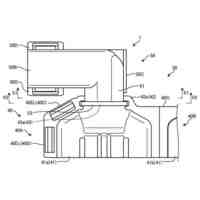
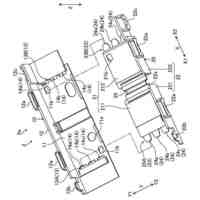
図3は、本実施形態に係るワイヤハーネスの概略構成を表す断面図である。
図4は、本実施形態に係るワイヤハーネス製造方法を示すフローチャートである。
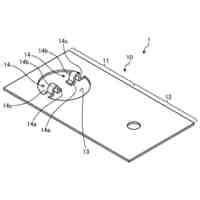
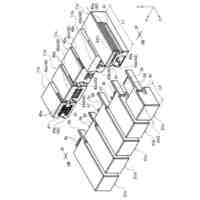
図5は、本実施形態に係るワイヤハーネス製造方法における挿通工程を説明するための模式的な図である。
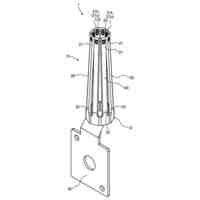
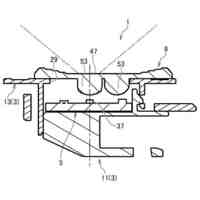
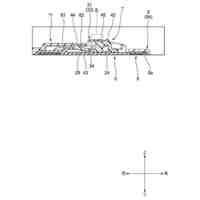
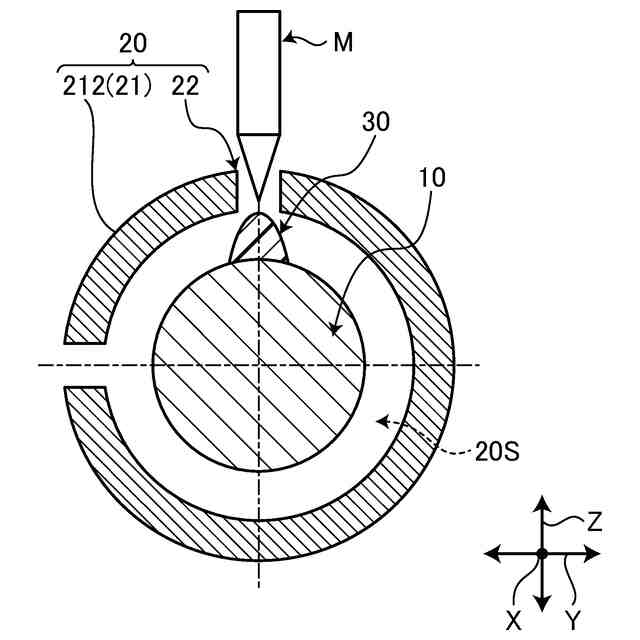
図6は、本実施形態に係るワイヤハーネス製造方法における固定工程を説明するための模式的な図である。
図7は、本実施形態に係るワイヤハーネス製造方法における固定工程を説明するための模式的な図である。
【発明を実施するための形態】
【0010】
以下に、本発明に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
矢崎総業株式会社
端子
8日前
矢崎総業株式会社
端子
8日前
矢崎総業株式会社
電線
1か月前
矢崎総業株式会社
治具
1か月前
矢崎総業株式会社
バスバ
17日前
矢崎総業株式会社
導電体
1か月前
矢崎総業株式会社
雌端子
14日前
矢崎総業株式会社
端子台
1か月前
矢崎総業株式会社
導電体
1か月前
矢崎総業株式会社
導電体
1か月前
矢崎総業株式会社
箱状体
11日前
矢崎総業株式会社
箱状体
11日前
矢崎総業株式会社
コネクタ
16日前
矢崎総業株式会社
コネクタ
9日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
配索構造
11日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
照明装置
16日前
矢崎総業株式会社
巻付装置
1か月前
矢崎総業株式会社
コネクタ
9日前
矢崎総業株式会社
コネクタ
今日
矢崎総業株式会社
コネクタ
今日
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
車体構造
1か月前
矢崎総業株式会社
電気接続箱
1か月前
矢崎総業株式会社
プロテクタ
2日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ